
Fターム[4F206AJ03]の内容
プラスチック等の射出成形 (77,100) | 装置又は装置部材の材料の特徴 (815) | 材質の特徴 (344) | 樹脂 (68)
Fターム[4F206AJ03]の下位に属するFターム
FRP
Fターム[4F206AJ03]に分類される特許
1 - 20 / 68
樹脂成形品製造方法及びフィルム
【課題】ガラス繊維強化樹脂を用いて射出成形をする場合に、製品表面の平滑性を向上させる。
【解決手段】樹脂成形品製造法は、以下の工程を有している。ガラス繊維強化樹脂25を射出成形する際に被加飾体27aの第1面27bに転写シート19の非加飾層部分21を対応させた状態で被加飾体27aを製造する。被加飾体27aの第1面27bに図柄27cを付与する。
(もっと読む)
光電子部品及びその製造方法

【課題】生成した光を効率よく外部に導くことができる薄型の光電子部品を、安価に製造する。
【解決手段】基板本体1の複数の領域2に対応する光電子部品15に、単位基板16と、複数個の小型光素子4と、封止樹脂12からなる平板部17と、封止樹脂12からなる複数個の凸状の小型レンズ部18とを備える。光電子部品15は、側面として、封止済基板13から複数の領域2単位に分離されたことによって形成された分離面(分割面)DFを有する。各小型レンズ部18の光軸と各小型光素子4の光軸とが、中心線CLとして一致する。
(もっと読む)
眼内観察用レンズ及びその製造方法
【課題】反射率を低減するのみならず、優れた防曇性が付与された眼内観察用レンズ及びその製造方法を提供する。
【解決手段】レンズ本体部と、角膜上に保持されるレンズ下面と、前記レンズ上面及び前記レンズ本体部を介して眼内を観察するためのレンズ上面とを有する眼内観察用レンズにおいて、前記眼内観察用レンズが疎水性ポリマーを含む高分子物質からなり、前記レンズ上面は疎水性を有し、かつ180nm以下のピッチの微細突起を有する。
(もっと読む)
発泡樹脂成形品の製造方法
【課題】発泡樹脂成形品の強度低下を抑制しつつスキン層の一部を開口させて発泡層を露出させることができる発泡樹脂成形品の製造方法を提供する。
【解決手段】発泡樹脂成形品を成形した後にスキン層の一部を開口させて発泡層を露出させる発泡樹脂成形品の製造方法は、本体部40とリブ部50とを一体的に成形する成形ステップと、倒し込み力F1を作用させてリブ部50を折除することにより本体部40のスキン層41の一部を開口させて発泡層42を露出させるリブ部折除ステップとを有し、成形ステップにおいて、リブ部50の倒し込み力作用面部51と反対側の面部52と、該面部52に倒し込み力F1の作用方向に連続する本体部40の面部43との間の角部31に形成されるスキン層52aを、リブ部50の倒し込み力作用面部51に形成されるスキン層51aよりも薄く形成させる。
(もっと読む)
車両用内装材の製造方法
【課題】保持部材及びその周縁の基体の反りが抑えられる車両用内装材の製造方法を提供する。
【解決手段】可撓性を有する基体1と、基体1の表面Sに設けられ、基体1を車両パネルに取り付けるための保持部材2(サイドクリップ、リテーナブラケット等)と、を備える車両用内装材の製造方法であって、凹部3を有する成形型200を、凹部3が基体1の表面Sに当てられた状態として、凹部3内に溶融樹脂(ポリプロピレン系樹脂等)を流し込む射出成形により、保持部材2が形成され、基体1のうち保持部材2の縁部に対応する部位を、成形型200により厚さ方向に圧縮変形させて凹ませた状態で射出成形をする。基体1を圧縮変形させて凹ませる量は、溶融樹脂が冷却されて保持部材2が形成されるときに、溶融樹脂が収縮して保持部材2が反り返る量が略相殺されるように設定される。
(もっと読む)
シリンダ型塗料注入機
【課題】熱硬化性塗料の注入を繰り返し行った場合でもウェアリング及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生せず、金型内被覆形成方法において実用的な注入速度で長期間熱硬化性塗料の注入を行うことができるシリンダ型塗料注入機を提供すること。
【解決手段】シリンダ、シリンダの内部に組み込まれたピストン、及びピストンの前面とシリンダの内面とによって囲まれたシリンダ空間を有し、該ピストンの外周面にはウェアリング又はシールが備えられている、金型内被覆形成方法における熱硬化性塗料の供給源として使用されるシリンダ型塗料注入機であって、該ウェアリング又はシールの外周面とシリンダ内面の摩擦抵抗を低減する手段が施されている、シリンダ型塗料注入機。
(もっと読む)
組立て物用クッション体の成形方法
【課題】本体あるいは可動体にクッション体を組付ける作業およびクッション体の部品管理を不要とする。
