
Fターム[4F206AP02]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 力 (468) | 圧力 (331)
Fターム[4F206AP02]の下位に属するFターム
樹脂圧 (130)
Fターム[4F206AP02]に分類される特許
1 - 20 / 201
射出成形機およびその射出制御方法
【課題】成形材料を射出成形する際に、成形サイクル毎に成形品の重量や外観寸法にばらつきを生じることがある。
【解決手段】射出充填を行う射出工程で、充填速度条件で速度制御する充填工程の後、保持圧力条件で圧力制御する保圧工程を行う射出成形機及びその射出制御方法において、充填工程の開始から終了までの全領域又はその一部領域を、時間又は射出軸の位置に基づく射出圧力検出区間とし、1回の成形サイクル毎に、その区間内で逐次検出される射出圧力の平均値又は積分値のうちの少なくとも一方からなる実測値と、予め基準として設定した射出圧力検出区間内における射出圧力の平均値又は積分値のうちの少なくとも一方からなる基準値とを比較して、その実測値とその基準値の差又はそれらの大小関係のうちの少なくとも一方に応じて、予め設定した保持圧力条件を補正して、同じ成形サイクル中の保圧工程のみ、補正後の条件で圧力制御する。
(もっと読む)
射出成形方法

【課題】インラインスクリュー型の射出成形装置を用い、ペレット等の粉体状材料と、粉体状材料とを十分に混ぜないまま加熱シリンダに直接供給しても、品質の安定した成形品が得られるようにする。
【解決手段】射出成形装置の加熱シリンダ13の先端部に圧力センサ27を組み込む。計量工程中に、投入口28に連なるホッパー40に、定量フィーダ52,54から粒体状のバイオマス樹脂45と粉体状の添加剤46とを少量ずつ供給する。投入口28直下では、加熱シリンダ内の空間に隙間を残しつつ材料が時間的に分散して供給される。コントローラ25は、圧力センサ27で検知した圧力値に基づいてスクリュー14の後退力PJを算出し、これに係数K(1.2〜2.0)を乗じた力がスクリュー14に加わる前進力PHとなるように駆動装置18を制御する。
(もっと読む)
射出装置、射出成形機、及び、射出制御方法
【課題】計量後における計量サーボモータの回転トルクを低減することで不要な電力消費を防止し、機構系の負担を軽減すること。
【解決手段】金型30を開閉する型締装置20と、金型30内に材料を射出する射出装置40とを備え、射出装置40は、金型30内に材料を射出することができるスクリュ54と、スクリュ54を回転駆動するとともに最大限界回転トルクが可変である計量サーボモータ61と、計量サーボモータ61の最大限界回転トルクを、スクリュ54により材料を計量した後、スクリュ54を金型30方向に移動させて射出する前にゼロにする又はゼロに収束させる制御部70とを備えている。
(もっと読む)
射出成形機の制御方法
【課題】保圧工程における保持圧力の立ち下がりや立ち上がりの応答特性を最適化できる射出成形機の制御方法、および、特に、保圧工程の開始直後における圧力の立ち下がりの応答特性を最適化できる射出成形機の制御方法を提供する。
【解決手段】保圧工程開始時点または保持圧力の大きさが切り換えられる時点から次の保持圧力に切り換えられる時点までの間を時系列で高応答区間と低応答区間に区分し、高応答区間の少なくとも一部区間では、オペレータが設定した応答特性に対して、応答時間をゼロに設定する応答時間ゼロ設定と、応答時間をゼロ以外の値に下げる応答時間減少設定と、サーボ機構のスプール開度の開度制限を広げる開度制限指令値拡大設定の3種類のうち少なくともいずれか一つの設定を行う。
(もっと読む)
射出成形機
【課題】電源コンバータの大型化を必要とすることなく、必要な際にDCリンクのエネルギを所望の値に維持すること。
