
Fターム[4F206AM36]の内容
プラスチック等の射出成形 (77,100) | 成形装置、成形操作のその他の特徴 (2,679) | 特有の成形不良の防止技術 (1,432) | ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (222)
Fターム[4F206AM36]に分類される特許
1 - 20 / 222
インサート成形体
【課題】インサート成形体を構成する樹脂部材に脆弱部が形成されている場合であっても、インサート成形体が温度変化のある環境に曝されることによって生じる、樹脂部材の割れの問題を解消する技術を提供する。
【解決手段】機械的強度が局所的に弱い脆弱部を有する樹脂部材とインサート部材とを備えるインサート成形体において、上記脆弱部の近傍に応力集中部を形成する。形成される応力集中部の好ましい一例としては薄肉部が挙げられる。また、脆弱部の具体例としては、ウエルド部や溶着部が挙げられる。
(もっと読む)
耐ヒートショック性評価用インサート成形体、及び耐ヒートショック性評価用インサート成形体の製造方法

【課題】測定精度がより高く、より短時間で評価を終了させることができる耐ヒートショック性評価用インサート成形体、及び当該耐ヒートショック性評価用インサート成形体の製造方法を提供する。
【解決手段】ウェルドラインが形成された樹脂部材と、上記樹脂部材によって表面の少なくとも一部が覆われるインサート部材とを備え、上記樹脂部材が上記樹脂部材の表面と樹脂部材側のインサート部材との接合面との間隔が、ウェルドラインから離れるにつれて大きくなる肉厚傾斜部と、肉厚傾斜部の肉厚な両端と連なり肉厚傾斜部と共にインサート部材を囲う整流部とを有する耐ヒートショック性評価用インサート成形体を用いる。
(もっと読む)
メタリック樹脂成形における金型装置
【課題】メタリック樹脂を用いた射出成形において、意匠面における不具合の発生を抑制する。
【解決手段】メタリック樹脂成形品の表側に意匠成形面5、及びメタリック樹脂成形品の裏側に非意匠成形面6を有するキャビティ4と、非意匠成形面6に形成されたリブ成形穴7と、リブ成形穴7を閉鎖する閉鎖位置及びリブ成形穴7を開放する開放位置の間で変位可能な可動ピース8と、を備え、キャビティ4に対して溶融樹脂の充填を行う間は可動ピース8を閉鎖位置に駆動し、キャビティ4に対して溶融樹脂が充填された後、可動ピース8を開放位置に駆動する。
(もっと読む)
フィルムインサート成型品の製造方法及びフィルムインサート成型品の成形型
【課題】フィルムの端部の成形品内部への巻き込みを抑制し、かつユーザから見える成形品表面部分にウエルドラインが生じないようにした、フィルムインサート成型品の製造方法及びフィルムインサート成型品の成形型を提供する。
【解決手段】金属、木目等の材質や色調が印刷されたフィルム100を固定型2の成形面にセットする工程と、前記フィルムがセットされた固定型に対して、移動型3を移動させ、型締めする工程と、前記型締めを行った後、前記フィルムの溶融樹脂流入側の端部100aを、上面に溶融樹脂が流入する流入口が形成されたフィルム押え手段10で押える工程と、前記フィルム押え手段10により、前記フィルムの溶融樹脂流入側の端部100aを押えながら、ゲートから溶融樹脂を射出し、成形する工程と、を備える。
(もっと読む)
射出成形装置
【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
プロピレン系樹脂成形体
【課題】射出成形により微細構造パターンが表面に転写された成形品であって、微細凹凸の転写性に優れ、ウエルドラインの発生がなくウエルド外観が良好で、また寸法精度に優れた精密成形体を提供する。
【解決手段】下記(i)〜(iv)を満たすプロピレン系樹脂を射出成形して微細構造パターンが表面に転写された成形体であって、前記微細構造パターンは、幅が0.01〜100μmの範囲にあり、高さ又は深さが0.1〜500μmの範囲にある凸部及び/又は凹部から構成されていることを特徴とするプロピレン系樹脂成形体。
(i)プロピレンと0.8〜10重量%のエチレンとの共重合体である。
(ii)示差走査熱量測定(DSC)による結晶化開始温度が111℃以下。
(iii)MFRが15〜100g/10分。
(iv)曲げ弾性率が1100MPa以下。
(もっと読む)
導電部材およびこれを備える電子機器
【課題】筐体内部への水の浸入をより確実に防ぐことのできる導電部材、およびこれを備える電子機器を提供する。
【解決手段】導電部材2は、誘電体からなる筐体1の外部の導電パターン3と、該筐体1の内部の電子部品30とを電気的に接続するものであり、上記筐体1を貫通する柱状の導電部材2であって、上記筐体1と接する側面にフランジ状の突出部2aが少なくとも1つ設けられているので、筐体1と導電部材2との接触長を長くする。
(もっと読む)