【解決手段】組立て物を構成する本体と、この本体に対して移動可能な可動体との接触時の衝撃を緩衝するために相互の接触部に設けられるクッション体の成形方法であって、本体あるいは可動体(蓋体16)の一方を基材とし、基材の接触部に相当する箇所に成形型(上型50あるいは下型52)を配置して該成形型と基材との間にキャビティ54を構成する。このキャビティ54に溶融状態の弾性材料を射出することにより、接触部に位置するクッション体を基材と結合された状態に成形する。
(もっと読む)
ダイレクト成形機
【課題】成形中に基材の上面に対して補助的な作業をするためのスペースを確保できるダイレクト成形機の提供。
【解決手段】本発明のダイレクト成形機1は、第1の金型22と射出装置3とを備え、あらかじめ成形された板状の基材Bが第1の金型22の上にセットされ、第1の金型22と基材Bとが接触することにより第1の金型22と基材Bの表面とで限られたキャビティCが形成され、射出装置3は基材Bより下に配設され、かつ第1の金型22を通じてキャビティC内に樹脂材料を射出し、樹脂部品を射出成形しながら基材Bに固定することができる。
(もっと読む)
金型構造
【課題】部品の精密な寸法を保持し、また、構造或いは外見を傷めることなく成形されるため、改良された金型構造を提供する。
【解決手段】異種材料成形体のインサート成形のための金型構造であり、上部金型210及び下部金型220を含む。前記上部金型は、インサート物を配設するキャビティ212を含む。前記下部金型は、剛性体222及び前記インサート物を載置する弾性接触部材224を含む。前記弾性接触部材は、前記形成プロセスの間の前記注入材料の寸法変動を吸収する。
(もっと読む)
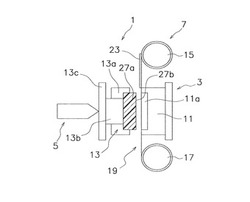
防振ゴムの成形用金型
【課題】防振ゴムの成形用金型において、既存の成形用金型の形状等を大幅に代えることなく、金型の分割面に形成されるバリに、貫通孔を確実に形成する。
【解決手段】第1パイプ部材23及び第1外筒体13と、すぐり孔が形成された第1ゴム弾性体とを備えるトルクロッドの成形用金型61である。筒軸方向と垂直な分割面61aを構成する下型71及び上型81を備えている。下型71及び上型81には、第1ゴム弾性体を成形するためのと、すぐり孔を形成するための空間形成部とが形成されている。第1及び第2下側空間形成部の先端部には、樹脂ネジ93が螺合挿入される挿入孔が形成されている。空間形成部は、型締め状態では、先端面同士が接近して樹脂ネジ93を膨張させる。
(もっと読む)
中空品の成形用射出ノズル
【課題】本発明は、射出した成形材料と接触する部分の構造を改良し、中空部分の壁面の均一化及び成形サイクルの短縮化を実現できる中空品の成形用射出ノズルを提供するものである。
【解決手段】本発明の成形用射出ノズル1は、ノズル本体2の一端に設けた金属製のインジェクターノズル部4を構成する筒状の吐出端部4aと、ノズル本体2内に進退可能に配置したインジェクターピストン6の前進駆動により吐出端部4aに挿入されるノズル端部7aと、ノズル端部7aをインジェクターピストン6の後退駆動により吐出端部4aから退避させた状態で、吐出端部4a内を経てその突出端から前記キャビティ42内に吐出されている成形材料43内に高圧ガス、高圧水を圧送する高圧ガス流通孔13、高圧水流通孔15と、ノズル端部7aの成形材料43と接触する先端部分に装着した低熱伝導率チップ20とを有する構成としたものである。
(もっと読む)
合成樹脂成形用金型およびその成形方法
【課題】高品位外観の樹脂成形品を得る短い成形サイクルでしかも反り変形も小さい合成樹脂成形用金型およびその成形方法を提供する。
【解決手段】入れ子101のおも型204の間に樹脂断熱層205を塗布し、入れ子101の製品面側に電気ヒーター202を配置し、入れ子101のおも型204側に冷却回路102を配置し、また製品側入れ子表面103と電気ヒーター202の間もしくは電気ヒーター202間に複数の温度センサー203を配置して合成樹脂射出成形金型を構成する。入れ子101の熱収縮により、おも型204と樹脂断熱層205との間に隙間が形成されて空気断熱層となり、入れ子101の熱容量を小さくでき、入れ子101の加熱・冷却を早くすることが可能となって、成形サイクルを短できる。また、入れ子101の熱容量が小さくできることから、入れ子101の複数部位の冷却速度差も小さくなり、樹脂成形品201の反り変形も小さくできる。
(もっと読む)
一体型照射ユニット
