
Fターム[4F206AQ00]の内容
プラスチック等の射出成形 (77,100) | 検出手段の特徴 (193)
Fターム[4F206AQ00]の下位に属するFターム
光学的手段 (74)
波動的手段(←超音波) (7)
電気磁気的手段 (69)
機械的手段(←リミットスイッチ) (17)
流体式手段 (5)
Fターム[4F206AQ00]に分類される特許
1 - 20 / 21
射出成形機監視装置
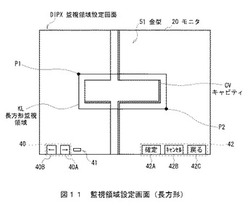
【課題】射出成形機監視装置の操作性を一段と向上させるものである
【解決手段】監視領域の設定において、キャビティCVの画像部分を囲うように監視領域を設定する際の基準となる始点位置P1をユーザにより指定され、続いてユーザ所望の監視領域の形状を選択された後、終点位置P2を指定されると、ユーザが選択した監視領域の形状に対応させて監視領域を設定することにより、ユーザに煩雑な操作を強いることなく、監視処理において高い精度で異常の検出を行うことができ、操作性を一段と高め得る射出成形機監視装置を実現できる。
(もっと読む)
離型検査装置及びそれに用いられる離型検査方法

【課題】離型検査装置において、樹脂成形品の表面を損傷させることなく、離型不良を検知する。
【解決手段】金型を用いて成形された樹脂成形品100の非製品部分102をプレス治具2,3によって挟み込んで固定し、エアー噴出口22から製品部分101に対してエアーを噴出する。離型が正常であれば、エアーは製品部分101によって堰き止められ、圧力センサ4によって検知されない。圧力センサ4がエアーを検知すると、制御部5は、離型が異常であると判定する。
(もっと読む)
変形解析モデルを作成する装置と方法
【課題】 変形解析時の計算負荷が小さい変形解析モデルを実現する。
【解決手段】 本発明は、基材層と表皮層の二層構造を有する射出成形品の変形解析モデルを作成する装置に具現化される。この装置は、主に、流動解析手段と第1節点移動手段と節点結合手段を備えている。流動解析手段は、基材層と表皮層のそれぞれのシェルメッシュを用い、射出成形時における成形型内の流動解析を実行して、基材層と表皮層の板厚分布を算出する。第1節点移動手段は、流動解析手段によって算出された表皮層の板厚の設計値に対する偏差に応じて、表皮層の各メッシュ節点を板厚方向に移動させる。節点結合手段は、表皮層の各メッシュ節点を、板厚方向に隣接する基材層のメッシュ節点に結合する。
(もっと読む)
真空吸着装置及び真空吸着装置を備える成形品取出機
【課題】真空手段の作動及び停止を行なうための圧力設定を成形品毎に行なうことなく、簡単な制御で真空手段によるエネルギー消費量を軽減するとともに、成形品の落下を防止する真空吸着装置を提供する。
【解決手段】吸着部材に真空圧を作用させる真空手段と、真空手段と吸着部材との連通又は連通の遮断を行なう圧力保持弁と、配管を介して吸着部材内の圧力を検出する圧力検出器と、真空手段及び圧力保持弁の作動を制御する制御手段とを備える。制御手段は、圧力保持弁を開き、真空手段を作動させて、吸着部材によりワークを吸着しているときに、圧力検出器で検出した圧力が所定時間一定となった場合には、圧力保持弁を閉じ、真空手段の作動を停止させ、その後、圧力検出器で検出した圧力が一定幅低下した場合には、圧力保持弁を開き、真空手段を作動させる制御を行なう。
(もっと読む)
成形サイクル停止時の樹脂劣化防止手段を備えた射出成形機
【課題】成形サイクル停止時の樹脂焼けを防止する手段を備えた、高温の溶融樹脂温度で成形できる射出成形機を提供する。
【解決手段】
成形サイクルを停止するとき、シリンダ(3)の設定温度を高温射出用温度(41)から標準成形用温度(42)に切り替える。シリンダ(3)の温度が標準成形用温度(42)まで低下するまでは、計量とパージを所定の周期で繰り返す間欠パージを実施して樹脂焼けを防止する。成形サイクルの再開時には、シリンダ(3)の設定温度を高温射出用温度(44)に切り替えて、ヒータ(21、22、…)でシリンダ(3)を加熱する。シリンダ(3)の温度が高温射出用温度(47)に達するまで間欠パージを実施する。