合成樹脂の射出成形方法
【課題】成形金型の構造が複雑でなく、ウエルドマークの発生を防止し、製品の外観、強度および応力割れが発生しないようにすると共に、メタリックな色調を出す製品においてウエルドマークの影響を少なくしてその外観が損なわれないようにした合成樹脂の射出成形方法を提供する。
【解決手段】射出成形する合成樹脂15を、金型のキャビティ内に射出し、金型内の複数の溶融合成樹脂の流れの衝突によりウエルドマークを発生する位置の溶融合成樹脂部分を押圧圧縮させて、複数の流れの溶融合成樹脂15を融合させてウエルドマークの発生を防止させる。
(もっと読む)
ナット付樹脂ギヤ部品
【課題】樹脂ギヤ部品に金属製のナット部品をインサートしたものであっても、ギヤ歯の強度低下や寸法精度の低下を防ぎ、信頼性を高める。
【解決手段】金属製のカムプレートが組付けられる最終ギヤ3は、所定角内のみにギヤ歯3aが設けられる樹脂ギヤ部品αと、この樹脂ギヤ部品αにインサートされた金属製のナット部品βとを備え、ナット中心Dをギヤ無範囲θbのみに配置する。これにより、ウェルドはギヤ歯3aが存在しない部位のみに形成され、ギヤ歯3aにウェルドによる強度低下を防ぐことができる。また、ギヤ歯3aへ向かう溶融樹脂の流れの広がりがナット部品βによって阻害されないため、ギヤ歯3aの寸法精度の低下が防がれる。このように、ギヤ歯3aの強度低下および精度低下を防ぐことができ、信頼性を高めることができる。
(もっと読む)
ウェルドラインの定量化測定方法及びその測定装置
【課題】本発明は、ウェルドラインの外観評価を数値で管理し、一定の基準で外観評価を行うこと、サンプル表面の複数個所を同時に測定して変動係数の計算に必要なデータを一度の測定で取得し、変動係数を用いることで試料の色間の影響を受けずにウェルドラインの外観評価を一元管理することを目的としている。
【解決手段】このため、光沢計において、ウェルドラインの定量化測定装置用標準板にて標準合わせを行い、光源からの光入射角側絞りにて入角量を絞り試料に照射し、試料からの反射光を受光角側の受光角側絞りを用いずに受光器で受光し、測定された値を基に樹脂のウェルドラインの定量化を行う。また、ウェルドラインの定量化測定方法を実施するためのウェルドラインの定量化測定装置とした。
(もっと読む)
樹脂の射出成形の設計パラメータ決定方法、射出成形品の製造方法及び樹脂の射出成形の設計パラメータ決定プログラム
【課題】 射出成形品の形状が複雑で入り組んだものである場合等であってもウエルドを適切な位置に発生させる。
【解決手段】 設計パラメータ決定方法は、射出成形品の形状モデルを生成する形状モデル生成ステップ(S01)と、射出成形品においてウエルドの発生が制御される特定領域の情報を入力する特定領域情報入力ステップ(S02)と、形状モデルにおいて特定領域から樹脂を流入したときの各位置の当該樹脂の充填時間を算出する充填時間算出ステップ(S03)と、形状モデルへの樹脂の流入状態を求める数値解析手法、及び当該形状モデルにおける各位置のウエルドの発生に対して上記の充填時間に基づき重みづけされる評価関数を用いた最適化手法によって設計パラメータを決定する設計パラメータ決定ステップ(S04〜S09)と、設計パラメータを出力する設計パラメータ出力ステップ(S10)とを含む。
(もっと読む)
インサート成形品、電子機器およびインサート成形方法
【課題】インサート板金の変形を抑制しながら、樹脂成形不良が発生するのを抑制することが可能なインサート成形品を提供する。
【解決手段】この前面筐体10(インサート成形品)は、凹部または貫通孔43が設けられたインサート板金40と、インサート板金40の凹部または貫通孔43を取り囲むように形成された樹脂部材50とを備え、樹脂部材50の表面からインサート板金40の凹部または貫通孔43の内部に到達する穴部13が形成されている。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
樹脂の成形方法
【課題】金属表面の微細凹凸パタンを高度に成形品に転写でき、しかも、生産性及び経済性に優れる樹脂の成形方法を提供すること。
【解決手段】本発明の樹脂の成形方法は、金型表面に設けられた微細凹凸パタンを樹脂表面に転写する樹脂の成形方法であって、あらかじめ二酸化炭素を1MPa〜15MPaの圧力でキャビティに充填してから、0.1重量%以上の二酸化炭素が溶解した液状樹脂をキャビティに充填する充填工程を有し、金型の微細凹凸パタンが、凹みの開口部(11)を楕円で近似した場合に、短軸の長さが3μm以下であり、凹みの深さと前記短軸の長さの比(前記凹み深さ/前記短軸の長さ)が0.5以上、4.0以下であることを特徴とする。
(もっと読む)
プロピレン系樹脂組成物及びその射出成形体
【課題】優れた成形加工性と成形外観、及び、剛性を有し、かつ、寸法安定性に影響する線膨張係数が小さく、とくに線膨張係数の異方性が小さい成形体を製造できるポリプロピレン系樹脂組成物を提供すること。
