
Fターム[4F206AH53]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 事務日用品 (29)
Fターム[4F206AH53]に分類される特許
1 - 20 / 29
金型装置
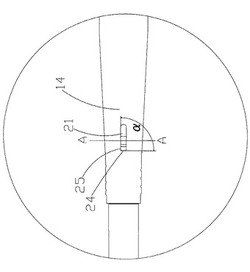
【課題】固定型に形成された二個のゲート口は、ゲート跡が楕円形状に形成されている。その結果、ゲートが弾性筒体から切り離される際、楕円形状の口縁部側のゲート口によって切断されるため、切断方向のせん断力がゲート中心方向に向くため、局部的な残留応力過多を生じてしまう危険性があったので、ゲート跡周辺にひずみが生じない金型装置を提供する。
【解決手段】製品の外面を形成するキャビティーと、製品の内面を形成するコアピン14とからなる金型装置であって、そのコアピンにゲート溝21とゲート口を連続して形成すると共に、前記キャビティーとコアピンとが相対的に移動することによって成形品とゲートとが切断される金型装置において、前記ゲート口を略四角形状とし、そのゲート口の各稜線であって、ゲートが切断される方向と直交する方向の稜線24を直線状に形成した金型装置。
(もっと読む)
軸筒および軸筒の成形方法

【課題】把持位置の異なるあらゆるユーザに対し、軸筒の良好な使用感を与える。
【解決手段】軸筒の成形方法は、一次成形によって軸筒本体10を形成する第1の工程と、二次成形によって軸筒本体10の外周面に、軸方向に延在するグリップ20を装着する第2の工程とを含む。第2の工程では、軸筒本体10の先端部を保持するように金型部材41を配置して、金型部材41で、軸筒本体10の軸方向先端部を覆うようなキャビティー44の一部を形成し、キャビティー44に成形材料を供給してグリップ20を形成する。
(もっと読む)
インモールド用転写箔及びそれを用いた成形品
【課題】良好な凹凸模様を成形品に付与することのできる凹凸形成層を形成しつつ、且つ、生産性に優れたインモールド用転写箔を提供する。
【解決手段】インモールド用転写箔100は、ベースフィルム4の一方の面に形成された剥離層5と、剥離層5のベースフィルム4とは反対側に形成された印刷層6と、印刷層6の剥離層5とは反対側に形成された接着層7と、ベースフィルム4の他方の面に形成された凹凸形成層3とを備え、凹凸形成層3は凸部2と凹部1とを含み、且つ凸部2と凹部1との組み合わせで構成された所定の凹凸パターンを有し、凸部2と凹部1は一方が撥水性樹脂で、他方が親水性樹脂で形成されていることを特徴とする。
(もっと読む)
軸筒の連結構造、及び、その軸筒の連結構造を用いた筆記具
【課題】 金型が2分割しているため、成形された製品の表面には、各々の金型の合わせ部に沿って筋状の凸部、所謂、パーティングラインも形成されてしまう。
そして、成形された後軸と中軸、或いは、先部材を組み付けた際には、各々に形成されているパーティングラインが同一直線状になってしまい、その結果、多少の外力によってお互いのパーティングラインの端部に応力が集中してしまい、そのパーティングラインの端部からクラックが発生してしまうことがあった。
【解決手段】 2つの筒体を射出成型によって形成し、それら2つの筒体を連結することによって軸筒を構成すると共に、その連結された状態において前記2つの筒体に形成されたパーティングラインの位置を異ならしめた軸筒の連結構造。
(もっと読む)
金属石鹸ブロックもしくは金属石鹸バーを製造する方法及びそのための装置
【課題】安価で生産性に優れ、クラックやボイドの発生を防止できる金属石鹸ブロックもしくは金属石鹸バーの製造方法を提供する。
【解決手段】ステアリン酸系材料を金型2、3内部のキャビティ4に充填し、複写機、印刷機器、ファックシミリまたはスキャナに用いられる部材として利用するための金属石鹸ブロックもしくは金属石鹸バー1を製造する方法であって、
