
Fターム[4F206AK04]の内容
プラスチック等の射出成形 (77,100) | 加熱冷却手段の具体的な特徴 (362) | 赤外線加熱(←遠赤外線)、輻射加熱の特徴 (50)
Fターム[4F206AK04]の下位に属するFターム
電気ヒーターの特徴 (29)
反射板、遮蔽板の特徴 (2)
Fターム[4F206AK04]に分類される特許
1 - 19 / 19
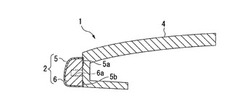
車両用装飾成形品の製造方法
【課題】耐食性が優れる車両用装飾成形品の製造方法を提供する。
【解決手段】車両用装飾成形品1の製造方法は、装飾基材6を成形する第一成形工程と、装飾基材6の表面に有色フィルム5を被服するフィルム被服工程と、有色フィルム5が被服された装飾基材6を成形金型8内に配置し、有色フィルム5の端末部5a,5bを覆うように装飾基材6の裏面側に成形品本体4を射出成形にて成形する第二成形工程と、を有する。
(もっと読む)
容器用プリフォーム及びその製造方法

【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】真空成形性に優れ、表面に割れ、破断、白化等が発生しないばかりでなく、表面の耐摩耗性、耐擦傷性も良好な加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シートである。
(もっと読む)
透明性に優れた射出成形品及びその製造方法
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定に賦することなく成形することが可能な射出成形品を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂(A)と、該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を持つ鎖延長剤(B)から成り、重量平均分子量Mwが3.0×105以上の高分子量成分を1.0重量%以上の量で含有する樹脂組成物から成る射出成形品であって、下記式
ΔTc1 = 2ndTc1 ― 1stTc1
式中、2ndTc1は5分間加熱溶融後急冷した試料について示差走査熱量計で測定
した結晶化発熱ピークであり、1stTc1は溶融前の試料について示差走査熱
量計で測定した結晶化発熱ピークをそれぞれ表す、
で表されるΔTc1の値が20℃以下であることを特徴とする。
(もっと読む)
プラスチック成形品の成形方法、プラスチック成形システム、プラスチック成形システムによる光学素子
【課題】屈折率分布や複屈折の少ない光学特性を有する高精度な形状の成形品を、面精度の高い高精度な型を多数用いることなく得ることが可能となるプラスチック成形品の成形方法等を提供する。
【解決手段】プラスチック成形品の成形方法であって、
面精度の高い面を有する型を少なくとも1つ用意し、面精度の高い面より面精度の低い型を、面精度の高い面を有する型1つに対して複数用意する工程と、
複数の面精度の低い型に対して、溶融樹脂を供給する工程と、
溶融樹脂を供給した型に対してそれぞれ、圧力をかけながら所定時間冷却する工程と、
冷却した型から、成形部材を取り出し、取り出した成形部材を、面精度の高い面を有する型に設置して、設置された成形部材の表面のみを溶融し、面精度の高い面を表面に押し当てる工程と、を有する。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】電子ユニットの樹脂封止において、不規則な形状を有する封止前基板を搬送するための治具と、その治具を使用する樹脂封止装置及び樹脂封止方法とを提供する。
【解決手段】電子ユニットを製造する際に使用される樹脂封止装置に、封止前基板4が配置されるトレイ7と、トレイ7が配置される予熱機構と、トレイ7を予熱機構に移送して配置する第1の移送機構と、流動性樹脂が充填されるキャビティを有する樹脂封止型と、予熱された封止前基板4を樹脂封止型に搬入して配置する搬入機構とを備える。トレイ7には封止前基板4の突起30に対応する凹部39が設けられ、突起30と凹部39とが位置合わせされて封止前基板4がトレイ7に配置される。予熱機構にはヒータブロック41が設けられ、トレイ7の開口47において突出するヒータブロック41の台状部42の上面が、封止前基板4の放熱部材27の下面に接触する。
(もっと読む)
電磁波照射成形用のゴム型及び電磁波照射成形方法
