
Fターム[4F206AH25]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 車両(←軽車両)部材 (1,413) | パネル(←コンソールボックス) (253)
Fターム[4F206AH25]に分類される特許
1 - 20 / 253
発泡樹脂成形体構造
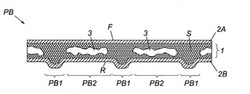
【課題】軽量で、かつ、曲げ剛性に優れた発泡樹脂成形体を得るのに好適な発泡樹脂成形体構造を提供する。
【解決手段】発泡樹脂成形体PBは、その板厚が厚い部分PB1と薄い部分PB2とが交互に連続した凹凸形状になっており、板厚が厚い部分PB1における発泡層1は、多数の気泡セルSが割れずに独立して存在する通常発泡層として、一対のスキン層2A、2Bを連結する機能を有し、板厚が薄い部分PB2における発泡層1は、軽量化層として、多数の気泡セルが割れて繋がった形態の中空層3を有するものである。
(もっと読む)
樹脂成形品の製造方法

【課題】第1樹脂成形体の端末部に第2樹脂成形体を接合した形態の樹脂成形品の製造方法において、その接合強度の向上を図ることができ、かつ、接合部での樹脂漏れによる外観不良を効果的に防止し得る、当該樹脂成形品の製造方法を提供する。
【解決手段】
前記第2樹脂成形体3を成形する工程では、第1樹脂成形体2の端末部2Aにおける両面のうちキャビ型11の型面との当接により形成される意匠面Fとは反対の裏面R側に空隙G3を設け、この空隙G3に第2樹脂成形体3を形成するための第2溶融樹脂M2が回り込んで固化することにより、第1樹脂成形体2の端末部2Aと第2樹脂成形体3との接合面積を拡大する。また、空隙G3への第2溶融樹脂M2の流れ込み時に、第1樹脂成形体2の端末部2Aの位置を規制することで、第2溶融樹脂M2が第1樹脂成形体2の意匠面Fに滲み出る現象、すなわち接合部4での樹脂漏れによる外観不良を防止する。
(もっと読む)
樹脂成形品およびその製造方法
【課題】樹脂成形品のステッチ模様をより本物らしくする。
【解決手段】樹脂成形品は、意匠面31側に突出する複数の糸目部34,36が表側に並べて形成された第1部材32と、糸目部34,36の突出端部を露出させた状態で第1部材32の表側を覆うように形成された第2部材44とを備えている。意匠面31をなす第2部材44の表面と該第2部材44から露出する糸目部34,36の突出端部とは互いに異なる色とされ、複数の糸目部34,36によって樹脂成形品の意匠面31にステッチ模様の縫い目が構成される。
(もっと読む)
軽量化された発泡木質プラスチック成形体の製造方法
【課題】熱可塑性樹脂とセルロース材料にマスターバッチ化された熱膨張性マイクロカプセルを配合することにより、より軽量化された発泡木質プラスチック成形体を製造することを課題とする。
【解決手段】熱膨張性マイクロカプセルをベース樹脂によりマスターバッチ化する工程と、熱可塑性樹脂とセルロース材料とマスターバッチ化された熱膨張性マイクロカプセルとを、50ないし70重量部:30ないし50重量部:4ないし6重量部の配合割合で溶融混練し、押出成形又は射出成形する工程と、を含み、ベース樹脂の融点が、熱膨張性マイクロカプセルの発泡開始温度以下であり且つ熱可塑性樹脂の融点以下である、発泡木質プラスチック成形体の製造方法を提供する。
(もっと読む)
樹脂射出成形品
【課題】外力が作用した際に、射出成形によりゲートに残留した樹脂固化物を樹脂射出成形品から切除した切除跡に引張応力が作用しないようにする。
