
Fターム[4F206AG08]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 管状体(←配管パイプ) (183)
Fターム[4F206AG08]の下位に属するFターム
異形管(←非円形断面) (11)
波形管(←ひだ付き管) (11)
有節管 (1)
曲り管 (19)
Fターム[4F206AG08]に分類される特許
1 - 20 / 141
金型装置
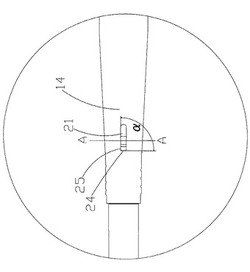
【課題】固定型に形成された二個のゲート口は、ゲート跡が楕円形状に形成されている。その結果、ゲートが弾性筒体から切り離される際、楕円形状の口縁部側のゲート口によって切断されるため、切断方向のせん断力がゲート中心方向に向くため、局部的な残留応力過多を生じてしまう危険性があったので、ゲート跡周辺にひずみが生じない金型装置を提供する。
【解決手段】製品の外面を形成するキャビティーと、製品の内面を形成するコアピン14とからなる金型装置であって、そのコアピンにゲート溝21とゲート口を連続して形成すると共に、前記キャビティーとコアピンとが相対的に移動することによって成形品とゲートとが切断される金型装置において、前記ゲート口を略四角形状とし、そのゲート口の各稜線であって、ゲートが切断される方向と直交する方向の稜線24を直線状に形成した金型装置。
(もっと読む)
ラックアンドピニオン式ステアリング装置

【課題】必要な強度や剛性を確保しつつ、軽量化することができるステアリングギヤのハウジングを有するステアリング装置を提供する。
【解決手段】ハウジング10は、ラック軸を覆う中空円筒部30と、該中空円筒部30の軸方向一方側に設けられ、ピニオン軸を支持するピニオン挿入用の円柱状ボス11と、中空円筒部30の周囲に設けられ、車体フレームに取付可能な取付け部13,21と、を有する。そして、中空円筒部30は、炭素繊維からなる連続繊維強化樹脂Aによって構成され、円柱状ボス11及び取付け部13,21は、長繊維強化樹脂B,C,Dによって構成される。
(もっと読む)
合成樹脂製管
【課題】 半割れ体を組み立てて構成される合成樹脂管において、管体のシール性を高める。
【解決手段】 合成樹脂製管1は管の中間部分を所定の分割面で分割し対をなす合成樹脂製半割れ体11,12として形成し、前記半割れ体同士が接合されるべき接合部を、熱可塑性の二次樹脂によって接合一体化した合成樹脂製管である。半割れ体11,12への分割は、管の当該部分の中心軸の一部と平行な平面状の分割面PLによってなされると共に、前記接合部が閉じた環状をなすようにされ、二次樹脂が接合部の外周全体を取り囲むように射出成形されて環状の結合帯13とされている。
(もっと読む)
少なくとも一つの硬質部材と少なくとも一つの軟質部材を含む複合材料
【課題】高いレベルの電磁波遮蔽性を有する複合材料の提供。
【解決手段】導電性添加剤を含む弾性率が1000MPa以上である少なくとも一つの硬質部材と、導電性添加剤を含む弾性率が500MPa以下である少なくとも一つの軟質部材とが結合したプラスチック複合材料であり、前記複合材料の導電率は0.01S/cmよりも大きく、表面導電率は0.1S/cmよりも大きく、さらに、複合材料の結合強度は少なくとも0.5N/mm2である。
(もっと読む)
インジェクション成形スポイト及びその製造方法
【課題】低価格で、さらにバリのない安定した品質のインジェクション成形スポイトを提供する
【解決手段】上記課題を解決するために、本発明は、インジェクション成形されたプラスチック製のスポイトであって、液体を吸引及び吐出する口を一端に有する管部と、前記管部の他端に連設され押圧され自己回復する内部空洞の操作部とからなり、前記操作部の他端を溶着して密封したシール部を備えることを特徴とするインジェクション形成スポイトの構成とした。
(もっと読む)
管状中空成形品の製造方法及び成形型
【課題】異なる径部分を有し、かつ異なる径部分における中空内周面の内径も異なる管状中空成形品を効率的かつ容易に製造することができる管状中空成形品の製造方法及び成形型を提供する。
