
Fターム[4F206AR02]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 力 (630) | 圧力 (474)
Fターム[4F206AR02]の下位に属するFターム
樹脂圧 (160)
Fターム[4F206AR02]に分類される特許
1 - 20 / 314
射出成形機の制御装置
射出成形機およびその射出制御方法
【課題】成形材料を射出成形する際に、成形サイクル毎に成形品の重量や外観寸法にばらつきを生じることがある。
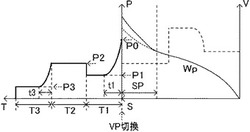
【解決手段】射出充填を行う射出工程で、充填速度条件で速度制御する充填工程の後、保持圧力条件で圧力制御する保圧工程を行う射出成形機及びその射出制御方法において、充填工程の開始から終了までの全領域又はその一部領域を、時間又は射出軸の位置に基づく射出圧力検出区間とし、1回の成形サイクル毎に、その区間内で逐次検出される射出圧力の平均値又は積分値のうちの少なくとも一方からなる実測値と、予め基準として設定した射出圧力検出区間内における射出圧力の平均値又は積分値のうちの少なくとも一方からなる基準値とを比較して、その実測値とその基準値の差又はそれらの大小関係のうちの少なくとも一方に応じて、予め設定した保持圧力条件を補正して、同じ成形サイクル中の保圧工程のみ、補正後の条件で圧力制御する。
(もっと読む)
成形機の制御装置と制御方法

【課題】操作表示部にアラーム画面が表示されたときに、アラームコメントに応じて成形条件の設定値等を変更できる成形機の制御装置を提供する。
【解決手段】制御装置13を有する成形機に、各種アラームコメントごとに複数の分類項目を有する診断コードグループリスト85と、各種成形条件ごとに複数の分類項目を有する成形条件グループリスト92とが格納されている。タッチパネル14aに表示されたアラーム画面中の設定ボタンを操作すると、診断コードに対応した診断コードグループリスト85が呼び出される。呼び出された診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の各分類項目とが順次照合され、両者が互いに一致したとき、その分類項目が含まれる成形条件グループリスト92を有する成形条件の情報が設定値一覧画面60に加わる。設定値一覧画面60に表示された成形条件のうちいずれかの成形条件が選択されると、設定値を変更可能な設定画面70が表示される。
(もっと読む)
インサート成形方法、および射出成形機
【課題】簡単な構成で、成形中にインサート部品のガス付着防止領域にガスが付着するのを確実且つ容易に防止することができるインサート成形方法と、インサート成形に使用する射出成形機とを提供する。
【解決手段】成形材料から発生するガスの付着を防止すべきガス付着防止領域Wa、Wbを有するインサート部品Wを金型1内のキャビティ3に配置し、キャビティ3内に成形材料を射出充填するインサート成形方法であって、キャビティ3内のインサート部品Wのガス付着防止領域Wa、Wbの表面の圧力が他の部分と比較して高くなるようにキャビティ3内に圧力分布を付与した状態で成形材料を射出充填する。さらに、成形材料から発生するガスを、金型1のキャビティ3の成形材料が最後に到達する位置63、65から吸引する。
(もっと読む)
射出成形機および射出成形機の作動方法
【課題】加熱筒内にて前側に逆流防止装置が設けられ回転可能かつ前後進可能なスクリュを用いて材料の可塑化工程を行う際に、計量される溶融材料の量を安定させることができる射出成形機および射出成形機の作動方法を提供する。
【解決手段】真空吸引可能な加熱筒内にて前側に逆流防止装置18が設けられ回転可能かつ前後進可能なスクリュ17を用いて材料の可塑化工程を行う射出成形機11の作動方法において、可塑化工程時には逆流防止装置18よりも後方側の加熱筒内の空間が真空状態に保持されるとともに、溶融材料をスクリュ前方28に供給し、スクリュ回転終了より後にスクリュ17を前進させる。
(もっと読む)
透明フッ素樹脂成形体の製造方法及び透明フッ素樹脂成形体
【課題】透明性及び耐熱性に優れるフッ素樹脂成形体を比較的低コストで得ることができる製造方法、およびこの製造方法によって得られる、透明性及び耐熱性に優れる透明フッ素樹脂成形体を提供すること。
【解決手段】フッ素樹脂を主成分とする樹脂組成物の成形体に、前記フッ素樹脂の融点未満の温度T(℃)において下記式(1)の条件を満たす圧力Y(MPa)をかけるプレス工程を有する透明フッ素樹脂成形体の製造方法。前記プレス工程の後、電離放射線を照射して前記フッ素樹脂を架橋する架橋工程を有するとより好ましい。
logY≧―0.0069T+2.3 …(1)
(ただし、Y≦10^[5×(−0.0069T+2.3)])