【解決手段】第1板部11と、第1板部11の端縁から裏面側に第1板部11の板面と交差する方向へ一体に突出する第2板部13とからなる加飾パネル9において、第2板部13の突出端部に形成され射出成形によりゲートに残留した樹脂固化物を加飾パネル9から切除した切除跡23の片側に、スリット25を第2板部13の突出端部側に開口するように形成する。第1板部11に表面側から外力が作用した際、樹脂固化物の切除跡23に引張応力が作用しないようにスリット25の開口幅Wを第2板部13の突出端部端縁に沿う方向に拡げる。
(もっと読む)
インサート成形体及び放熱構造体
【課題】生産性の高い方法で製造することが可能であるとともに、樹脂部材と金属部材との間の密着力が充分であり、且つ樹脂部材と金属部材との間の熱の伝達がスムーズなインサート成形体を提供する。
【解決手段】樹脂部材と金属部材とを備えるインサート成形体であって、上記金属部材は上記樹脂部材との接合面に散在するように形成された2以上の接合孔を有し、上記樹脂部材は上記接合孔に挿入した凸部を有し、少なくとも1つの接合孔の開口部分の面積が、0.44mm2以上19.63mm2以下であり、樹脂部材と金属部材との接合面の外周で囲まれる面の面積をS1とし、上記接合面における上記接合孔の開口の面積の総和をS2としたときに、割合S2/S1が、特定の不等式(I)を満たすようにする。
(もっと読む)
高意匠性インモールド転写フィルムおよび高意匠性インモールド成型品
【課題】ホログラムや光輝性パターンの図柄を任意の部分に設けた、高意匠性インモールド転写フィルム、およびそれを用いた高意匠性インモールド成型品を提供する。
【解決手段】ホログラム転写フィルムや光輝性パターンの転写フィルムから、サーマルヘッドで印字して、ホログラムや光輝性パターンの図柄をインモールド転写フィルム上に形成することにより高意匠性インモールド転写フィルムをオンデマンドで製造する。カラーの図柄22はレジンタイプの溶融転写フィルムから、サーマルヘッドで印字して形成する。インモールド転写フィルム35上に形成されるホログラムや光輝性パターンの図柄21は高精細であり、100μm以下の細線や、75lpiの線数の網点画像を形成する。該高意匠性インモールド転写フィルム35を使用してインモールド成型することにより、高意匠性インモールド成型品を得る。
(もっと読む)
加飾シート及び加飾樹脂成形品
【課題】光源の点灯時と消灯時とで異なる意匠を発現する多様な意匠感を有する加飾シート、及びそれを用いてなる加飾樹脂成形品を提供すること。
【解決手段】着色基材シート層、及び第一絵柄層を少なくとも有し、該着色基材シート層が該第一絵柄層より観察者側に配置される加飾シートであって、所定の消灯時色差(ΔE1)が1以下であり、かつ所定の点灯時色差(ΔE2)が該消灯時色差(ΔE1)よりも大きいことを特徴とする加飾シート、及びそれを用いてなる加飾樹脂成形品である。
(もっと読む)
樹脂成形品の成形方法
【課題】基板部の裏面にリブが形成される樹脂成形品の前記基板部における表面側のリブ根元近傍に発生するひけを、コストを上昇させることなく抑制できること。
【解決手段】固定型11に対して移動可能な可動型12と前記固定型11との間に形成されたキャビティ14内に樹脂材料を充填して、天板3の裏面3Bにリブ4が形成される樹脂成形品2を成形する樹脂成形品の成形方法であって、キャビティ14内に、発泡剤を添加した樹脂材料を溶融状態で充填し、その後、可動型12の位置を保持し且つキャビティ14内を略大気圧に保持した状態で、溶融樹脂1を冷却して樹脂成形品2を成形するものである。
(もっと読む)
発泡パネル及びその成形方法
【課題】発泡パネルの剛性及び断熱性を高めるとともに、軽量化を実現する。
【解決手段】平面部13の表裏両面をソリッド部19で連続して構成し、ソリッド部19の反開放側の面に、突条17を突設し、ソリッド部19の内部に空間部23を設ける。空間部23に、ソリッド部19の表裏両面を橋絡する発泡層からなる橋絡部21を突条17に対応して設ける。
(もっと読む)
