
Fターム[4F206AH18]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 車両(←軽車両)部材 (1,413) | 車体(←ボディ、ドア) (86)
Fターム[4F206AH18]に分類される特許
1 - 20 / 86
発泡樹脂成形体構造
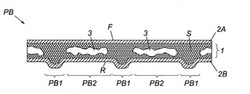
【課題】軽量で、かつ、曲げ剛性に優れた発泡樹脂成形体を得るのに好適な発泡樹脂成形体構造を提供する。
【解決手段】発泡樹脂成形体PBは、その板厚が厚い部分PB1と薄い部分PB2とが交互に連続した凹凸形状になっており、板厚が厚い部分PB1における発泡層1は、多数の気泡セルSが割れずに独立して存在する通常発泡層として、一対のスキン層2A、2Bを連結する機能を有し、板厚が薄い部分PB2における発泡層1は、軽量化層として、多数の気泡セルが割れて繋がった形態の中空層3を有するものである。
(もっと読む)
大型射出成形品
【課題】ポリカーボネート樹脂を射出成形した大型成形品の全面における色相のバラツキが少なく、シルバーが大幅に低減された大型射出成形品を提供すること。
【解決手段】粘度平均分子量が15,000以上25,000以下および分子量分布(Mw/Mn)が1.5〜3.0であるポリカーボネート樹脂を射出成形した成形品であって、該成形品の最大投影面積が0.5m2以上であり、該成形品は、下記式(1)で定義されるL*のバラツキが0.40%以下、下記式(2)で定義されるカラーa*のバラツキが80.0%以下、下記式(3)で定義されるカラーb*のバラツキが25.0%以下であることを特徴とする大型射出成形品。
L*のバラツキ(%)=((L*の最大値と最小値の差)/L*の平均値)×100
(1)
カラーa*のバラツキ(%)=((カラーa*の最大値と最小値の差)
/カラーa*の平均値)×100 (2)
カラーb*のバラツキ(%)=((カラーb*の最大値と最小値の差)
/カラーb*の平均値)×100 (3)
(もっと読む)
パネル及びパネル設置構造

【課題】吸光蓄熱性のパネル本体を有するパネルにおいて、パネル本体の吸光に伴う蓄熱の問題を軽減したパネルを提供する。
【解決手段】前面及び後面を有するパネル本体と、該パネル本体の後面の周縁部に設けられた枠部材とを備え、該枠部材を介してパネル支持体に支持される、合成樹脂製のパネル1Dにおいて、該パネル本体2は、透光性と、光を吸収して熱に変え、内部に蓄熱する吸光蓄熱性とを有し、該枠部材の熱伝導係数が0.5W/m・K以上であることを特徴とするパネル1D。パネル1Dの枠部材3Bに熱伝導性に優れた材料を用い、吸光蓄熱性のパネル本体2が蓄熱した熱をこの熱伝導性の枠部材3Bを経て放熱させるようにすることにより、パネル本体2の蓄熱量を下げて輻射熱による温度上昇を防止することができる。
(もっと読む)
温度調節用ダイ
【課題】所望の温度の熱可塑性樹脂を短時間で得ることができる温度調節用ダイ及び温度調節用ダイを用いた樹脂成形体の製造方法を提供する。
【解決手段】本発明は、金型と金型に溶融状の熱可塑性樹脂を供給するための樹脂供給装置との間に配置され、金型に供給される溶融状の熱可塑性樹脂の温度を調節するための温度調節用ダイ1であって、溶融状の熱可塑性樹脂が流れる複数の流路Bを有するランド部4と、ランド部4に設けられ、流路Bを流れる熱可塑性樹脂の温度を変化させるカートリッジヒータ9及び/又は冷却水配管8と、を備え、ランド部4内の流路Bを形成する壁部11,4d、4eの少なくとも一部は、熱伝導率が180W/m・K以上の材料からなる。この温度調節用ダイ1によれば、効率良く熱可塑性樹脂の温度調節を行うことができ、処理能力が大きく向上するので、所望の温度の熱可塑性樹脂を短時間で得ることができる。
(もっと読む)
合成樹脂製板状部材の強化方法
【課題】軽量でありながら強度も担保されており、車両用ドアの外板としても使用可能な合成樹脂製板状部材の強化方法を提供する。
