
Fターム[4F206AR03]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 力 (630) | 圧力 (474) | 樹脂圧 (160)
Fターム[4F206AR03]に分類される特許
1 - 20 / 160
射出成形機の計量制御装置
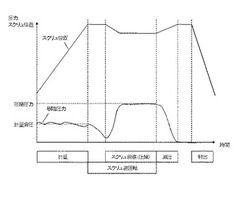
【課題】比較的低い圧力で逆流防止弁を閉鎖し、高精度な計量を行うことが可能な射出成形機の計量制御装置を提供すること。
【解決手段】計量中にはスクリュを順方向に回転させながら、スクリュをあらかじめ設定された計量完了位置まで後退させ、計量終了後から射出開始までの間においてスクリュを逆回転させ、計量終了後から射出開始までの間において樹脂圧力が所定の圧縮圧力に到達するようにスクリュを前進させる予備射出を行い、前記予備射出は、スクリュ逆回転を開始した後にスクリュ前進を開始し、少なくとも前記予備射出がスクリュ前進を開始するまではスクリュ逆回転を継続することを特徴とする射出成形機の計量制御装置。
(もっと読む)
射出成形装置及び射出成形方法

【課題】簡易な構成で射出成形装置の圧力を調整する。
【解決手段】射出成形装置1は、第1の端部241への圧力により節243の屈折状態が変化し、第2の端部242がスライドする射出リンク24と、第2の端部242の動作に基づいて移動するスプリング23と、スプリング23の移動に基づいて発生した圧力により樹脂33を射出する射出用シリンダー31と、射出された樹脂33の型取りを行う型22と、を備える。射出リンク24は、外部から与えられた圧力により、節243が屈折状態から伸長状態となった後、加圧前とは逆方向の屈折状態となり固定される。スプリング23は、節243の屈折状態が伸長状態となる前に射出用シリンダー31が型22内のストローク一杯となった場合に、スプリング23のアウターチューブをスライドさせ、節243が逆方向に屈折した状態で固定された場合に、射出用シリンダー31に与える圧力を固定する。
(もっと読む)
成形不良評価方法および成形不良評価装置
【課題】射出成形における成形可否を判断する際に、簡易な方法で流動解析の予測精度を向上させる。
【解決手段】成形実験による圧力を取得するデータ取得ステップと、流動解析により圧力を算出する第1の流動解析ステップと、パラメータごとに、流動解析による圧力と成形実験による圧力との差を補正値として算出する補正値算出ステップと、パラメータごとに、圧力の許容値を設定する許容値設定ステップと、成形可否判断対象のパラメータを取得するパラメータ取得ステップと、取得したパラメータ基づく流動解析により圧力を算出する第2の流動解析ステップと、取得したパラメータに基づき補正値を取得する補正値取得ステップと、取得したパラメータに基づき許容値を取得する許容値取得ステップと、算出した圧力と補正値とを差分し、当該差分値と許容値とを比較して成形可否を判断する成形可否判断ステップとを有する。
(もっと読む)
射出装置およびその射出制御方法
【課題】射出充填時に圧縮性が高い成形材料は、1ショット毎に成形品の形状や重量がばらつく場合がある。
【解決手段】成形材料を金型に射出充填する射出装置およびその射出制御方法であって、充填工程で、射出軸を充填開始位置から充填終了位置まで前進させた後、射出室内に残った成形材料の圧力値が所定の条件を満たすまで射出軸を充填終了位置に保持させ、条件を満たしたらその保持を解除すると共にその充填工程を終了する際に、所定の条件を、圧力値が予め設定された値になった場合にのみその保持を解除するか、または、その圧力値が時間に対する圧力変動が小さくなって略一定値になった場合にのみその保持を解除するか、又は、圧力値が予め設定された値になった場合もしくは圧力値が時間に対する圧力変動が小さくなって略一定値になった場合の少なくともどちらかを満たす場合にその保持を解除するか、のうちの少なくとも1つを条件とする。
(もっと読む)
