
Fターム[4F206AH38]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 電気電子装置(←電子部品) (1,564) | 磁気テープ、磁気ディスク、磁気カード (18)
Fターム[4F206AH38]に分類される特許
1 - 18 / 18
分布特定方法及び分布特定装置
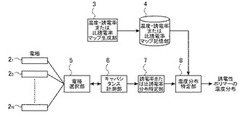
【課題】 誘電性ポリマーの表面温度だけでなく、内部の温度をリアルタイムに特定することができるようにする。
【解決手段】 キャパシタンス計測部6により計測されたN個の電極21〜2N間のキャパシタンスから、誘電性ポリマーにおける複数の位置の比誘電率εr(f,T)を特定する誘電率又は比誘電率分布特定部7を設け、温度分布特定部8が、温度−誘電率又は比誘電率マップ記憶部4により記憶されている温度−誘電率又は比誘電率マップを参照して、誘電率又は比誘電率分布特定部7により特定された複数の位置の比誘電率εr(f,T)の各々に対応する温度Tを特定することで、誘電性ポリマーの温度分布を求める。
(もっと読む)
樹脂成型品の製造方法および装置並びにターンテーブルの製造方法

【課題】樹脂成型品の製造方法においてゲート痕の突出による製品不良の防止。
【解決手段】ゲートを有する第1金型と、第2金型とを型締めしてキャビティを形成する工程と、前記ゲートから前記キャビティ内に樹脂を射出して、樹脂成型品を成型する工程と、前記第1金型と前記第2金型とを分離して、前記樹脂成型品のゲート痕635を露出させる工程と、前記第1金型と前記第2金型との間に保持具84を挿入する工程と、前記保持具を前記樹脂成型品の前記ゲート痕に当接させることにより、前記ゲート痕を押し潰す工程と、前記保持具にて前記樹脂成型品を保持する工程と、前記保持具と共に前記樹脂成型品を前記第1金型と前記第2金型との間から取り出す工程と、を備える。
(もっと読む)
基板処理装置及び基板処理方法
【課題】ディスク基板を回転させる駆動装置を有効に利用して構造の簡易化を達成し、ディスク基板の反りを防止しつつ硬化促進を図ること。
【解決手段】硬化前のディスク基板Dを回転させて反りを低減しつつ硬化させる基板処理装置10であり、ディスク基板Dの中央部を支持する支持手段11と、この支持手段11に回転力を付与する駆動手段13と、当該駆動手段13の出力軸23に連結された複数の回転羽根27と、空気の通路を確保する導風手段17とを含む。ディスク基板Dを回転させることで反りが防止されるとともに、回転羽根27が回転することで、導風手段17に引き込まれる空気でディスク基板Dの硬化促進が図られる。
(もっと読む)
射出成形金型装置
【課題】流動規制部が樹脂の流れを制限することで充填末端部を制御でき、強いウェルドラインの発生を抑え、製品外観面に充填末端部が発生することを防止する。
【解決手段】枠状部2を有する成形品1が成形されるときに、枠状部2の任意の一辺にある最後に樹脂が充填される位置(充填末端部)を中心とし、その一辺の長手方向で左右にそれぞれ樹脂の流動規制部20を構成する。この流動規制部20の形状は3次元形状であり、流動規制部20により充填末端部近傍での正面(Z)、左側面(X)、下側面(Y)方向の樹脂の流動を制御する。流動規制部20は成形品1の外観面に露出することのないように構成される。この構成により外観品質の良好な成形品1を得ることができる。
(もっと読む)
射出成形機
【課題】射出成形機において、実効型締力を一定に保持する制御を、トグル式型締め機構のトグルが折れ曲がった状態でも、高価な制御用電気回路を用いずに簡単に行う。
【解決手段】電動サーボモータ(8)を使用した型締め機構(1)により金型(6,7)に負荷される型締力の制御方法を提供する。該制御方法は、実際に前記金型(6,7)に負荷させたい型締力よりも大きな型締力を型締め機構(1)により負荷する手順と、可動盤(5)及び固定盤(3)間に設けた型締力調整シリンダ(20a,20b)に作動油を供給して、可動盤及び固定盤間を押し広げる方向に、型締力調整シリンダを伸ばす手順と、実際に金型に負荷させる型締力が目標値になるように、型締力調整シリンダに供給される作動油の量を制御する手順と、を具備する。
(もっと読む)
樹脂スタンパー、その製造方法
【課題】寿命の長い樹脂スタンパーを形成する。
【解決手段】第1次型締め力で型締めを行った後、第1の型締め力に対し1/7ないし1/25の第2次型締め力で型締めを行なって、熱硬化性樹脂を2段階で加圧する。
(もっと読む)
射出成形機および射出成形方法