空気ポンプによりキャビティ4を減圧することにより擬似真空状態とする工程と、キャビティ4に通じるエア抜き孔を閉じ、且つ金型2、3の温度を20℃以上80℃以下もしくは室温以上80℃以下に保った状態で前記材料をキャビティ4に圧入する工程と、材料を圧入する途中もしくは圧入後に、前記エア抜き孔を必要に応じて開放する工程と、充填された材料を自然冷却する工程とを備えることを特徴とする。
(もっと読む)
加飾用ハードコートフィルム、加飾フィルムおよび加飾成形品
【課題】 耐摩耗性を有し、且つ、成形時において割れを生ずる恐れが少ない加飾用ハードコートフィルム、加飾フィルムおよび加飾成形品を提供することを目的とする。
【解決手段】 基材フィルムの片面にハードコート層が積層されてなり、該ハードコート層の形成材料がウレタンアクリレートと、(メタ)アクリレートを含有し、該ウレタンアクリレートの伸び率が20〜85%であることを特徴とする加飾用ハードコートフィルム。前記ウレタンアクリレートの鉛筆硬度(JIS規格K5400、荷重500g)が3B以上であることを特徴とする請求項1に記載の加飾用ハードコートフィルム。
(もっと読む)
ポリスチレン系樹脂組成物及びその成形体
【課題】シンジオタクチック構造を有するポリスチレン系樹脂の優れた耐熱性を最大限に発揮し、かつ、植物度が高く環境負荷の低い樹脂組成物及びその成形体を提供する。
【解決手段】本発明は、
(A)シンジオタクチック構造を有するポリスチレン系樹脂100質量部に対し、
(B)ポリ乳酸系樹脂1〜150質量部、
(C)酸変性したポリフェニレンエーテル樹脂0.01〜15質量部、
(D)シンジオタクチック構造を有するポリスチレン系樹脂以外の熱可塑性樹脂及びゴム状弾性体1〜80質量部、
を含むシンジオタクチックポリスチレン系樹脂組成物、並びに、該シンジオタクチックポリスチレン系樹脂組成物を成形してなる成形体、それを含む日用品、特に弁当箱、箸である。
(もっと読む)
流体流れ性に優れた構造体
【課題】接着剤(粘着剤を含む)を使用することなく、容易に密着接合でき、かつ、接合面の凹部形状をそのまま維持することができる密着接合性に優れるとともに、流路を形成した場合に流体の流れ性に優れる構造体の提供を目的とする。
【解決手段】合成樹脂組成物中のポリプロピレン系樹脂の含有量が70〜30質量%、水素添加誘導体の含有量が30〜70質量%であり、構造体の表面はポリマーブロックXがPP相に相溶せずにミクロドメインを形成しており、ポリマーブロックYがPP相の非晶領域部分に相溶した構造であり、流体の流れ性評価として、前記流路にインクを注入した場合に、当該インクの流れ先端が凹んだ形状になり大気圧中で自然に流れ込み、また、この合成樹脂組成物からなる射出成形品は、密着接合性に優れる(但し、X:ポリプロピレン系樹脂に相溶しないポリマーブロック、Y:共役ジエンのエラストマー性ポリマーブロックである。)。
(もっと読む)
表示タグ及びその成形用型枠
【課題】 表示タグにあって表示部(プレート)と、それを吊持するための取り付けピンが別々に分離されているため、装着作業が煩わしかったという点であり、特に商品が活魚の場合、その対象も動くため容易に装着することができなかったという点、加えて、表示部(プレート)と係止用のT字バーを連続する支持ピンを一体化した場合、それを装着器具を使用するためランナー部材に一体装備したアッセンブリとした時、表示部(プレート)の向きがランナー部材の軸線方向と揃ってしまうと、表示部(プレート)への情報内容のプリントが極めて困難となってしまうという点である。
【解決手段】 商品に係止されるT字バー部と、そのT字バーから一体に延設されている支持ピン部と、その支持ピン部の先端に商品の内容、生態情報やブランドの情報を示す板状の表示プレートが一体に連接されていることとする。
(もっと読む)
射出成形部品
【課題】 従来では比較的容易とされていた筒状の内径側に凹凸を形成したアンダーカット形状であって、無理抜きにより離型していたような場合であっても、非石油資源を含有する材料で代替え試験を行うと、金型内に成形品が残って離型出来なかったり、凹凸形状がめくれ又は白化して形状が安定しないばかりか繰り返し成形すると金型そのものに損傷を加えてしまうという問題があった。