(もっと読む)
射出成形機の制御方法
【課題】 成形品の良否に対して相関性の高い樹脂圧力を得るとともに、制御方法の変更により容易に実施可能にする。成形品の良否に関する有効利用性の高いデータ(樹脂圧力)を得る。
【解決手段】 計量工程Smの終了後に、サックバック処理Ssを行うとともに、監視のための樹脂圧力Prを検出するに際し、計量工程Smの終了後、サックバック処理Ssの開始を遅延させるとともに、予め設定した所定のインターバル時間Tiの経過後に樹脂圧力Prを検出し、この後、サックバック処理Ssを開始させる。
(もっと読む)
射出成形機
【課題】 吐出流量を変更可能なポンプが配設され油圧シリンダにより少なくとも一部の作動を行う射出成形機において、設備コストが安くて、なおかつエネルギー効率を改善することができる射出成形機を提供する。
【解決手段】 吐出流量を変更可能なポンプ52が配設され油圧シリンダ21,29,44により少なくとも一部の作動を行う射出成形機11において、前記ポンプ52は回転数が固定設定されたモータ53により作動され、少なくとも油圧シリンダ21,29,44が不作動の際には、圧力センサ58の値が圧力設定値または圧力設定値に近づくと、吐出流量が減少またはゼロになるようカットオフ制御されることを特徴とする。
(もっと読む)
樹脂成形機
【課題】樹脂の溶融状態及び混練状態を正確に確認することができる樹脂成形機を提供する。
【解決手段】樹脂成形機1は、シリンダ3と、シリンダ3に連接して設けられた管状のダイ54と、シリンダ3内部に設けられたスクリュ2と、シリンダ3又はダイ54の内部の溶融樹脂が視認できるようにシリンダ3又はダイ54の外表面に設けられた窓8と、を有している。そして、窓8は、CaF2の単結晶、CeF3の単結晶、Gd2SiO5の単結晶、又は、Y3Al5O12の単結晶、で構成されている。
(もっと読む)
混練押出機の起動装置、混練押出機、及び混練押出機の起動方法
【課題】 混練押出機の主電動機に対する起動の作業性や安全性を改善する。
【解決手段】本発明の混練押出機2の起動装置1は、スクリュ部5に設けられた混練スクリュ4を駆動回転させる主電動機3に対して起動用減速機11を介して動力伝達可能に設けられると共に主電動機3とは別に混練スクリュ4を駆動回転させる起動用電動機8と、主電動機3と起動用電動機8との間で動力伝達を自動的に切断するクラッチ部9と、クラッチ部9で動力伝達が切断されなかった場合に主電動機3を停止させる保護手段10と、を備えていることを特徴とするものである。
(もっと読む)
射出装置
【課題】ホッパ内に貯留された射出成形用の原料樹脂を乾燥させる場合、従来では射出成形機とは別な独立した乾燥機を用いているため、設備全体が大型化する上にエネルギー効率が悪い。
【解決手段】射出成形機にて発生した熱を回収するための熱交換部51を持った熱回収手段15と、原料樹脂11を収容してこれを射出成形機の射出シリンダ部13へと供給するためのホッパ40とを有する本発明による射出装置は、一端側に熱交換部51が取り付けられると共に他端がホッパ40内に連通する熱風ダクト52と、熱交換部51にて回収された熱を熱風として熱風ダクト52からホッパ40内に導くための排気ファン53と、ホッパ40に形成された排気口56に連通する排気ダクト54とを熱回収手段15が具え、排気ファン53が排気ダクト54に組み込まれている。
(もっと読む)
樹脂製容器,樹脂製容器の製造方法及びその方法により製造された樹脂製容器
【課題】 複数の素材を組み合わせる必要が無く、また、無機フィラーの含有率に制限があったとしても断熱性に優れた樹脂製容器を提供すること。