【解決手段】合成樹脂製の板状部材11の内部に、繊維による3次元的な立体構造の補強シート20をインサート成形により配している。当該補強シートは、二枚のシート状繊維織物20a・20aの間に多数本の繊維体20bが架設された状態の3次元構造となっている。
(もっと読む)
窓を有するパネル構造体
【課題】窓が設けられ且つ自動車のサイドドア、バックドア、フード、ルーフ等に使用される樹脂製のパネル構造体であって、ボディの組立工程などで直ちに使用できる様に更にモジュール化され、より生産性を向上し得る窓を有するパネル構造体を提供する。
【解決手段】パネル構造体は、窓用の開口部が設けられた樹脂製の成形パネル1と、当該成形パネルの開口部に配置された透明樹脂製の窓ガラス2と、成形パネル1の一面側に配置され且つ成形パネル1と窓ガラス2の接合部を覆う樹脂製の窓枠3と、窓ガラス2の表面を含む成形パネル1の他面側に配置された透明樹脂からなる硬質被膜とから主に構成される。成形パネル1、窓ガラス2及び窓枠3が多色成形法を利用して製造されていることにより、これらが一体化されている。
(もっと読む)
車両用内装材
【課題】射出成形法により、基体の表面に特定の形状のクリップ保持部が形成された車両用内装材を提供する。
【解決手段】基体1と、その表面に設けられるとともに、クリップを保持するためのクリップ保持部2と、を備え、クリップ保持部は、基体の表面に射出成形法により形成されており、クリップ保持部には、基体の表面に接合された座部21と、座部と一体形成され、クリップを嵌めるための嵌め込み部22と、が備えられ、嵌め込み部は、座部よりも基体の表面から離隔する側に突出した形態とされ、座部を、嵌め込み部を避けながら、基体の表面と直交する平面により仮想的に切断したときの座部断面が、端に向かうにつれて漸次薄くなった部分を有し、座部断面の外周線のうちの、基体の表面に接合されている線分の長さが、外周線の全長さから線分の長さを差し引いた長さよりも短い。
(もっと読む)
車両用内装材
【課題】特定の組成の樹脂原料を用いて、射出成形法により基体の表面にクリップ保持部が形成された車両用内装材を提供する。
【解決手段】基体1と、基体1の表面に設けられるとともに、クリップを保持するためのクリップ保持部2と、を備え、クリップ保持部2は、基体1の表面に、樹脂原料を用いて射出成形法により形成されており、樹脂原料には、熱可塑性樹脂(ポリプロピレン等)と熱可塑性エラストマー(オレフィン系熱可塑性エラストマー等)とが含有され、熱可塑性樹脂と熱可塑性エラストマーとの合計を100質量部とした場合に、熱可塑性エラストマーは20〜80質量部(特に30〜70質量部)である。
(もっと読む)
樹脂成形品の製造方法
【課題】製造コストの上昇を抑制しつつインサート部材を芯材に一体的に取り付けできる樹脂成形品を提供する。
【解決手段】進退可能な可動駒45を有する第1の金型41の可動駒45に対向する位置に装飾部材13を配置する。第1の金型41と第2の金型42とを型合わせして空間を形成し、空間に芯材を構成するための樹脂原料を充填する。可動駒45を第2の金型42側へと進出させて装飾部材13の少なくとも一部を樹脂原料に埋設した状態で樹脂原料を固化させて樹脂成形品を形成する。装飾部材13を芯材に対して別途取り付ける工程などが不要となるため、製造コストの上昇を抑制しつつ、装飾部材13を芯材に対して一体的に取り付けできる。
(もっと読む)
車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法、及び樹脂製ドアハンドル外観部品
【課題】 ドアハンドルを構成する樹脂製ドアハンドル外観部品に、劣化や剥離のしにくい金属調加飾を施すための製造方法、及び樹脂製ドアハンドル外観部品の提供である。
【解決手段】 樹脂を射出成形してなる透光性のカバー体3(ドアハンドル外観部品)の外観面の裏面にエッチング加工を施し、この表面に微細な凹凸を形成する。次に、この表面に金属蒸着膜18を形成する。エッチングにより、カバー体3の裏面が改質され、金属蒸着膜18との密着性が良好になっていて、ベース塗装が不要である。