【解決手段】基準中空内周面に対して拡径した中空内周面を有する大径部を端部に有する管状中空成形品60を成形する成形型10を用いた管状中空成形品の製造方法において、キャビティ面との間で大径部を成形するとともにキャビティ13と成形型10の外部とを連通する加圧ポート34のキャビティ13側にフローティングコア50が保持された中子20をキャビティ13の一端部に装着して成形型10を型締めし、キャビティ13に溶融材料を充填した後に加圧ポート34から圧入される加圧流体によってフローティングコア50を溶融材料中に押し出してキャビティ13に沿って進行させて管状中空成形品60の基準中空内周面を成形する。
(もっと読む)
多層射出成形品および管継手
【課題】製品の美感を損なうことなく、内層と外層とを適切に密着させることが可能な多層射出成形品及び管継手を提供する。
【解決手段】多層射出成形品10は、内層14と外層16とを備えている。内層14は、第1金型の内部にコアを配置して形成した第1キャビティ内に第1樹脂を射出することによって形成される。また、外層16は、内層14の外側に積層され、内層14の外面の全体を被覆するとともに、内層14の開口端の端面を被覆している。外層16は、成形後に不要なゲート部分を除去した内層14を、コアを挿入した状態のまま第1金型よりも大きいサイズの第2金型内に配置して形成した第2キャビティ内に、第2樹脂を射出することによって形成されるため、多層射出成形品の美感が損なわれてしまうことがなく、しかも境界部分での内層と外層との分離が生じにくい。
(もっと読む)
電気融着継手の製造方法
【課題】製造歩掛りを高め、接合作業の管理をインジケータによって確実に行える信頼性の高い電気融着継手を製造することが可能を可能にする電気融着継手の製造方法を提供する。
【解決手段】電熱線3を取り付けた内型と、凹所8及びインジケータ13を形成するための棒状のインジケータピンを備える外型とを型締めして形成した射出空間に溶融樹脂を射出し、凹所8及びインジケータ13を有する継手本体2を成形する。そして、このとき、インジケータピンの先端から外型に接続する後端側に向けて凹設され、溶融樹脂を充填してインジケータ13を形成するためのインジケータ形成用孔を、先端側が後端側よりも大径になるように形成しておき、段部14を境にして一端13a側に他端13b側よりも大径の大径部15を備えたインジケータ13を形成する。
(もっと読む)
筒状部材の製造方法
【課題】隣り合う屈曲部の間からコア金型を外側に引き抜くことができないために一体成形が不可能であった任意の形状の筒状部材を確実且つ容易に製造することを可能にする筒状部材の製造方法を提供する。
【解決手段】内型と外型を型閉して形成した射出空間に溶融材を射出して筒状部材Aを成形する筒状部材の製造方法において、内型の少なくとも一部として筒状のコア部材8を用い、このコア部材8の内孔が筒状部材Aの内孔10を形成する所定位置にコア部材8を配置して型閉し、射出空間に射出した溶融材6を冷却し、内型と外型を型開する際にコア部材8を残し、冷却固化した溶融材6と一体化したコア部材8を構成要素にして筒状部材Aを製造するようにした。
(もっと読む)
ゴムの成型品
【課題】本発明の課題は、金属光沢による高品質感や高級感を具備させると共に、良好なグリップ感も付与することができ、屋外使用でも金属光沢膜層の劣化を防ぎ、耐久性に富むゴム又は樹脂の成型品とその製造方法を提供することである。
【解決手段】本発明は、ゴム又は樹脂により所定形状に成型された基材1の表面にベースコート層2と金属光沢膜層3とが順番に形成され、又は、その上にトップコート層4が形成された金属光沢を有する中間製品5と、この中間製品5の前記トップコート層4の上に被覆形成された透明、半透明、若しくは有色透明性のゴム被膜層又はアンチスリップ性に富む樹脂被膜層6とを備えている。
(もっと読む)
中空体成形装置
【課題】フローティングコアが成形体を通過したことを容易に確認することができ、現場での品質管理の容易な中空体成形装置を提供する。