【解決手段】 互いを凹部と凸部の嵌合によって連結する射出成形部品であって、その射出成型用部品をポリ乳酸と熱可塑性樹脂とを混合させた成形材料を用いて成形し、その成形材料に滑剤を総重量に対して0.5wt%以上〜5.0wt%以下練り込んだ射出成形部品。
(もっと読む)
金属化プラスチック成形品の製造方法および該成形品の使用
【課題】
金属光沢および他の通常の装飾効果を有するプラスチック成形品を、技術的に単純な様式で製造することができる方法を提供する。
【解決手段】
(a)20〜150nm厚さの金属層を、50〜750μm厚さの半透明プラスチックフィルムに適用する工程、(c)5〜50μm厚さの接着層を、フィルムの金属化した面の上に適用する工程、(f)得られた生成物を形状化する工程、(g)形状化した生成物に半透明の熱可塑性プラスチックを裏面射出成形する工程、および(b)最後に、(a)の金属化フィルム上の金属層を、レーザーによって部分的に除去する工程を含んでなるプラスチック成形品の製造方法。
(もっと読む)
金型装置
【課題】 2次成形の過程において、外層部を成形する側よりも内層部を形成する側に樹脂が早く充填されてしまう場合があり、その結果、外層部を成形する側に充填される樹脂が不十分となってしまい、外層部が短く形成されてしまう危険性があった。また、内層部を成形する樹脂が樹脂成型品である本体に接するのに対し、外層部を成形する樹脂が金属材質であるキャビティーに接する事とも相まって、外層部を成形する樹脂の未充填が顕著となる。
【解決手段】 1次成形品の表面に2次成形品を成形する2色成形における金型装置であって、前記2次成形品の外観を形成するキャビティーの内面と、前記1次成形品の外面との間に、2次成形品の内部に空間部を形成する筒状のコアピンを配置すると共に、そのコアピンの頂部近傍の外面に面取り部を施すと共に、その面取り部の近傍に前記キャビティーに樹脂を流し込むゲート部を形成した金型装置。
(もっと読む)
ゴム成分(A)と基布(B)とを強固に加硫接着した筒状成形品及びその製造方法。
【課題】基布上にゴムを強固に接着した筒状成形品及びその製造方法の提供。具体的には回転式ゴム印用の無端印字ベルトの製造時に、補強布とゴムとの煩雑な接着工程を必要としない製造方法の提供。
【解決手段】ゴム成分と基布を、接着剤を塗布することなしに強固に加硫接着した筒状成形品。射出成形用金型のキャビティ内に、表面を基布で被覆した中芯を貫通させて、この基布上にゴムを射出成形し、加硫することで加硫接着をさせる筒状成形品の製造方法。
(もっと読む)
棚板保持具形成方法及び棚板保持具
【課題】棚板に多少の厚み誤差があっても、挟持力を作用させることができる棚板保持具を、経済的に提供できるようにする。
【解決手段】棚板の縁部を厚み方向に挟み込み可能な挟持部5と、挟持部5を構成する一対の挟持片5A,5Bの間に凹部6を形成しつつ挟持片5A,5Bの基端部どうしを連結する連結部7とを有する棚板保持具Gを、金型11を用いたプラスチック成形法によって形成する棚板保持具形成方法であって、金型11を、凹部6の深さ方向に2分割に構成し、凹部6の開口側に位置させる第1金型11Aの金型温度が、凹部6の底側に位置させる第2金型11Bの金型温度より高くなるように温度制御して、両金型11の間にプラスチック材料を鋳込んで成形した後、鋳込まれた棚板保持具Gが自然収縮可能な時期に脱型する。
(もっと読む)
抗菌性に優れた透明熱可塑性樹脂組成物およびそれからなる成形品
【構成】透明な熱可塑性樹脂(A)100重量部、銀イオンを溶出するガラスを必須成分とする抗菌剤(B)0.05〜1.5重量部およびヒンダードフェノール系酸化防止剤(C)0.05〜1.0重量部、ならびに所望によっては紫外線吸収剤(D)0.05〜1.0重量部および蛍光増白剤(E)0〜0.1重量部からなることを特徴とする抗菌性に優れた透明熱可塑性樹脂組成物、ならびにそれからなる成形品。