【解決手段】所定の成形サイクルで成形を行うために電源からの電力を変換してDCリンクを介してモータに供給する電源コンバータを制御する制御装置を備えた射出成形機であって、前記電源コンバータは、前記電源からの電力を変換して前記DCリンク側に出力する順方向及び前記モータの回生電力を変換して前記電源側に出力する逆方向の双方向の動作が可能であり、前記制御装置は、前記成形サイクルにおける所定期間だけ、前記DCリンクの両極間電圧が所定の目標電圧となるように、前記電源コンバータを前記順方向で動作させる。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、プランジャ5と、シリンダ装置7と、駆動装置11と、着脱部13とを有する。プランジャ5は、キャビティ105に成形材料を押し出し可能である。シリンダ装置7は、プランジャ5と連結されたピストンロッド25を有する。駆動装置11は、被駆動部(ナット65等)を有し、ナット65等をピストンロッド25と平行な方向において駆動可能である。着脱部13は、ピストンロッド25とナット65等との連結及び当該連結の解除が可能である。
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
樹脂の温度制御方法
【課題】射出ノズルから射出される射出直後の溶融樹脂の温度が、適切な温度になるように制御する方法を提供する。
【解決手段】溶融樹脂は射出ノズル(17)から射出されるときに摩擦やせん断作用によって発熱し、加熱シリンダ(13)内の射出前の溶融樹脂よりも高温になる。金型から射出ノズル(17)を離間した状態で射出し、このときに測定される射出圧力(P0)が損失して熱エネルギに変化すると仮定する。そうすると発熱による溶融樹脂の温度上昇分(ΔT)を推定することができる。射出ノズル(17)の出口側の目標温度(Tt)を定める。加熱シリンダ(13)内の溶融樹脂の温度の射出前目標温度(Tk)は、射出ノズル出口側目標温度(Tt)から温度上昇分(ΔT)を減じたものとして決定する。
(もっと読む)
射出圧縮成形機の型締制御方法および型締装置
【課題】クローズドループ制御により流量制御して供給可能なバルブが各型締シリンダに設けられた型締装置により圧力制御すると、高圧になる型締シリンダと低圧になる型締シリンダにバラつきが発生するという問題があった。
【解決手段】固定盤14または可動盤19のいずれか一方に複数配設された型締シリンダ16と、型締シリンダ16毎に対してクローズドループ制御により作動油を供給可能なバルブ28と、型締シリンダ16毎に設けられ作動油の圧力を検出する圧力センサ34,35と、可動盤19または可動金型18の位置を検出する位置センサ23とが設けられ、圧力センサ34,35より作動油の圧力を検出してバルブ28をクローズドループ制御し、型締シリンダ16毎に圧力制御を行うとともに、位置センサ23により可動盤19または可動金型18の位置を検出し、可動盤19または可動金型18のそれぞれの位置の偏差が設定値を超えたら異常と判断する。
(もっと読む)
型内被覆方法
【課題】 特殊な設備、金型を用いなくても被覆材と樹脂成形品の密着性を高めることができる型内被覆方法を提供する。
【解決手段】 樹脂成形品の表面を被覆する被覆材を金型内に注入する注入工程と、この注入工程で得た金型内の圧力を目標値に近づけた状態で被覆材を金型内に注入する保圧注入工程を備えた型内被覆方法において、保圧注入工程は、注入工程で金型内の圧力が目標値を超えた場合には、被覆材の金型内への注入を停止して樹脂の収縮による金型内の圧力低下を待つ待機工程と、この待機工程で金型内の圧力が目標値より低くなった場合には、金型内の圧力が目標値になるまで被覆材を注入する調整工程からなる。
(もっと読む)
発泡樹脂成形体の成形方法及びその装置
【課題】 キャビティ内にガスを注入してそのガス圧により発泡樹脂材料の発泡を抑制しながら発泡樹脂材料を射出充填するカウンタープレッシャ法を用いた発泡樹脂成形体の成形方法において、残留ガスによる凹跡等の発生をなくして優れた外観を呈する発泡樹脂形成体を得る。