(もっと読む)
成形品の製造方法
【課題】キャビティ内でスキン層を発生させることなく、外観不良のない良品を得ることが可能となるガスアシスト射出成形による成形品の製造方法を提供する。
【解決手段】金型のキャビティ内にガス体の注入を伴うガスアシストにより樹脂の射出成形を行う成形品の製造方法であって、
ノズル先端の樹脂経路が解放されたオープンノズルを用い、溶融した熱可塑性樹脂を前記金型に充填する間に前記ガス体の該金型への注入を開始する第一の工程と、
前記樹脂が前記金型のゲートを通過する前に、ガス体の昇圧を完了させる第二の工程と、を有する構成とする。
(もっと読む)
タイヤ側面への装飾形成方法および装飾形成装置
【課題】生産性を損なうことなくタイヤ側面に形成する装飾のデザイン自由度を向上させる。
【解決手段】加硫済みのタイヤTの側面に装飾を形成する方法であって、加流済みのタイヤTの側面にキャビティ3aを有する金型3を押し当て、該キャビティ3a内に射出装置5から熱可塑性エラストマーを射出、充てんすることによりタイヤTの側面に射出成形部Mを一体化して上記装飾とすることを特徴とするものである。
(もっと読む)
射出成形機の制御方法
【課題】保圧工程における保持圧力の立ち下がりや立ち上がりの応答特性を最適化できる射出成形機の制御方法、および、特に、保圧工程の開始直後における圧力の立ち下がりの応答特性を最適化できる射出成形機の制御方法を提供する。
【解決手段】保圧工程開始時点または保持圧力の大きさが切り換えられる時点から次の保持圧力に切り換えられる時点までの間を時系列で高応答区間と低応答区間に区分し、高応答区間の少なくとも一部区間では、オペレータが設定した応答特性に対して、応答時間をゼロに設定する応答時間ゼロ設定と、応答時間をゼロ以外の値に下げる応答時間減少設定と、サーボ機構のスプール開度の開度制限を広げる開度制限指令値拡大設定の3種類のうち少なくともいずれか一つの設定を行う。
(もっと読む)
樹脂製メガネフレーム及びその部品の製造方法
【課題】表面に金属光沢面を形成した樹脂製メガネフレームを提供する。
【解決手段】メガネフレームの部品となるフロント部1及びツル2,2はポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部1及びツル2の表面に厚さが0.05μ〜0.3μのチタン粉末を密着した蒸着膜を形成し、該蒸着膜の上に150℃〜200℃の高温で塗装した厚さ10μ〜20μの塗装膜を形成している。
(もっと読む)
射出成形装置および射出成形方法
【課題】
本発明は、ボイドとして残存する可能性が高い気泡を含んだ熱硬化樹脂がキャビティ内で加圧・硬化されることを抑制することができる、単純な構成の射出成形装置および射出成形方法を提供することを目的とする。
【解決手段】
本発明に係る射出成形装置10は、上型20および下型30と、樹脂が流入する流入口およびエアを排出する排出口を備え、上型20および下型30によって形成される所定形状の空間であるキャビティ40と、排出口から単位時間当たりに排出されたエアの排出量を計測して、計測値として出力する計測手段50と、流入口からキャビティ40内へ樹脂を流入させ、計測値が所定の値より小さくなった時、樹脂を計測値が所定の値より小さくなった時の流入速度よりも大きい所定の流入速度で流入させる樹脂流入手段60と、を備える。
(もっと読む)
成形装置及び成型方法
【課題】溶融した樹脂を射出して冷却成形する金型において金型から成型品を離型する際の変形の発生を抑制する成形装置及び成型方法を提供する。
【解決手段】成形装置は気体を金型の温度に基づく所定の範囲内の温度にして保持する気体保持手段と気体保持手段に保持された気体を圧縮する気体圧縮手段と圧縮された気体を成型品の表面に吹き当たるように制御し成型品の表面に当接する開閉手段を備える。
(もっと読む)
樹脂詰まり検出装置および樹脂詰まり検出方法
【課題】金型に設けられた複数のエアベントのそれぞれについて、樹脂の詰まりを検出することが難しいという問題を解決することが可能な樹脂詰まり検出装置を提供する。
【解決手段】圧力センサ1A〜1Bを有する検出部は、キャビティー21に設けられた複数のエアベントのそれぞれと接続された複数の配管のそれぞれにかかる圧力を検出する。データ収集部2は、各圧力の時間変化を監視し、各時間変化に基づいて、各エアベントの状態を示す複数の状態値を求める。異常判定制御部3は、複数の状態値に基づいて、エアベントごとに、そのエアベントに前記樹脂が詰まっているか否かを判断する制御部と、
(もっと読む)
射出成形方法