本発明は、光硬化性ポリマー組成物を硬化させるための一体型照射ユニット、一体型照射ユニットを用いて硬化ポリマー成形体又は硬化ポリマーで被覆した物体を製造する方法、及び硬化ポリマー成形体又は硬化ポリマーで被覆した物体を製造するための一体型照射ユニットの使用に関する。 (もっと読む)
樹脂製一体型塗装マスキング治具及びその製造方法
【課題】本発明は、塗装工程における高温雰囲気下での、最適な塗装マスキング材の選定と塗装マスキング治具10の射出成形時の成形収縮率の設定、および被塗装成形品20と前記塗装マスキング治具10の線膨張係数の差異による影響度を予測し、前記塗装マスキング治具10を早期量産することを課題とする。
【解決手段】被塗装成形品20のCADデータの活用による、図1のステップ1の設計仕様の決定、ステップ 2の意匠設計の早期着手、ステップ 3の機能設計における射出成形材の流動解析、ステップ 4の前述ステップ 3のデータに基づく製品設計、ステップ 5の成形収縮率を考慮した金型設計、ステップ 6のCAMデータに基づく金型加工、ステップ 7の生産試作における形状評価の過程を経て製造する高精度の塗装マスキング治具10と熱可塑性液晶ポリエステル樹脂による耐熱性に優れた前記塗装マスキング治具10を含むことを特徴とする製造方法を提供する。
(もっと読む)
軽量化プラスチック靴型の処方とその製造方法
【課題】本発明は、軽量化プラスチック靴型の処方とその製造方法を提供する。
【解決手段】80乃至85重量%の高密度ポリエテンと、5乃至7.4重量%の炭酸カルシウムと、5乃至7.4重量%のマグネシウム塩ひげ結晶と、微量元素と、が含有され、これにより、材料を節約だけではなく、工程が短縮され、また、完成品が軽量化でき、省力化でき、そして、産出量が向上され、リサイクルができる。
(もっと読む)
直動案内装置用仮軸
【課題】レールカバー仕様の直動案内装置においてスライダを装着する際に、レールカバーの浮き上がりを防止してスライダ内のインナシールの損傷を防ぐとともに、仮軸の材料選択も容易とする。
【解決手段】この直動案内装置100用の仮軸20は、仮軸本体22と、この仮軸本体22の上面を覆うようにしてその側面に係止される仮軸カバー24とを備えている。そして、この仮軸カバー24は、レールカバー7の側端部7tに隙間無く突き合わされる突合せ端面24tを有するとともに、仮軸本体22の上面22jを軸方向Sに沿ってスライド移動可能になっている。
(もっと読む)
射出成形用金型及び複合品の製造方法
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形とを良好に行うことができる射出成形用金型及び複合品の製造方法を得る。
【解決手段】凸状部20aを有する金属体20の表面に加飾層を形成するとともに、金属体20の裏面に樹脂部が形成された複合品の製造に用いる射出成形用金型であって、金属体20を配置する第1型1と、第1型1と型締めして、第1型1と金属体20との間に樹脂注入用のキャビティを形成する第2型2と、第1型1と第2型2との型締め前に、転写シート12を第2型2の型面から離間する位置に配置するとともに、転写シート12を金属体20の凸状部20aに押し付けつつ、凸状部20aに沿って接触させる加飾シート保持機構と、を備えた。
(もっと読む)
熱制御金型、および、その製造方法
【課題】ひけのない熱制御層を形成し、所期の断熱効果と、金型として充分な精度を得ることができ、かつ、金型として熱履歴を受けても熱制御層にひけが生じる恐れがない熱制御金型を提供する。
【解決手段】金属で構成される金型内部に樹脂からなる熱制御層が形成されている熱制御金型であって、前記金型の熱制御層形成部内面に第1の微細な凹凸と、該第1の微細な凹凸にさらに微細な第2の凹凸と、が設けられ、かつ、前記熱制御層にこれら微細な凹凸に対応する凹凸が設けられている熱制御金型。
(もっと読む)
プラスチック成型部品を製造するための装置及びその使用
押出機(2)及び押出機の吐出口下流に配置されている成形金型(4)を備えたプラスチック成型部品を製造するための装置が提示され、その際押出機内にはスクリュー(5)が、一方は回転可能に、他方は軸方向に移動可能なように案内され、それによって押出機内にある液状のポリマー、プレポリマー又はモノマーが成形金型内に移送される。さらに、スクリューの自由端のエリアに逆止め弁(10)が配置されている。押出機の内側の周囲壁に当接する逆止め弁(10)の遮断リング(21)が、その外周囲の少なくとも一部に配設されたシーリング(26)を含み、このシーリングが遮断リングを押出機の周囲壁に対してシールする。 (もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
1 - 20 / 68
[ Back to top ]