【課題】 固定金型と可動金型の間に形成されるキャビティ内に溶融樹脂を射出して成形を行う射出成形機において、油圧式射出成形機と電動式射出成形機の長所を兼ね備えた射出成形機および射出成形方法を提供する。
【解決手段】 固定金型26と可動金型32の間に形成されるキャビティ68内に溶融樹脂を射出して成形を行う射出成形機11において、サーボモータ35によって駆動される型開閉機構の偏移量Aを検出する第一位置検出手段35aと、サーボバルブ47によって駆動される型締シリンダ29の偏移量Bを検出する第二位置検出手段33とにより固定盤17に対する可動盤27の偏移量を求める。
(もっと読む)
射出成形機及び成形品取出装置
【課題】成形効率を向上すると共に装置コスト、部品コスト、及び成形コストを削減した成形品取出装置及び射出成形機を提供する。
【解決手段】ガイドレール43に固定されたボールナット44に螺合したボールねじ軸45の一端45aは、サーボモーター51の回転軸511に連結され、他端45bは、減速機52の入力軸521に連結されている。取出アーム61の一端61aは、減速機52の出力軸522に取り付けられ、他端62bには、ディスク(成形品)7を吸着する吸着手段611が取り付けられている。サーボモーター51及び減速機52は、それぞれ、ガイドレール43の長手方向に摺動可能な第1のスライダー41及び第2のスライダー42に取り付けられて支持されている。
(もっと読む)
樹脂材料供給装置及び記録メディアカートリッジ
【課題】 成形装置へ供給する前に、少なくともペレット状の再生樹脂材料に対して異物混入の有無を検出できるようにし、結果的に製造コストの低減が図れるようにした樹脂材料供給装置と、それによって供給された樹脂材料で成形された成形部品を備えた記録メディアカートリッジの提供を課題とする。
【解決手段】 ペレット状の再生樹脂材料42とバージン樹脂材料44が投入されるホッパー46を有し、ホッパー46から再生樹脂材料42とバージン樹脂材料44が混在した混在樹脂材料を成形装置50に供給する樹脂材料供給装置40において、成形装置50へ供給する前に、混在樹脂材料の品質を検査する品質検査装置48を備える。そして、その樹脂材料供給装置40により供給された混在樹脂材料によって成形された成形部品を記録メディアカートリッジ10に備える。
(もっと読む)
成形方法と成形金型とそれにより形成された成形品及び情報記録媒体
【課題】成形品の取り出し工程で成形品の外周端に負荷を加えることなしに型開動作を行い、成形品の外周端に生じたバリを変形させずに成形品を取り出して良質な成形品を安定して量産する。
【解決手段】成形品の取り出し過程で、スタンパ4とでベントクリアランス12を形成する外周リング7を後退させてベントクリアランス12を拡大してから型開を開始し、ベントクリアランス12に流入した樹脂で形成されたバリ15に曲げ力を加えずに型開を行って、スタンパ4の表面に形成されたレリーフパターンを転写した成形品の表面に沿って形成されたバリ15を変形させることなしに成形品を取り出す。
(もっと読む)
ハードディスク用ランプの製造方法
【課題】 成形性(ひけ、ばり、成形サイクル)に優れ、ハードディスクの使用に伴うランプ樹脂部の摩耗が非常に小さい、ポリアセタール樹脂製ランプの製造方法の提供。
【解決手段】 ポリアセタール樹脂を金型温度を75〜135℃として成形することを特徴とする表面硬さが2.6GPa以上であるランプの製造方法。ポリアセタール樹脂としては、210℃、シェアレート10000(1/s)で測定したせん断応力が1×106〜6×106であるポリアセタールコポリマーを用いることが好ましい。
(もっと読む)
透明射出成形部品用基板材料
本発明は、基板材料に関し、対応する成形品の表面に、−1.5〜+1.5kVの電圧を有する帯電範囲が存在し、その総面積に対する割合は、95〜100%であり、−1.5〜−2.5kVの電圧を有する帯電範囲と+1.5〜+2.5kVの電圧を有する帯電範囲が存在し、それらの総面積に対する割合は0〜5%であり、<−2.5kVの電圧を有する帯電範囲と>+2.5kVの電圧を有する帯電範囲が存在し、それらのディスクの全表面に対する割合は、1%までであることを特徴とする基板材料であって、基板表面から3.5mmの距離でモンロープローブを用いて電位測定を行い、走査範囲は、X−方法及びY−方向の各々の場合に12cmであり、X−方向及びY−方向の各々の場合に2mmの間隔で電位を測定する基板材料を提供する。 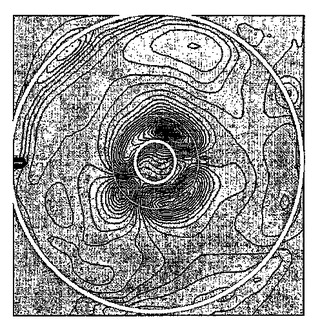 (もっと読む)
(もっと読む)
射出成形機の同期運転開始方法