(もっと読む)
車両用ドアハンドル
【課題】ドアハンドルに施された金属調加飾が劣化しにくくなるようにする。
【解決手段】ハンドル本体2と、ハンドル本体2を外側から全体的又は部分的に覆うカバー体3とを備える車両用ドアハンドル100において、カバー体3を透視性樹脂材料(例えば非晶性ナイロン)により成形する。そして、このカバー体3の裏面(内側面)に金属蒸着膜18を形成し、この金属蒸着膜18が外側から透視されることによってドアハンドル100が金属調を呈するようにする。
(もっと読む)
ドア構造モジュール
【課題】ドア構造モジュールを提供する。
【解決手段】本発明は、少なくとも1つのパネルプロフィールが、少なくとも2つの異なるプラスチック構成要素に結合していて、2つのプラスチック構成要素が、二重射出成形(bi−injection−moulding)プロセスにより同時に射出成形される異なるプラスチック材料で構成されていて、この結果、これらのメルトフロントが、互いに接触すると、互いに溶融して、同時に、パネルプロフィールと固定ボンドされる、金属−プラスチック−複合設計(ハイブリッド技術)のドア構造モジュール、好ましくは、自動車のドア構造モジュール、特に好ましくは、自動車ドアまたは自動車テールゲートに関する。
(もっと読む)
水平移動式車両用内装材の成形装置及び成形方法
【課題】 水平移動式車両用内装材の成形装置及び成形方法を提供する。
【解決手段】 表皮材を予熱させるための予熱手段;予熱された表皮材を垂直に着脱させる固定部を備えて、移動自在に構成される移送手段;移送手段を通じて移送された表皮材のエッジを真空吸着して固定させる吸着部、表皮材に転写させるためのエンボス紋が形成されたベース部材、表皮材のエッジをクランピングして表皮材とベース部材との間の内部空間をシーリングさせる固定部材、表皮材をベース部材に真空吸着させるための真空ホールを備えて、地面に垂直に設けられる第1金型;第1金型に平行に設けられて射出基材が流入される第2金型;第1金型と第2金型のうちいずれか一つを水平移動させて相互型合わせまたは分離させる金型移動手段;を備える水平移動式車両用内装材の成形装置及び成形方法。これにより、水平方式で動作する金型で表皮材と基材との一体成形が可能であり、また予熱過程で伸びた表皮材の原緞が荷重により下方に撓む現象を防止でき、それだけでなく表皮材の完壁なシーリングを通じて表皮材が折り畳まるか、または寄らないようにする。
(もっと読む)
発泡性樹脂組成物及びこれを用いた射出発泡成形品の成形方法
【課題】 本発明は、射出発泡成形、特にコアバック法によって剛性及び耐衝撃性に優れた射出発泡成形品を得ることができる発泡性樹脂組成物及びこれを用いた射出発泡成形品の成形方法を提供する。
【解決手段】 本発明の発泡性樹脂組成物は、ポリプロピレン系樹脂100重量部、エチレン−エチレン/ブチレン−エチレンブロック共重合体5〜10重量部及び発泡剤を含有することを特徴とするので、射出発泡成形時に発泡に適した溶融粘度を発現し、得られる射出発泡成形品は、優れた外観を有していると共に、耐衝撃性及び剛性に優れ、特に厚みが薄くても、優れた耐衝撃性及び剛性を維持し優れた軽量性をも有している。
(もっと読む)
発泡樹脂パネル及びその成形型
【課題】薄肉パネル部の剛性が高い発泡樹脂パネルを提供する。
【解決手段】ソリッド層からなるスキン層19が表面に形成されると共に該スキン層19よりも樹脂密度が低い発泡層21が内部に一体に形成された厚肉パネル部15と、厚肉パネル部15に隣接して該厚肉パネル部15の成形時にスキン層19と共に一体に成形されたソリッド層からなる薄肉パネル部17とを備え、厚肉パネル部15と薄肉パネル部17との境界にスキン層19からなる段差部15aが板厚方向に形成されたボンネットフード1において、厚肉パネル部15及び薄肉パネル部17に対して段差部15aに跨るように補強リブ25を一体に形成し、該補強リブ25は、薄肉パネル部17側では表面から突出させ、厚肉パネル部15側では該厚肉パネル部15に食い込んでスキン層19と融合させる。