【効果】本発明の抗菌性を有する透明熱可塑性樹脂組成物から得られる成形品は、色相の変化や透明性不良をもたらすことなく抗菌性を必要とする用途全般に好適に用いられる。そのため、視認性や意匠性ならびに快適・清潔・安全等の機能が求められる家電製品、文房具などの構成部品に好適に用いられ、その実用上の利用価値は極めて高い。
(もっと読む)
インモールド用転写箔、及びそれを用いた成形品
【課題】
耐熱性と伸縮追従性がよく、割れや白化などの少なく、パール印刷図柄、ホログラム図柄及びパール調ホログラム図柄の3図柄が同時に観察できるインモールド用転写箔、及びそれを用いた成形品を提供する。
【解決手段】
基材11/離型層13/ハードコート層14/パターン状のパール印刷層21/全面レリーフのホログラム層15/パターン状の反射層17/接着層19からなり、透明部分37に浮かぶように、パール印刷図柄35、ホログラム図柄31及びパール調ホログラム図柄33の3図柄が、同時に観察することができ、該3図柄は高精度で位置合わせされていることを特徴とする。
(もっと読む)
インモールド用転写箔、及びそれを用いた成形品
【課題】
インモールド射出成形法で、射出成形品の立体面へよく追従して割れや白化などが少ないホログラムを有するインモールド用転写箔、及びそれを用いた成形品を提供する。
【解決手段】
基材11、離型層13、ホログラム層15、反射層17及び接着層19が設けてなり、ホログラム層15が、(1);(イ)分子中にイソシアネート基を3個以上有するイソシアネート類、(ロ)分子中に水酸基を少なくとも1個と(メタ)アクリロイルオキシ基を少なくとも2個有する多官能(メタ)アクリレート類、又は(ハ)分子中に水酸基を少なくとも2個有する多価アルコール類の反応生成物であるウレタン(メタ)アクリレートオリゴマー、(2);エステル単位を有するウレタン(メタ)アクリレートオリゴマー、(3);シリコーンオイル又は反応性シリコーン、(4);ポエチレンワックス又はマイクロシリカを含むことを特徴とする。
(もっと読む)
インモールド用転写箔、及びそれを用いた成形品
【課題】
熱で白化しない耐熱性と、伸縮へ追従性がよく、割れや白化などの少なく、耐熱性や耐光性に優れる蛍光発光性のホログラムを有するインモールド用転写箔、及びそれを用いた成形品を提供する。
【解決手段】
基材11、離型層13、ホログラム層15、透明反射層17、高輝度インキ層18及び接着層19からなり、前記離型層13がメラミン系樹脂であり、ホログラム層15がハードコート性の電離放射線硬化樹脂、シリコーン、蛍光発光性の希土類錯体、及びフィラーを含む蛍光発光性のホログラム層であり、また、上記電離放射線硬化樹脂の吸収波長領域が蛍光発光性の希土類錯体の吸収波長領域と異なっていることも特徴とする。
(もっと読む)
事務機器用部材
【課題】本発明は、バイオマス原料であるセルロースエステル樹脂を用いて製造される耐熱性、機械的特性に優れた事務機器用部材を提供することを目的とする。
【解決手段】セルロースアセテートプロピオネートまたはセルロースアセテートブチレートの少なくとも一つのセルロースエステル樹脂を含むセルロースエステル樹脂組成物のペレットで、前記ペレット中の前記セルロースエステル樹脂の重量平均分子量が150000〜250000であるペレットを用いて熱により溶融成形する工程により製造される事務機器に用いられる事務機器用部材。
(もっと読む)
樹脂成形体、及び樹脂成形体の製造方法
【課題】耐熱性及び耐衝撃性に優れ、表面の凹凸やざらつきを抑制できる樹脂成形体、及び樹脂成形体の製造方法を提供する。
【解決手段】脂肪族ポリエステルと、ガラス繊維と、を含有し、表面の水に対する接触角が80度以上であることを特徴とする樹脂成形体。脂肪族ポリエステルとガラス繊維とを含有する樹脂組成物を、シリンダ温度240℃以上270℃以下、且つ金型温度30℃以上60℃以下で射出成形する射出成形工程を有することを特徴とする樹脂成形体の製造方法。
(もっと読む)
1 - 20 / 29
[ Back to top ]