【課題】2台の射出成形機を、安定かつ容易に同期運転開始させる方法を提供する。
【解決手段】同時期に成形したディスク成形品4,9を貼り合わせるDVD17成形に用いられる2台の射出成形機1,6の同期運転開始方法において、2台の射出成形機1,6を時間間隔をおいて自動運転開始させ、自動運転中の2台の射出成形機1,6に同期指令20を発信し、同期指令20を受信した射出成形機1,6のいずれか一方の射出成形機はその成形サイクルの連続する二の工程の間に成形サイクル時間より短い所定時間Cが加えられて成形サイクル時間が延長され、この一方の射出成形機が前記所定時間Cの経過運転中に、一方の射出成形機の前記所定時間Cに続く工程に相当する他方の射出成形機における工程が開始したとき、一方及び他方の射出成形機1,6は同一の工程により同期運転を開始する。
(もっと読む)
樹脂部品のマグネット固定構造
【課題】マグネット4を内蔵する樹脂部品1において、2次成形される蓋部5が1次成形される樹脂部品本体2から外れにくい構造を備えた樹脂部品1のマグネット固定構造を提供する。
【解決手段】所定の樹脂材料にて1次成形されるとともに内部にマグネット収容空間3を設けた樹脂部品本体2と、1次成形後に収容空間3に挿入されるマグネット4と、収容空間3の開口部3aを閉塞すべく挿入後に2次成形されて樹脂部品本体2に融着される蓋部5とを有する樹脂部品1のマグネット固定構造であって、収容空間3の容積をマグネット4の体積よりも大きく形成して一部の2次成形材料を収容空間3の内面とマグネット4の周面との間に充填することにより蓋部5の樹脂部品本体2に対する融着面積を拡大することにした。また併せ、抜け止め用のアンカー構造8を設定することにした。
(もっと読む)
ディスク基板の製造方法
【要約書】
【課題】 本発明の目的は、ディスク基板を金型から抜き取る際のディスク基板の反りを極力抑え、ディスク基板成形に要するタクトタイムを短縮することができるディスク基板の製造方法を提供すること。
【解決手段】 固定側金型部2又は可動側金型部3に、該可動側金型部3の移動方向に沿って往復移動可能な外周リング4を設け、溶融樹脂の充填時に外周リングを他方の金型部側へ突き出し、溶融樹脂が固化又は半固化したら、可動側金型部3を固定側金型部2から離隔して型開きを行い、同時に外周リング4を移動させディスク基板外周面の囲繞を解除し、次いで、ディスク基板を取り外すことを特徴とするディスク基板の製造方法。
(もっと読む)
成形方法、及び、磁気テープカートリッジ用のリーダーバックルの成形方法
【課題】 インサート成形品の形状や表面状態を良好にすることができる成形方法を提供する。
【解決手段】 本発明の成形方法は、樹脂成形品をインサート成形する成形方法であって、例えば、磁気テープカートリッジに用いられるリーダーバックルをインサート成形する成形方法であって、リーダーテープの他端が溶着固定されるピンをインサート部材として、ピンの両端部にそれぞれアーム部をインサート成形することでリーダーバックルを構成するときに、ピンにおいて所定方向に長手寸法を有し、アーム部に埋設される埋設部を金型のキャビティに配置し、埋設部の長手方向と同じ向きに金型のゲートからキャビティ内に樹脂を-注入して固化させることでインサート成形する。
(もっと読む)
磁気ディスク装置用合成樹脂部品の成形方法
【課題】溶融樹脂材料の充填圧力によるインサート金具3の変形や、これによる溶融樹脂材料の充填不足等の発生を防止して、品質の安定したスポイラー等、磁気ディスク装置用合成樹脂部品を得る。
【解決手段】インサート金具3を金型1のキャビティ2内に拘束し、このキャビティ2内にゲート23を介して溶融樹脂材料を充填して硬化させることにより、インサート金具3を一体的にインサートした合成樹脂成形品を得る方法において、インサート金具3に、予め貫通孔31と、エンボス加工によるを複数の突部32を形成する。貫通孔31は、インサート金具3をキャビティ2内に位置決め固定した時にゲート23の開口23aと部分的に重合する位置にあり、突部32は、曲面状の先端面が、金型内面1aと当接するものである。
(もっと読む)
ディスク基板の製造方法およびディスク基板の取り出し装置
【課題】 ディスク基板の光学特性および機械特性を劣化させることなく成形用型体から確実に取り出す。
【解決手段】 成形用金型5でディスク基板3を射出成形する成形工程と、ディスク基板3を成形用金型5から離型する離型工程と、温度調節された真空吸着パッド22およびメカクランプ部23によってディスク基板3を保持して成型用金型5から取り出す取り出し工程とを有する。
(もっと読む)
1 - 18 / 18
[ Back to top ]