【解決手段】
キャビティ13内にガスを注入してキャビティ13内のガス圧を一定に保持しながら発泡樹脂材料を射出充填し、この射出充填完了直前又は完了時から発泡開始に至る間に、キャビティ13内に臨ませた開口端部に焼結金属又は焼結セラミックからなる多孔質部材29を有するガス強制排出通路28を通じてキャビティ13内に緩やかな吸気力を作用させることによりキャビティ13内のガス圧を常圧にまで徐々に低下させ、キャビティ13内の全ての残留ガスを円滑に排除する。
(もっと読む)
射出成形機の点検システム
【課題】点検作業員の熟練度に関わらず、点検作業を効率良く行うことができると共に、射出成形機の作動状態をより正確に把握することが可能な射出成形機の点検システムを提供することを課題とする。
【解決手段】作動状態を検出可能な各種センサを備えた射出成形機100と、点検作業によって得られた情報を入力可能に構成された点検用携帯端末220と、ネットワーク250を介して射出成形機100および点検用携帯端末220に通信可能に接続され、各種センサにより検出された検出結果を射出成形機100の作動情報として取得すると共に点検用携帯端末220への入力情報を点検情報として取得する情報管理装置230と、を備えた。
(もっと読む)
カセット式射出成形用金型
【課題】母型に複数のカセット型を同時装着して複数の成形品を高品質かつ高精度に同時成形するカセット式射出成形用金型を提供する。
【解決手段】成形品25はカセット型の可動型18と固定型23で成形される成形品、成形品26はカセット型の可動型19と固定型24で成形される成形品である。先ず射出成形時には通常の型締めを行い、完全に型締めが終了した後、カセット型の可動型18及び19を支持している調整プレート43a及び43bが受ける圧力を圧力センサ44a及び44bにて測定する。測定の結果、測定値に差が無い場合はそのまま成形を行う。測定値に差がある場合は調整装置40a又は40bの駆動機構42a又は42bを型締め方向又は型締めとは逆方向に駆動し、圧力センサ44a及び44bの測定値を一致させる。
(もっと読む)
射出成形機及び射出成形機用制御回路
【課題】射出時におけるスクリュの加減速指令に対する応答性が良好で、高品質の薄物又は精密品を歩留まり良く成形可能な射出成形機及び射出成形機用制御回路を提供する。
【解決手段】射出制御用サーボアンプ26を介して射出用電動サーボモータ4を駆動する射出モータ駆動回路を備えた射出成形機において、前記射出制御用サーボアンプ26に、コントローラ11から出力される射出位置指令パターンxij0にスクリュ1の位置を追随させる射出速度指令vijと、コントローラ11から出力される加速度指令パターンaij0に所要の定数を乗算して得られるトルク加算値taを供給する。
(もっと読む)
樹脂成形品を製造する方法およびそれに用いる金型
【課題】溶融樹脂原料の流動性を向上させることと、成形サイクルを短くすることとのトレードオフの問題に好適に対処した成形品製造方法を提供すること。
【解決手段】射出成形によって樹脂成形品を製造する方法であって、(i)型閉じに際して金型Aと金型Bとを相互に嵌合させて、金型キャビティ空間を形成する工程、および、(ii)樹脂原料を金型キャビティ空間に供して成形に付す工程を含んで成り、工程(i)における金型Aと金型Bとの嵌合に際しては、その嵌合により形成される閉空間の空気を型締めの進行に伴って圧縮し、それによって、金型キャビティ空間を形作る金型表面の温度を上昇させることを特徴とする製造方法。
(もっと読む)
ガスアシスト射出成形用金型とガスアシスト射出成形方法
【課題】金型内の気密状態を高精度に検知することができ、連続成形過程での成形品の品質を保証し、量産成形性の向上を図ることが可能となるガスアシスト射出成形用金型とガスアシスト射出成形方法を提供する。