樹脂成形品の製造方法
【課題】第1層及び第2層を射出成形によって製造する場合において、第2層の端末処理作業を廃止することができる樹脂成形品の製造方法を提供する。
【解決手段】第1型40と第2型50とを型閉じするとともに、中子60を第1型40及び第2型の双方に当接させた状態とすることで、基材11を成形するための基材成形空間15を形成する第1型閉じ工程と、基材成形空間15に樹脂を射出して基材11を成形する第1層成形工程と、第1型40と第3型70とを型閉じすることで、表皮材本体部22を成形するための本体部成形空間25Aを形成するとともに、中子60を第1型40及び第3型70の双方に当接させた状態とし、表皮材折返部23を成形するための折返部成形空間25Bを形成する第2型閉じ工程と、本体部成形空間25A及び折返部成形空間25Bに樹脂を射出して表皮材21を成形する第2層成形工程と、を備えることを特徴とする。
(もっと読む)
多色成形品の製造方法、及び成形型
【課題】互いに屈曲する形で配された第1板部と第2板部の双方に亘って第1成形品と第2成形品との境界部分が形成された多色成形品を成形可能な多色成形品の製造方法を提供する。
【解決手段】トリムボード20は、第1成形品30と第2成形品40との境界に沿って延設された溝部23が主面部21と立壁部22に亘って延びる形で形成されるものであり、第1成形空間91に溶融樹脂を射出して第1成形品30を成形する第1成形工程と、第2成形空間92に第1成形品30とは異なる色の溶融樹脂を射出して第2成形品40を成形する第2成形工程と、を備え、第1成形工程においては、溝部23の延設方向に沿って延びる延設面71Aを有するスライド型70を、主面部21及び立壁部22によって構成される屈曲面の延設方向に移動させることで、延設面71Aによって第1成形空間91における第2成形空間92側の開口を閉塞した状態とすることを特徴とする。
(もっと読む)
射出成形方法及びこれに用いる射出成形用金型
【課題】金型内のエア・ガスに基づく成形不良を低減できる射出成形方法を提供する。
【解決手段】固定側金型30と可動側金型40とに板状の樹脂成形品3を成形するキャビティ21を形成し、そのキャビティ21に溶融樹脂を注入するゲート28を設け、そのゲート28から溶融樹脂を注入すると共に、その溶融樹脂をゲート28と対向したキャビティ21の末端部分21Pに流して板状の樹脂成形品3を成形する射出成形方法において、キャビティのゲートから末端部分21Pの途中の可動側金型40側のキャビティ21に、エア・ガス逃がし手段12を設け、エア・ガス逃がし手段12で、キャビティ21内を流れる溶融樹脂からエア・ガスを排出するものである。
(もっと読む)
設計支援装置および剛性構造決定方法
【課題】軽量化を前提とした剛性構造を高精度に得ることができ、かつ解析にかかる時間を短縮する。
【解決手段】メッシュ状の要素に分割されたモデル19の各要素を、クリープ変形による変形量に基づき、複数のグループのいずれかに仕分ける処理と、前記仕分けられたグループごとに、剛性パラメータを線形解析する処理と、前記グループごとに求められた剛性パラメータを、そのグループに属する各要素に付与すると共に、各要素に生じる反力と、拘束条件とに基づき線形解析し、前記モデルの変形量を求める処理と、前記線形解析により求められた前記モデルの変形量と前記クリープ変形により求められた変形量が所定の許容範囲内で一致するように、各要素の剛性パラメータを最適値に調整する処理と、全ての要素について最適値に調整された剛性パラメータを用いて位相最適化処理を行う処理を行う。
(もっと読む)
表面機能層を有する車載用パネル部材
【課題】表面機能層を有する車載用パネル部材を提供する。