【解決手段】主キャビティ1内に溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入してフローティングコア2を出口側に移動させると共に、出口から溶融樹脂を押し出させて中空成形体12を成形する中空体成形装置において、主キャビティ1に接続され、加圧流体によって移動したフローティングコア2を収納するフローティングコア収納部6と、主キャビティ1及びフローティングコア収納部6から排出される溶融樹脂を収容する副キャビティ10と、フローティングコア収納部6と副キャビティ10とを連通させる連通路7,9と、スライド移動により連通路7,9を開閉する開閉手段8と、を備え、連通路7,9の入口断面積Bが、B<πA2/4(Aは、フローティングコア2の最大径)である。
(もっと読む)
注出具の製造方法及びその注出具
【課題】ガスバリア層の露出を確実に防止し、且つ、ガスバリア層の膜厚を均一なものとすることができるガスバリア性を有する注出具の製造方法を提供する。
【解決手段】注出口形成部分P1bが形成される筒状の注出具形成部分P1と、注出具形成部分P1の上部に連続し、成形用ゲート部P2aが形成されるゲート形成部分P2とを有する注出具のプリフォームPFであって、注出具形成部分の筒壁部にガスバリア中間層をなすガスバリア用樹脂の層とそれを側方から覆う被覆層をなす樹脂の層とからなる多層部分が形成されるプリフォームPFを、ゲート形成部分P2に形成される成形用ゲート部P2aから射出成形により成形する成形工程と、プリフォームPFのゲート形成部分P2を切断し、注出具形成部分P1から分離する切断分離工程とを含むものとする。
(もっと読む)
医療用コネクター/シャフト組立体、或いはその製造方法
【課題】 本発明は、カテーテルシャフトとコネクター間の接合強度が高く、ガイドワイヤーのコネクターへの挿入性に優れる(易挿入性)医療用コネクター/シャフト組立体を提供することを目的とする。
【解決手段】 反応性官能基を含有するカテーテルシャフトに対し、その内腔に、該内腔の内径と略同一の外径を有する挿入部と、該挿入部に隣接し、少なくともその隣接部分に段差を有することなく挿入部に接続された突出部を有するコアピンを、その挿入部がカテーテルシャフトの内腔の近位部に挿入され、突出部がカテーテルシャフトの内腔の近位部から近位側に隣接して突出する態様で配置された状態で、ポリアミド系樹脂組成物をインサート成形して一体化したことを特徴とする医療用コネクター/シャフト組立体を提供した。
(もっと読む)
芳香族ポリサルホン樹脂組成物及びその成形体
【課題】離型性に優れ、色味が低減された芳香族ポリサルホン樹脂組成物を提供する。
【解決手段】芳香族ポリサルホン樹脂に、トリアシルグリセロールを配合して、芳香族ポリサルホン樹脂組成物とする。芳香族ポリサルホン樹脂組成物におけるトリアシルグリセロールの含有量は、ポリサルホン樹脂100重量部に対して、0.02〜4重量部であることが好ましい。芳香族ポリサルホン樹脂組成物は、芳香族ポリサルホン樹脂とトリアシルグリセロールとを溶融混練してなるペレットであることが好ましい。
(もっと読む)
ポリフェニレンサルファイド樹脂組成物および成形体
【課題】本発明は、本発明は従来のポリフェニレンスルフィド樹脂の優れた剛性、耐熱性、寸法安定性、耐薬品性、低吸水性および難燃性などを維持し、連続成形時のモールドデポジットが少なく、冷熱サイクル性に優れ、かつ低そり性、耐熱性さらに機械強度に優れるポリフェニレンサルファイド樹脂組成物およびその成形体を提供するものである。
【解決手段】(A)ポリフェニレンサルファイド樹脂100重量部に対し、(B)エポキシ基、酸無水物基から選ばれる少なくとも1種の官能基を含有するオレフィン系重合体0.5〜40重量部、(C)酸化防止剤0.001〜10重量部、(D)炭酸亜鉛および/または酸化亜鉛0.05〜10重量部からなるポリフェニレンサルファイド樹脂組成物。
(もっと読む)
エレクトロフュージョン継手製造用の金型