(もっと読む)
ガスインジェクション用ポリアミド樹脂組成物
【課題】 本発明はガスインジェクション用成形材料の提供を目的としており、ガスインジェクションによる軽量化と製品強度を両立させ、同時に成型外観が良好で質感の高い成形用材料の提供を課題としたものである。
【達成手段】 96%濃硫酸を溶媒とし、25℃、1g/dlで測定される相対粘度値(RV)が1.8〜2.6の範囲にあるポリアミド6樹脂が85〜96質量部、非晶性ポリアミド樹脂が4〜15質量部の合計100質量部に対してガラス繊維強化材が8〜60質量部、及びチャンネル型カーボンブラックが0.01〜5質量部からなるポリアミド樹脂組成物であって、示差走査熱量計(DSC)で測定されるTC2が183℃以上、190℃以下となることを特徴としたガスインジェクション用ポリアミド樹脂組成物。
(もっと読む)
成形体又は積層体への別部材の取付け方法、及びその別部材が取り付けられた別部材付き成形体又は別部材付き積層体
【課題】 成形体又は積層体に別部材を取り付ける方法、及びその別部材が取り付けられた別部材付き成形体又は別部材付き積層体を提供することである。
【解決手段】 樹脂材よりなり、対向配置される第1及び第2のシート材3、4の間に多数の凸部8がエンボス状に形成されたパネル材1の一方のシート材3、4に開口9、10を設ける。支持台14に設置したパネル材1における開口9を覆うように、底面部にキャビティ17が開放された成形型16を押圧する。成形型16のキャビティ17に射出した溶融樹脂を、開口9、10からパネル材1の第2空間部6に注入させて固化し、第2空間部6に抜止め状態で保持されるアンカー部15と一体にストライカ2を形成する。
(もっと読む)
ハードコート剤組成物、ハードコートフィルム及び成形品
【課題】
(1)塗工直後の時点でタックがなく、(2)成形に用いる時点で金型の曲面に追従し、クラックなどの外観不良を起こさないだけの柔軟性があり、かつ成形温度で取り扱い可能な程度の機械強度があり、(3)最終製品になった時点でハードコートとして十分なだけの高い表面硬度を示すハードコート剤組成物、および当該ハードコート剤組成物を用いたハードコートフィルム、成形品を提供する。
【解決手段】
(A)水酸基を有する構成単位を主鎖骨格に含む(メタ)アクリル系重合体と、(B)実質的に水酸基を含有しないウレタン(メタ)アクリレートと、(C)光重合開始剤と、(D)多官能イソシアネート化合物を含むことを特徴とするハードコート剤組成物。
(もっと読む)
窓構造体の製造方法
【課題】樹脂材料で構成される窓構造体の製造方法において、工程が少なく、構造体としての信頼性が高い窓構造体を製造することができる窓構造体の製造方法を実現する。
【解決手段】成形型30の内部に、枠状に形成された炭素繊維集合体20を用意し、窓部11を構成する透明樹脂材料21を流し込むことにより、炭素繊維強化プラスチックからなる窓枠12と透明樹脂からなる窓部11とを一体成形して窓構造体10を製造する。これによれば、窓部11と窓枠12とを別々に成形する必要がないので、組み付け工数を低減し、製造コストを低減することができる。また、窓部11と窓枠12との間に接着部などの界面が存在しないため、構造体としての信頼性を向上させることができる。
(もっと読む)
バッフルまたは補強材のリバースモールディング
バッフルまたは補強材(170)を形成する方法は、金型(105)の第1のキャビティ(130)中で膨張性材料(180)をモールディングすることと、金型(105)の第2のキャビティ(135)中で膨張性材料上にキャリア材料(175)をオーバーモールディングすることとを含む。  (もっと読む)
(もっと読む)
1 - 20 / 86
[ Back to top ]