【解決手段】厚みが0.05〜2mm、融点が220℃以上、200℃での収縮率が5%〜40%であるキャリアフィルムの表面に機能層が設けられ、かつ機能層側の表面に熱硬化性接着層が設けられた機能層を有するフィルム6を、一方の金型と他方の金型との間に配置し、該金型を型締めして成形キャビティを形成した後、該キャビティ内に熱可塑性樹脂組成物5を射出する工程および成形体よりフィルムを剥がす工程を含む、方法により、表面に機能層を付与された樹脂成形体よりなる車載用パネル部材7を成形する。
(もっと読む)
加飾シート及びこれを用いた加飾樹脂成形品
【課題】耐傷付き性と三次元成形性とを高い水準で兼ね備える表面保護層を有する加飾シート、及びこれを用いた加飾樹脂成形品を提供する。
【解決手段】基材上に少なくとも表面保護層を有する加飾シートであって、表面保護層が、少なくとも、ポリカーボネート骨格を有するウレタン(メタ)アクリレート(A)と、多官能(メタ)アクリレート(B)とを含有し、且つ該ポリカーボネート骨格を有するウレタン(メタ)アクリレート(A)と、該多官能(メタ)アクリレート(B)との質量比((A)/(B))が、98/2〜70/30である電離放射線硬化性樹脂組成物の硬化物からなることを特徴とする。
(もっと読む)
発泡樹脂成形品の固定構造
【課題】締結具による締結部の破壊が抑制された発泡樹脂成形品の固定構造を提供する。
【解決手段】本発明の発泡樹脂成形品の固定構造では、表面がスキン層3bで形成され、内部が発泡層3aで形成されている発泡樹脂成形品1に、締結具14が挿入される貫通孔11が設けられた締結部20が設けられている。また、貫通孔11の周囲であり、発泡樹脂成形品1の表面に、締結具14からの荷重を発泡樹脂成形品1の内部に伝わりにくくする荷重軽減体17a〜17cが設けられている。
(もっと読む)
多層樹脂成形品成形用の金型構造
【課題】第2樹脂成形部材の端末部にアール部等の形状を有する多層樹脂成形品(2色成形品)を外観見栄え良く成形し得る金型構造を提供する。
【解決手段】基材11上にパッド13を一体に成形してなるコンソールリッドアウター7を成形する金型装置101において、コア型103及び第1キャビ型105の第1キャビティC1端部外側には、型閉め状態で型抜き方向Aに移動可能に互いに接するシール面部111a,111bの端部から型抜き方向Aと交差する第1キャビティC1外方に広がり型閉め状態で互いに突き当たる突き当て面部113a,113bとでパーティング面が構成されている。コア型103の突き当て面部113aには、パッド13の端末部に対応する凹形状部115がシール面部111aに連続するように凹設されている。第2キャビ型107の型成形面107aは、型閉め状態でコア型103の凹形状部115の外側縁115aに連続している。
(もっと読む)
発泡射出成形品
【課題】ゲート部からの破断の拡大を抑えた発泡射出成形品を提供する。
【解決手段】本発明の発泡射出成形品1は、発泡層5が外部に露出している、少なくとも1つのゲート部2を有している。そして、発泡射出成形品の表面から突出して、ゲート部2の周囲を囲んでいる、ゲート部2からの破断を止めるためのリブ3が、ゲート部2の少なくとも1つに対応して設けられている。
(もっと読む)
射出成形方法
【課題】製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ15に射出充填した樹脂の熱量でガス化する材料Cを塗布する。樹脂の射出完了後に型締力を低下させて、短時間で金型10内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂の間で、ガスを発生させて反意匠面側の樹脂を金型キャビティ15から短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。
(もっと読む)
1 - 20 / 253
[ Back to top ]