【解決手段】 容器の内面側における単位体積当たりの無機フィラーの個数である分散密度よりも容器の厚さ方向の外面側における無機フィラーの分散密度が高くなる密度分布を有することとした。
(もっと読む)
可塑化装置の制御方法
【課題】成形サイクルの開始及び終了時に溶融原料が酸化されないように制御する制御方法を提供することを目的とする。
【解決手段】酸素濃度を大気中よりも低下させた加熱筒4内で原料Mを可塑化する成形サイクルを実行する可塑化装置1の制御方法であって、前記成形サイクルを開始させるとき、前記加熱筒4のヒータ22,23,24への通電を開始し、前記加熱筒4の温度が成形温度より低い所定温度に上昇した時点から前記加熱筒4内の酸素濃度を低下させ始め、さらに、前記成形サイクルを終了させるとき、前記加熱筒4のヒータ22,23,24への通電を遮断し、前記加熱筒4の温度が成形温度より低い所定温度に下降した時点まで前記加熱筒4内の酸素濃度の低下状態を維持させる。
(もっと読む)
射出成形機、及び射出成形機における逆回転工程の逆回転量調整方法
【課題】スクリューの逆回転により樹脂通路を閉鎖する逆流防止弁を用いた射出成形機において、スクリュー逆回転工程のスクリュー逆回転量を最適に調整する。
【解決手段】逆流防止弁の樹脂通路が開いていると、スクリュー前進時に樹脂の逆流が生じる。この樹脂の逆流によりスクリューには逆回転力がかかる。一方、樹脂通路が閉鎖されていると、樹脂の逆流はなくスクリューにかかる逆回転力は大きく低下する。そこで、計量完了後で射出前にスクリューを所定量逆回転させた後、スクリューを前進させる(103、104)。このときスクリューにかかる逆回転力の最大値を検出する(105〜108)。この検出最大逆回転力が基準値以下になるまで、逆回転量を順次増加させ(109、115)、各成形サイクルを実行する。検出最大逆回転力が基準値以下(通路閉鎖)になると、この時の逆回転量を逆回転工程の逆回転量とする。最適な逆回転量に自動的に調整できる。
(もっと読む)
射出成形方法と射出成形装置
【課題】射出成形の各サイクルで溶融樹脂の熱履歴を安定させて粘度や質を制御し、成形品の品質を一定に維持できる。
【解決手段】予め計量した溶融樹脂を金型内に射出する射出工程と、金型内に充填された樹脂を冷却固化すると共に次回のサイクルにおける溶融樹脂を計量する冷却工程と、金型を開いて成形品を取り出す休止工程と、金型を閉じる型締め工程とによって1サイクルとする。1サイクルの時間を射出工程の時間と冷却工程の時間と休止工程の時間とに加えて、型締め時間に若干の余裕時間を加算してなる一定時間に設定する。射出成形の各サイクルにおいて作動時間に若干の変動があっても1サイクルを一定時間に設定して、繰り返し射出成形しても溶融樹脂の熱履歴が安定する。
(もっと読む)
射出成形機
【課題】成形動作を停止することなく、又、逆流防止弁を取り外すことなくバレル内部の部品の摩耗状態を推定できるようにした射出成形機を得る。
【解決手段】スクリューが前進するとき、樹脂のバックフローが生じる。このバックフローがスクリューに作用しスクリューに回転力を与える。スクリュー前進時、逆流防止弁等が摩耗していない状態では、図3(a)に示すようなスクリュー回転力が発生する。逆流防止弁等が摩耗すると、バックフローが増大し、逆流防止弁の閉鎖が遅れ、図3(b)に示すようなスクリュー回転力が発生する。摩耗しているか否かで、スクリュー回転力のピーク値の大きさ、ピーク発生時点、そのときのスクリュー位置が変化する。これらの物理量の変化量によって逆流防止弁等の摩耗状態を推定する。バレル内部の逆流防止弁、スクリューヘッド、チェックシート等の摩耗状態を推定できる。
(もっと読む)
射出成形金型および射出成形金型の型ずれ検出システム
【課題】樹脂注入前に、固定側金型および可動側金型の型締めが適切に為されているか否かを検出することができる射出成形金型を提供する。