【解決手段】メルトフローレートが60g/10分以上であるプロピレン系重合体(成分A)を35〜54重量%、エチレンと、炭素数が4〜10のα−オレフィンとのランダム共重合体であり、メルトフローレートが1.5〜3.5g/10分であるエチレン−α−オレフィン共重合体(成分B)を15〜25重量%、及び、平均粒子径が5μm以下であるタルク(成分C)を33〜40重量%含有することを特徴とするポリプロピレン系樹脂組成物(但し、前記(成分A)、(成分B)、及び(成分C)の合計量を100重量%とする。)。
(もっと読む)
金型装置および成形方法
【課題】表面に凹部が形成される場合であっても、フローマークが生じるのを防止可能な樹脂成形品を形成可能な金型装置および成形方法を提供する。
【解決手段】金型装置10において、ガスベント26に一端側が接続され、キャビティ23から排出される気体が導入されるガス圧導入管路27と、ガス圧導入管路27の他端側が接続され、開口部28aがキャビティ23に連通するシリンダー穴28と、気体の圧力に応じてシリンダー穴28を移動させられる押出し駒30と、押出し駒30のシリンダー穴28における引き込み位置を制限する第1の位置決め部材33とを具備し、押出し駒30の開口部28a側の端面30aは、第1の位置決め部材33で位置決めされている状態においては内壁面23aと面一となる部位に位置し、シリンダー穴28に導入される気体の圧力が増大した後に、押出し駒30は、端面30aが面一な位置よりもキャビティ23の内部に押し出される。
(もっと読む)
射出成形装置
【課題】ウェルドラインの発生を防止しつつ、バリの発生量を抑制可能とする射出成形装置を提供する。
【解決手段】環状のキャビティCを有する金型と、キャビティCに成形材料を射出する射出機構200と、を備える環状の成形品を成形する射出成形装置Sにおいて、金型には、射出機構200からキャビティCに成形材料を導く環状の第1供給通路T1が設けられており、射出機構200には、成形材料を第1供給通路T1の入り口まで導く環状の第2供給通路T2が設けられていることを特徴とする。
(もっと読む)
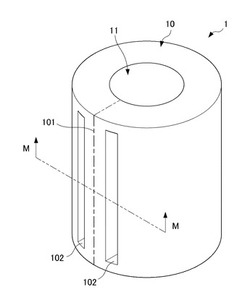
樹脂部材、軸受用保持器、及びその製造方法
【課題】ウェルド面の強度低下を抑制することが可能な樹脂部材、軸受用保持器を提供する。
【解決手段】冠型保持器は、成形金型内に形成した環状のキャビティ40の周縁部に設けた樹脂射出ゲート50から、強化繊維を添加した溶解樹脂をキャビティ40内に射出し、冷却固化することによって成形される。キャビティ40内に注入された溶解樹脂は、キャビティ40内を充填した後、樹脂溜まり60A,60Bに流入し、貯留される。このとき、矢印で示したような樹脂の流動が発生するため、溶解樹脂に添加された強化繊維は、ウェルド面Wの径方向内側において、ウェルド面Wに対して垂直に配向する。
(もっと読む)
射出発泡成形用金型装置、及びこれを用いた射出発泡成形体の製造方法
【課題】シール部材を使うことなく、かつ、簡便に、高発泡倍率を有する外観の優れた発泡成形体を得ることを目的とする。
【解決手段】固定型と、前進・後退可能な可動型及び外縁部可動中子を有して構成され、外縁部可動中子は、可動型の外縁部の突き当て面に、固定型の方向に押すスプリングを介して取り付けられた可動中子であり、固定型と可動型との突き合わせ面には、固定型と可動型との間に形成されるキャビティを構成するためのキャビティ面がそれぞれ形成され、固定型及び可動型の少なくとも一方に、その外表面からキャビティ面に向かって、原料注入孔、ランナー、樹脂ゲート、ガス注入孔及びガス排出孔が形成され、成形時に上記可動型を後退させたとき、外縁部可動中子によって、キャビティの密閉状態が保持され、ガス注入孔からキャビティを経てガス排出孔にかけて、ガスを流通させるガス供給装置を配する。
(もっと読む)
射出成形方法、射出成形金型
【課題】無駄になる樹脂量の増加を防ぎつつ、ウェルドラインなど外観不良の発生を抑制する。
【解決手段】意匠成形面14及び非意匠成形面15に沿ったゲート13の幅方向をキャビティ10の幅方向とし、且つゲート13の射出方向をキャビティ10の奥行き方向とし、非意匠成形面15には、キャビティ10の幅方向における両端とゲート13との夫々の間に、側面16からキャビティ10の奥行き方向に沿って延びる長穴17を形成し、この長穴17に嵌合し、非意匠成形面15の位置まで退避した退避位置と、意匠成形面14に向かって突出する突出位置との間で進退可能な可動壁18を形成し、キャビティ10に対して溶融樹脂の射出を行う際、可動壁18を突出位置まで突出させておくことで溶融樹脂の幅方向への流動を一旦堰き止めてから、可動壁18を退避位置へと退避させる。
(もっと読む)
1 - 20 / 222
[ Back to top ]