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、キャビティの内壁面付近における熱可塑性樹脂組成物を積極的に加熱することができ、成形する樹脂成形品の外観、形状、表面精度等の品質及び機械的強度を効果的に向上させることができる電磁波照射成形用のゴム型及び電磁波照射成形方法を提供すること。
【解決手段】電磁波照射成形用のゴム型2は、ゴム材料からなり、0.78〜2μmの波長領域を含む電磁波を照射して、キャビティ22内に充填する熱可塑性樹脂組成物6Aを加熱成形するために用いる。ゴム型2は、キャビティ22の内壁面221に赤外線吸収性能を有する表面層25を有している。
(もっと読む)
樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法
【課題】交換用のゴム型の製造に用いるゴム材料の使用量を低減させることができ、ゴム型の型開きを簡単な構造によって防止して、熱可塑性樹脂からなる安定した寸法精度の成形品を得ることができる樹脂成形用のゴム型等を提供すること。
【解決手段】樹脂成形用のゴム型2は、溶融状態の熱可塑性樹脂を加圧して充填するためのキャビティ213を形成してなる。ゴム型2は、ゴム材料からなると共にキャビティ213を形成してなる中子型21と、ゴム材料からなると共に中子型21を内部に配置する形状を有するベースモールド型22とからなる。中子型21は、キャビティ213を開放するための分割面212において一対の分割型部211を組み合わせてなる。ベースモールド型22は、下面部221と、一対の分割型部211が組み合わさる方向の両側に形成した一対の第1側面部222とを有している。
(もっと読む)
中空成形品の成形方法および成形装置
【課題】半中空成形品のインサートの問題、中空成形品の寸法精度の問題、接合部の強度の問題等から解放された、内部にリブ、仕切壁等の付属物を有する中空成形品の成形方法を提供する。
【解決手段】固定型(2)と可動型(20)とを使用して、一対の半中空成形品(T1、T2)を、その本体部(H、H)の開口部には射出成形用の接合部(S、S)を、その付属物(W)の突合部には融着用の接合部(M、M)を有するように射出成形する(1次成形)。一対の半中空成形品がそれぞれの金型に残っている状態で整合させ、附属物(W、W)の接合部の間に加熱体(31)を挿入して溶融する。加熱体(31)を待避させて、型締めして附属物(W、W)の接合部を融着すると共に、本体部(H、H)の接合部に溶融樹脂を射出して接合する(2次成形)。
(もっと読む)
射出成形装置
【課題】高アスペクト比のナノ構造を持つ金型に対して、ナノ構造物の深部まで樹脂の充填を可能にし、さらに、離型剤等を使用しないで、高生産性を維持しアスペクト比1以上の反射防止ナノ構造物の成型品を製造する。
【解決手段】固定側コア4と可動側コア5の表面を、成形されるべき樹脂の軟化温度より高い温度に加熱してから前記固定側コア4と可動側コア5を型締めし、型締め後に、固定側コア4と可動側コア5内に樹脂を充填し、充填後に、固定側コア4と可動側コア5を樹脂の軟化温度より低い温度まで冷却しながら充填された樹脂を保圧し、低い温度で樹脂成型品を冷却保持し、その後、固定側コア4と可動側コア5を型開きして、ナノメータサイズの構造物を表面に有する成型品を射出成形する。
(もっと読む)
被覆成形品の製造方法
本発明は、成形材料を射出成形型内に射出し、成形品を得るためそれを冷却する、被覆成形品の製造方法に関する。被覆対象の成形品の表面と射出成形型の内面との間に中間空隙部が生み出されるように射出成形型を調整する。得られた中間空隙部に、射出成形で反応性混合物を満たし、ここで反応性混合物を硬化させるために射出成形型の少なくとも一部分の温度を上昇させる。本発明はさらに、上述の方法を実施するための装置に関する。 (もっと読む)
流れ指数が低い射出−延伸−ブロー成形用樹脂
【課題】二段階の射出−延伸−ブロー成形で小びんを製造する方法。
【解決手段】メルトインデックスMI2が1〜3dg/分で、エチレン含有量が樹脂重量の2〜3.5重量%であるチーグラー−ナッタ触媒系を用いて製造されたプロピレンとエチレンとのランダム共重合体を用い、プレフォームの射出温度が少なくとも280℃である。
(もっと読む)
一段階射出−延伸−ブロー成形における延伸/ブロー条件
【課題】メルトインデックスが1.5〜3dg/分で、エチレン含有量がRCPの重量の6重量%以下であるプロピレンとエチレンとのランダム共重合体(RCP)と、必要に応じて用いられる核剤および/または清澄剤とを含む樹脂を用いて、1段階の射出−延伸−ブロー成形で容器を製造する方法。