【解決手段】固定側金型2および可動側金型3の相互の接合面50、52を突き合せると共に、接合面内において、X軸方向およびこれに直交するY軸方向を位置決めする相互の位置決め部24、34を係合させることにより、固定側金型2と可動側金型3との型締めを行う射出成形金型1であって、型締めした固定側金型2および可動側金型3における相互の接合面50、52の平行度を検出する平行度検出手段6を、備えたものである。
(もっと読む)
射出成形機
【課題】 コスト削減,成形品質の向上,信頼性の向上及び長寿命化、省エネルギ性の向上を図るとともに、複数の油圧ポンプから吐出する作動油を合流して又は個別に供給する場合でも不安定挙動を回避して的確な圧力制御を行う。
【解決手段】 複数の油圧アクチュエータ4a…における選択した油圧アクチュエータ4a…に対して油圧ポンプ2p,2qから吐出する作動油を合流して又は個別に供給する作動油供給回路5と、各油圧ポンプ2p…から吐出する作動油の圧力をそれぞれ検出する複数の圧力センサ6p,6qと、作動油を合流して供給する際には圧力センサ6p…から得る一つの圧力検出値Pdp…を使用し、かつ作動油を個別に供給する際には各油圧ポンプ2p…に対して設けた各圧力センサ6p…から得る圧力検出値Pdp…をそれぞれ使用して圧力制御を行う複数の圧力制御系7p,7qを備える。
(もっと読む)
樹脂成形品の製造方法および製造装置ならびに樹脂成形品
【課題】短い成形サイクルで光学鏡面や微細なパターンが高精度に転写され、かつ内部歪みの小さい樹脂成形品を提供する。
【解決手段】樹脂4が軟化温度以下のキャビティ3の温度まで冷却される途中で、少なくともキャビティ3内の樹脂4の中心温度が樹脂の軟化温度以上、あるいは表層部温度が樹脂の軟化温度以下かつ樹脂の平均温度が軟化温度以上であるタイミングにて、可動入子2を樹脂4から離反する方向に移動させ、転写面5と樹脂4の間に断熱層としての空隙15を形成する。この空隙15において、樹脂4自体の温度にて表層部温度が軟化温度以上になるタイミングで、樹脂4から離反させた可動入子2を樹脂4と密着する方向に再移動させ、樹脂4と転写面5を再密着させて、樹脂4の表面に転写面5の形状を転写させる。
(もっと読む)
射出成形装置の安全扉装置
【課題】安全性を確保しつつメンテナンス作業の必要が生じたときに作業性良く同作業を行うことのできる射出成形装置の安全扉装置を提供する。
【解決手段】 射出成形装置の装置本体を囲う安全カバー13の一部であって、正面の作業用の開口部68の下側に位置する正面下部カバーを、左右方向端部のヒンジ軸76の周りに回転する開閉可能な回転式の扉となすと共に、扉の裏側に位置する部分であって開口部68に対し左右方向の両側に位置する部分に、投光部ユニット72と受光部ユニット74とを有する光電センサ70を設け、且つ扉には、開時に光電センサ70の光を遮光する状態となる一方、閉時には非遮光状態となる遮光板82を扉と一体回転する状態に設け、扉を安全扉80として構成する。
(もっと読む)
圧力指示装置
射出成型装置の圧力指示フィッティング(20)が、フィッティング孔(24)がその中を貫通するフィッティング本体(22)であって、フィッティング孔が溶解物移送用の通路(12)の内部に開口するように装置内に装着されているフィッティング本体(22)と、フィッティング孔内に収容され、そこに接合されることによって正常位置に維持されている示度部材(26)であって、溶解物から示度部材に掛かる接合材(18)を剥離させるのに十分な力によって正常位置から示度位置まで変位させられる示度部材(26)であり、示度位置は、フィッティング本体の表面に示度部材の表面(25)が隣接することによって決まり、示度位置では示度部材の軸(29)の一部分が露出される示度部材(26)とを備える。有利には、示度部材は、示度部材とフィッティング本体との間の圧入によって示度位置に保持される。射出成型マニホルド(10)が、本発明による圧力指示フィッティングを備える。 (もっと読む)
1 - 20 / 21
[ Back to top ]