樹脂封止装置
【課題】低い樹脂成形圧でも安定した樹脂成形が可能な信頼性の高い樹脂封止装置を提供する。
【解決手段】本発明の樹脂封止装置は、ワークを樹脂封止する樹脂封止装置100であって、ワークを一方側から押さえる一方金型(上型12)と、ワークを他方側から押さえる他方金型(下型22)と、一方金型及び他方金型でワークをクランプしてワークを樹脂封止する際に、溶融した樹脂を圧送するプランジャ23と、一方金型又は他方金型のいずれかの金型に設けられたポット21に沿ってプランジャ23を摺動可能に構成されたトランスファ機構(マルチトランスファユニット24)と、トランスファ機構によりプランジャ23に加えられる樹脂成形圧を測定するロードセル30と、ロードセル30で測定された樹脂成形圧に第1の所定圧力αを加えて増幅するロードセルアンプ56とを有する。
(もっと読む)
射出成形方法
【課題】インラインスクリュー型の射出成形装置を用い、ペレット等の粉体状材料と、粉体状材料とを十分に混ぜないまま加熱シリンダに直接供給しても、品質の安定した成形品が得られるようにする。
【解決手段】射出成形装置の加熱シリンダ13の先端部に圧力センサ27を組み込む。計量工程中に、投入口28に連なるホッパー40に、定量フィーダ52,54から粒体状のバイオマス樹脂45と粉体状の添加剤46とを少量ずつ供給する。投入口28直下では、加熱シリンダ内の空間に隙間を残しつつ材料が時間的に分散して供給される。コントローラ25は、圧力センサ27で検知した圧力値に基づいてスクリュー14の後退力PJを算出し、これに係数K(1.2〜2.0)を乗じた力がスクリュー14に加わる前進力PHとなるように駆動装置18を制御する。
(もっと読む)
ポリカーボネート樹脂成形品の製造方法
【課題】高硬度であり、色調、耐衝撃性に優れたポリカーボネート樹脂成形品の製造方法を提供する。
【解決手段】ポリカーボネート樹脂(a)と、該ポリカーボネート樹脂(a)とは異なる構造単位を有し、ISO 15184で規定される鉛筆硬度が該ポリカーボネート樹脂(a)の鉛筆硬度より低いポリカーボネート樹脂(b)とを、重量比で1:99〜45:55の範囲で含有するポリカーボネート樹脂組成物を、成形時における射出成形機の金型温度70℃以上120℃以下で射出成形するポリカーボネート樹脂成形品の製造方法。
(もっと読む)
樹脂成形品の成形方法
【課題】基板部の裏面にリブが形成される樹脂成形品の前記基板部における表面側のリブ根元近傍に発生するひけを、コストを上昇させることなく抑制できること。
【解決手段】固定型11に対して移動可能な可動型12と前記固定型11との間に形成されたキャビティ14内に樹脂材料を充填して、天板3の裏面3Bにリブ4が形成される樹脂成形品2を成形する樹脂成形品の成形方法であって、キャビティ14内に、発泡剤を添加した樹脂材料を溶融状態で充填し、その後、可動型12の位置を保持し且つキャビティ14内を略大気圧に保持した状態で、溶融樹脂1を冷却して樹脂成形品2を成形するものである。
(もっと読む)
成形機、及び射出制御方法
【課題】射出工程中の不具合の抑制を図ることができる成形機を提供する。
【解決手段】一つの実施形態に係る成形機1は、固定金型11が取り付けられる固定盤3と、移動金型12が取り付けられる移動盤4と、移動盤4を進退させ、移動金型12と固定金型11との型締を行う型締駆動機構6と、前記型締の状態に関する情報を検出する検出部31と、射出装置7と、射出工程中に検出部31からの情報を監視し、前記情報から得られた数値により射出装置7の射出圧力を抑制するように制御する制御手段8とを具備する。
(もっと読む)
射出成形方法
【課題】複数の発泡成形部材を異なる発泡倍率で同時に成形することのできる射出成形方法を提供する。