【解決手段】プレフォームの射出温度Tinjは200〜270℃で、延伸およびブロー温度Tsbは15℃以下の非常に狭い範囲ΔT内に限定され、延伸/ブロー温度Tsbはプレフォームの射出温度Tinjを用いてTsb=105+0.27×(Tinj−200)で表わされる。
(もっと読む)
導電性成形体及びその製造方法
【課題】極細導電繊維を含有する熱可塑性樹脂組成物を通常の成形方法、成形条件で成形しても、良好な表面抵抗率を有する導電性成形体と製造方法を提供する。
【解決手段】成形体に形成された極細導電繊維含有導電層1は、成形体が加熱され、極細導電繊維2を表面に露出させたり、表面から突出させたり、表面から100nm未満の内部に含有させたりして形成される。この加熱は、極細導電繊維含有熱可塑性樹脂組成物のガラス転移温度の温度から融点温度よりも30℃高い温度の温度範囲にするか、粘度が5.0×103Pa・s以上1.0×107Pa・s未満の範囲となる温度範囲で加熱することでなされる。成形体は射出成形、押出し成形、プレス成形、転写成形、ラミネート成形などの公知の方法で得られたものが全て使用できる。
(もっと読む)
射出成型品の製造装置および射出成型品の製造方法、並びにモータ用ステータ
【課題】熱硬化性の溶融樹脂を短時間で効率的に硬化させる。また、成型時に装置が高温にならないようにして成形終了後の装置の冷却時間を短縮し、製造を効率化する。
【解決手段】固定型10と可動型20を備え、可動型20の開口には筒状のシャッタ部31を有するシャッタキャビティ30が挿通され、シャッタ部31の内側には遠赤外線ヒータ40の放熱部41が挿通されている。固定型10と可動型20を型締めし、シャッタ部31を固定型10側に進出させて放熱部41を囲むことにより、キャビティKが形成される。キャビティK内にはモータヨークW1と巻線W3を巻回したステータコアW2がセットされ、熱硬化性溶融樹脂が充填される。充填後、固定型10に埋設されたパイプヒータにより溶融樹脂を半固化状態に硬化させ、その後、シャッタ部31を下降させて放熱部41を露出させ、熱放射により樹脂を硬化させる。
(もっと読む)
樹脂成形方法及び樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形方法及び樹脂成形装置を提供すること。
【解決手段】ゴム製の成形型2のキャビティ21内に熱可塑性樹脂3を充填し、この熱可塑性樹脂3を冷却して樹脂成形品を得る樹脂成形方法及び樹脂成形装置1である。キャビティ21内に熱可塑性樹脂3を充填する際には、波長が0.78〜4μmの電磁波を出射する電磁波発生手段4と、波長が2μmを超える電磁波の透過量を減少させるフィルター5とを用いる。電磁波発生手段4から出射させた電磁波をフィルター5を透過させ、フィルター5を透過させた後の透過電磁波を、成形型2を介して熱可塑性樹脂3に照射して、成形型2に対して熱可塑性樹脂3を選択的に加熱する。
(もっと読む)
樹脂成形方法及び樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形方法及び樹脂成形装置を提供すること。
【解決手段】ゴム製の成形型2のキャビティ21内に熱可塑性樹脂3を充填し、この熱可塑性樹脂3を冷却して樹脂成形品を得る樹脂成形方法及び樹脂成形装置1である。キャビティ21内に熱可塑性樹脂3を充填する際に、電磁波照射装置4を用い、成形型2の表面から熱可塑性樹脂3にピーク波長が0.4〜2μmの電磁波を照射することにより、成形型2に対して熱可塑性樹脂3を選択的に加熱する。
(もっと読む)
樹脂成形品の製造方法及び製造装置
【課題】 樹脂成形品に発生した成長方向の異なるバリを、成形品に損傷を与えることなく確実に除去する。
【解決手段】 回転駆動手段264を駆動し、液体供給手段263の高圧ポンプ263Bを駆動する。これにより、ノズル262を含めた支持部材261が鉛直軸266を中心にして回転されるとともに複数のノズル262から高圧水が樹脂成形品21に向けて上方から噴射される。この時、支持部材261が回転されることにより、各ノズル262から噴射される高圧水の噴流40は、支持部材261の鉛直軸線41に対して斜め下方に向け方向転換されるようになる。すなわち、各ノズル262からの高圧水噴流40は樹脂成形品21に対し鉛直軸線41を中心にして360度の方向から噴射される。
(もっと読む)
1 - 19 / 19
[ Back to top ]