【課題】金型設置作業に伴い、ターミナルピンと電熱線の接続部に断線などの破損が生じることを防止できるとともに、作業効率を向上させることが可能なエレクトロフュージョン継手製造用の金型を提供する。
【解決手段】棒状の内型16と筒状の外型17とを備えて金型Bを構成する。また、ピン挿入孔16cを備えるとともに他端16b側に係合部18を備えて内型16を形成し、射出空間形成部19よりも他端17b側に位置する内孔部分に係合受部20を備えて外型17を形成する。そして、ピン挿入孔16cにターミナルピン3を挿入して内型16を設置し、係合部18と係合受部20を係合させて外型17を設置した状態で、ターミナルピン3と内型16と外型17の互いの軸線O1、O2、O5が同軸上に配され、且つ内型16の外周面と外型17の内周面との間に射出空間Hが形成されるように構成する。
(もっと読む)
エレクトロフュージョン継手製造用コアの支持構造
【課題】スライドテーブルに設置したコアに傾きが生じることを確実に防止できるエレクトロフュージョン継手製造用コアの支持構造を提供する。
【解決手段】前後方向T1に所定の間隔をあけてスライドテーブル4に設けられて各フランジ部11、12を支持する第1支持部材20と第2支持部材21を備えるとともに、スライドテーブル4に設けられてコア10の他端部10b側のコア保持部19を支持する第3支持部材24と、コア10を金型内のセット位置に搬送した状態でコア10の一端部側のコア保持部18を支持する第4支持部材23とを備えて、コア10を少なくとも4点で支持するように構成する。
(もっと読む)
樹脂製中空成形品の製造方法及びその装置
【課題】押出し成型装置によっては成型できない多様な断面形状の軽くて剛性のある樹脂製中空成型品を効率よく一体成型できる製造方法とその装置を提供すること。
【解決手段】型締めした一対の金型の内部に形成されるキャビティー内に進退可能に挿入して位置決めされたインサートスライダの周囲面と前記両金型の成型面の間に形成されるスペースに熱可塑性の溶融樹脂を同スペースの一端から導入して、前記スペース内への溶融樹脂の充填が完了してから前記インサートスライダを外部に抜き出し、その後に前記金型を開放することにより前記キャビティー内にて成形された中空成型品を搬出するようにした樹脂製中空成型品の製造方法とその装置。
(もっと読む)
中空成形品
【課題】小型化を図る上で有利な中空成形品を提供すること。
【解決手段】中空成形品10は冷却水循環用の管体であり、合成樹脂製で、DSI成形で形成されている。中空成形品10は、高さHよりも十分に大きい寸法の幅Wを有する扁平な断面形状を呈している。中空成形品10は、幅W方向において分割され開口縁に接合部14を有する一対の半中空体12で構成されている。接合部14には、相手の接合部14に合わされる接合面が形成され、また、接合面には溶融樹脂20を射出させるための凹部14Aが形成されている。中空成形品10は、一対の半中空体12の接合部14の凹部14Aに射出された溶融樹脂20により接合部14相互が一体化されることで成形されている。接合部14は、中空成形品10の幅W方向の1/4の箇所に位置している。
(もっと読む)
DSI成形で中空体を成形する製造方法
【課題】樹脂漏れの防止を図りつつコストの低減化を図る上で有利なDSI成形で中空体を成形する製造方法を提供する。
【解決手段】1次形成において、射出口30に対向する内壁26の箇所に、接合用通路24内で射出口30に向かって膨出する肉厚部36を設けておく。肉厚部36は、溶融樹脂34の流れを円滑化するため、中心部36Aの肉厚を最大とし、中心部36Aから離れるにつれて肉厚を次第に減少させて形成する。すなわち、肉厚部36は、射出口30の中心線の延長上に位置し内壁26の肉厚を最大とする中心部36Aと、中心部36Aの両側に接続され接合用通路24の延在方向に沿って中心部36Aから離れるにしたがって中心部36Aの肉厚を次第に減少させる2つの傾斜面36Bとを含んで形成しておく。
(もっと読む)
1 - 20 / 141
[ Back to top ]