【解決手段】各キャビティ46,48を形成する金型56と、各キャビティ46,48に樹脂を誘導するホットランナー58と、ホットランナー58の各ゲート58b,58cをそれぞれ開閉する各ゲートバルブ60,61と、第1キャビティ46における樹脂の射出圧力を検出する樹脂圧センサ67と、両ゲートバルブ60,61の開閉を制御する制御装置70とを備える射出成形装置50を用いる。樹脂の射出充填時において、制御装置70は、樹脂圧センサ67が検出する第1キャビティ46の樹脂の射出圧力が規定圧力に達したときに、第1ゲートバルブ60を閉じて第1キャビティ46の樹脂に対する保圧の印加を制限する。
(もっと読む)
成形条件の設定方法
【課題】充填速度および保圧の応答度合いの選択肢を広げることで応答特性を最適化できると共にその選択作業を容易にする成形条件の設定方法を提供する。
【解決手段】射出充填の開始から終了までを1以上の区間に分割し、各区間に対して射出充填の速度と射出充填の圧力のうちいずれか一方を設定することで、成形条件を1段以上の階段状に設定し、前記1以上の区間のうち少なくとも一つの区間について、当該区間に設定した射出充填の速度又は射出充填の圧力となるまで射出軸の駆動を制御するための応答区間を設定すると共に当該応答区間における成形条件を、曲り度合いが異なる2種類以上の関数から選択する。
(もっと読む)
液晶高分子成形体及びその製造方法
【課題】ウエルド部の強度が高く、表面性も良好な液晶高分子成形体の提供。
【解決手段】球形フィラーを含有する液晶高分子組成物を射出成形して、ウエルド部12を有する液晶高分子成形体1を製造する方法であって、前記球形フィラーの中心粒径が60μm以下であり、20≦[前記ウエルド部の厚みT1/前記球形フィラーの中心粒径]≦55の関係を満たすように成形することを特徴とする液晶高分子成形体の製造方法;かかる製造方法で得られたことを特徴とする液晶高分子成形体。
(もっと読む)
射出成形方法、射出成形品及び射出成形用金型装置
【課題】 射出成形によって、従来技術にはない新しい風合いの意匠面を有した成形品を成形する。
【解決手段】 本発明の射出成形方法によれば、金型装置の中に、意匠面側の金型キャビティ面の温度が反意匠面側の金型キャビティ面の温度より高くなる高転写領域と、反意匠面側の金型キャビティ面の温度が意匠面側の金型キャビティ面の温度より高くなる非高転写領域とを形成して、金型キャビティ内に射出充填した樹脂の圧力が、射出完了後、1秒から7秒までの時間範囲内で、0Paとなるように成形する。
本発明は前述の方法によって、意匠面に金型キャビティ面が強く密着して高転写する領域と、密着しないことによって高転写しない領域を、同時に形成して、部分的に異なる風合い有する意匠面を備えた成形品を形成することができる。
(もっと読む)
射出装置と成形機および射出装置の制御方法
【課題】一方のボールねじ側に設けた力検出器と他方のボールねじ側に設けたダミー部材とを有する射出装置において、射出圧力等を正確に制御可能な射出装置を提供する。
【解決手段】射出装置13は、射出部の一例であるバレル41を支持する固定側フレーム40と、押出し部材の一例であるスクリュー42を回転可能に支持する移動側フレーム43と、一対のボールねじと、これらボールねじを回転させるサーボモータを有する射出用駆動機構とを備えている。第1のボールねじと移動側フレーム43との間に、ロードセル等の力検出器が設けられている。第2のボールねじと移動側フレーム43との間にダミー部材81が設けられている。制御部14は、力検出器の出力に基いて第1の射出用駆動機構を制御するとともに、力検出器の出力と、力検出器およびダミー部材81のそれぞれのばね定数を考慮した演算とに基いて、第2の射出用駆動機構を制御する。
(もっと読む)
射出成形方法
【課題】 製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法及び射出成形用金型を提供する。