【課題】 製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】 本発明によれば、意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ面に、樹脂をコーティングしたりする等して、樹脂が離型しやすくなるように表面加工する。この状態の金型で、樹脂の射出完了後に型締力を低下させて、短時間で金型内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂を短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。なお、前述の射出完了後に反意匠面側の金型キャビティ面にガスを注入すれば、前述の発明の効果が更に高まる。
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
ノズル封止板を備えた射出成形機及び射出成形機の成形運転開始方法
【課題】、成形サイクルの最初の回から良品成形が可能となる射出成形機およびその射出成形機の成形運転開始方法を提供すること。
【解決手段】射出ユニットのシリンダの先端部に設けられたノズルから金型のキャビティに樹脂を射出する射出成形機のノズルを封止する封止位置とノズルを封止しない退避位置に移動可能なノズル封止板を備えた射出成形機の成形運転開始方法において、背圧を掛けて、計量位置まで手動計量を行ったかを判断し、手動計量を行った場合には、連続成形運転を開始し、連続成形運転を開始し、手動計量を行っていない場合には、ノズル封止板をノズル封止位置まで移動し(SA01,SA02)、ノズル封止板にノズルタッチするまでシリンダを移動させ、手動計量を開始し、ノズル封止板からノズルのノズルタッチ解除するため、シリンダを所定距離後退させ(SA03〜SA06)、ノズル封止板を退避位置へ移動させ、連続成形運転を開始する(SA07,SA08)。
(もっと読む)
射出成形機及び射出成形方法
【課題】シワ、ヒネリ、ジェッティングの成形不良の発生を防ぎ、容易かつ短時間に成形条件を設定する。
【解決手段】成形金型内に樹脂材料を充填するためのサーボモータと、サーボモータを制御することによって、射出速度を無段階に変化させ、かつ、樹脂材料が充填された成形金型内に加える保圧力が無段階に小さくなるように保圧力を変化させる制御部と、を備える。
(もっと読む)
気密電子部品の製造方法、及び気密電子部品
【課題】電子基板上の気密部を気密する部材に付与された圧縮歪を維持することによって電子部品の気密性を維持でき、且つ工程が簡易である気密電子部品の製造方法、及び、当該方法により製造される気密電子部品を提供すること。
【解決手段】電子基板上の気密域の近傍に第一成形品を配置した後に、第一成形品が配置された電子基板を射出成形用の金型に載置し、型締力により第一成形品に圧縮歪を付与し、次いで、第一成形品の圧縮歪を保持する第二成形品を射出成形により形成することにより、電子基板上の気密域を覆う気密部を形成して、気密電子部品を製造する。
(もっと読む)
射出圧縮成形機の型締制御方法および型締装置
【課題】クローズドループ制御により流量制御して供給可能なバルブが各型締シリンダに設けられた型締装置により圧力制御すると、高圧になる型締シリンダと低圧になる型締シリンダにバラつきが発生するという問題があった。
【解決手段】固定盤14または可動盤19のいずれか一方に複数配設された型締シリンダ16と、型締シリンダ16毎に対してクローズドループ制御により作動油を供給可能なバルブ28と、型締シリンダ16毎に設けられ作動油の圧力を検出する圧力センサ34,35と、可動盤19または可動金型18の位置を検出する位置センサ23とが設けられ、圧力センサ34,35より作動油の圧力を検出してバルブ28をクローズドループ制御し、型締シリンダ16毎に圧力制御を行うとともに、位置センサ23により可動盤19または可動金型18の位置を検出し、可動盤19または可動金型18のそれぞれの位置の偏差が設定値を超えたら異常と判断する。
(もっと読む)
オーバーモールド容器の製造方法、オーバーモールド容器の製造装置、ブロー成形装置、オーバーモールド容器
【課題】アウターが均一に被装された高品質なオーバーモールド容器を製造する。
【解決手段】金型50a内に配置されたインナーボトル10aの外側に溶融樹脂を射出してアウター20aを成形する際、柱状のロッド60aを用いて位置決めステップを実行し、インナーボトルは、上端の開口14から下方に延長する首部13と、当該首部に一体的に連続する収納部12とから構成され、柱状のロッドは、先端64が前記インナーボトル内部11の底面16の形状に係合する形状に形成されており、位置決めステップでは、首部を固定するともに、ロッドをインナーボトルの開口から底面に向けて挿入して、ロッドの先端形状66aと当該底面との形状30aとが係合するように当接させる。
(もっと読む)
1 - 20 / 314
[ Back to top ]