【解決手段】金型における固定側金型2と可動側金型5とにより形成されたキャビティ9内に、気体の注入を伴うガスアシストによって樹脂の射出成形を行う際に用いるガスアシスト射出成形用金型であって、前記キャビティ内に気体を注入するために設けられたガス供給装置17から、前記固定側金型の側に形成されたガス供給口に至るガス供給経路21に配設された第1の圧力計31と、前記可動側金型の側に形成された配管接続口に繋る配管に配設された第2の圧力計33と、前記ガスアシストによる射出成形中に、前記第1の圧力計と前記第2の圧力計とにより測定された圧力をロギングする手段と、を有する構成とする。
(もっと読む)
射出成形機
【課題】射出工程及び保圧工程における射出用電動サーボモータの駆動制御の応答性が高く、高品質の薄物、精密品又は厚物を高能率に成形可能な射出成形機を提供する。
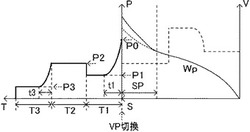
【解決手段】VP切替位置に至ったとき、2次圧位置s2pがVP切替位置よりも後方(2次圧位置s2p≧VP切替位置)に設定されているか、前方(2次圧位置s2p<VP切替位置)に設定されているかの判定(2次圧位置判定)を行い、2次圧位置s2p≧VP切替位置である場合には、2次圧位置s2pまでスクリュ1を高速で後退させ、射出圧が予め設定された2次圧に至った段階で、保圧設定パターンp0に従った制御に切り替える。2次圧位置s2p<VP切替位置である場合には、2次圧位置s2pまでスクリュ1を高速で前進させ、射出圧が予め設定された2次圧に至った段階で、保圧設定パターンp0に従った制御に切り替える。この制御を、保圧工程中の最終の保圧設定圧力まで繰り返す。
(もっと読む)
射出成形方法、およびその装置
【課題】良好な微細転写が可能で、ムラの少ない射出成形方法を提供する。
【解決手段】射出装置から金型内に溶融成形材料を射出し、射出した溶融成形材料を金型内で冷却、固化させて成形品とし、この成形品を、金型内に前後進可能に設けられた押出部材を電動機により前進させて、金型内から押し出し、取り出し可能とした射出成形方法であり、金型が有するキャビティ内の所定位置まで押出部材を押し出し、かつ押出部材に所定量の力を付与して所定の押出し位置に保持させ、その後金型内に射出装置から溶融成形材料を射出し、金型内に射出した溶融成形材料による圧力が、押出部材に、押出部材に加えた所定量の力を超えたときなどに、その圧力により押出部材を金型内で後退させることとして射出成形方法を構成した。
(もっと読む)
射出成形方法、およびその装置
【課題】品質が安定した成形品を、微小型開き状態を有する射出成形で成形する。
【解決手段】所定の圧力での型締め状態における金型の型締め位置の変更に応じて、微小型開き状態での金型の位置を変更させる。これにより温度変動等により型締め状態における型締め位置が変更された場合であっても、微小型開き状態での型開き量が一定となり、品質の安定した成形品を、微小型開き状態を有する射出成形で成形できる。
(もっと読む)
圧力制御装置及び圧力制御方法
【課題】圧力に応じた電圧値を周波数信号に変換してその周波数信号の周期に応じて圧力を制御する場合に、周波数信号の周期によらずに精度良く圧力を制御する
【解決手段】歪みゲージ1において射出成形機の所定箇所の圧力を電圧値として検出し、V/F変換器3にてその電圧値を周波数信号に変換して出力し、カウンタ4にてその周波数信号の周期を計測し、制御演算装置5において、V/F変換器3から出力された周波数信号の周波数がしきい値以下の場合は、その周波数信号の立ち上がりエッジから次の立ち上がりエッジまでのクロックによる時間を周波数信号の周期とし、また、V/F変換器3から出力された周波数信号の周波数がしきい値よりも高い場合は、その周波数信号のクロックによる一定時間内のパルス数によって一定時間を除算した値を周波数信号の周期とし、この周期に基づいて射出成形機における圧力制御を行う。
(もっと読む)
1 - 20 / 201
[ Back to top ]