【解決手段】 本発明によれば、意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定することによって、意匠面側の金型キャビティ面が、反意匠面側の金型キャビティ面より、樹脂が密着しやすい状況にする。そして、樹脂の射出完了後に型締力を低下させて、短時間で金型内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂を短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。なお、前述の射出完了後に反意匠面側の金型キャビティ面にガスを注入すれば、前述の発明の効果が更に高まる。
(もっと読む)
電子部品実装部品
【課題】樹脂封止された電子部品の生産性を高めるために熱可塑性樹脂を使用しつつ、且つ熱可塑性樹脂を使用することにより生じる、封止樹脂の固化収縮による問題を抑制する。
【解決手段】樹脂封止の材料として、発泡熱可塑性樹脂を使用し、且つ封止樹脂部の基板に垂直な断面の外周形状が円弧状になるように設計する。上記円弧状は、略真円の円弧状であることが好ましい。また、封止樹脂部の表面は、略真球面であることが好ましい。そして、発泡熱可塑性樹脂は、低融点且つ高流動のポリブチレンテレフタレート樹脂を主成分とすることが好ましい。
(もっと読む)
薄肉成形品の成形方法
【課題】中型以上の液晶用の導光板を薄肉で成形することができる薄肉成形品の成形方法を提供する。
【解決手段】
加熱シリンダ(5)とスクリュ(6)とからなる射出装置(2)を使用して成形する。最初に金型(20、21)を所定量開いた状態にしてスクリュ(6)を軸方向に駆動してキャビティに溶融樹脂を射出する。そして金型(20、21)を型締めして射出された溶融樹脂を圧縮する。この圧縮の実施中に、所定時間だけスクリュ(6)を後退させてキャビティ内の溶融樹脂の樹脂圧を低下させる。その後スクリュ(6)に軸方向の駆動力をかけて溶融樹脂に所定の樹脂圧を印加する保圧を実施する。保圧におけるスクリュ(6)の駆動は、速度制御を実施し、その後圧力制御に切り換えるようにしてもよい。
(もっと読む)
片落レデューサの製造方法
【課題】材料の無駄が少なく、製造コストが低廉で、強度的にも優れた均一な片落レデューサを製造する。
【解決手段】本発明の片落レデューサの製造方法は、成形体を形成するように雄型と雌型とを配置する工程と、雄型と雌型とのキャビティに、硬質ポリ塩化ビニル樹脂を射出する工程と、硬質ポリ塩化ビニル樹脂を固化することにより筒状体を成形する工程と、雄型と雌型とを除去する工程と、成形後の筒状体を開口部の中心線に垂直な方向に切断する工程とを備える。
(もっと読む)
プラスチックレンズの製造方法、及び射出成形装置
【課題】射出成形法によってプラスチックレンズを製造するに際し、成形品への異物混入の原因となる微粒子成分が原料樹脂中に含まれていても、成形されたプラスチックレンズに当該微粒子成分に起因する異物の混入を抑制することができるプラスチックレンズの製造方法、及びそのようなプラスチックレンズの製造方法に好適に利用できる射出成形装置方法を提供する。
【解決手段】投入された原料樹脂を溶融、混練して、先端部に形成されたノズル85から射出する加熱シリンダ82に、ノズル85を加熱するノズルヒーターHnと、加熱シリンダ82の胴体部を加熱する複数のヒーターH1,H2,H3,H4とを、それぞれ独立して温度制御できるように取り付け、加熱シリンダ82内を移動する初期の段階にある原料樹脂を加熱するヒーターH3の加熱温度が最も高い温度となり、かつ、ノズルヒーターHnの加熱温度が最も低い温度となるように温度制御する。
(もっと読む)
可塑化装置
【課題】より簡易に且つ迅速に、樹脂の状態を把握可能な可塑化装置を提供すること。
【解決手段】シリンダ2内に樹脂を供給するフィーダ4と、シリンダ2内を軸方向に移動するスクリュ3とを有する可塑化装置100は、シリンダ2内の所定位置に設置されたシリンダ圧センサ6と、シリンダ圧センサ6の検出値に基づいて、計量工程の際に圧力が上昇し始める位置を推定する圧力上昇点推定部11と、を備える。
(もっと読む)
1 - 20 / 160
[ Back to top ]