
Fターム[4F206AR06]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 温度、熱量 (683)
Fターム[4F206AR06]に分類される特許
1 - 20 / 683
炭素繊維強化成形品の製造方法および炭素繊維強化成形品
フィルムインサート成形品の融解損傷予測方法
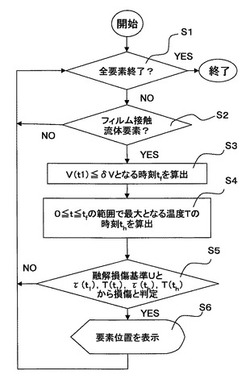
【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
成形機の制御装置と制御方法

【課題】操作表示部にアラーム画面が表示されたときに、アラームコメントに応じて成形条件の設定値等を変更できる成形機の制御装置を提供する。
【解決手段】制御装置13を有する成形機に、各種アラームコメントごとに複数の分類項目を有する診断コードグループリスト85と、各種成形条件ごとに複数の分類項目を有する成形条件グループリスト92とが格納されている。タッチパネル14aに表示されたアラーム画面中の設定ボタンを操作すると、診断コードに対応した診断コードグループリスト85が呼び出される。呼び出された診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の各分類項目とが順次照合され、両者が互いに一致したとき、その分類項目が含まれる成形条件グループリスト92を有する成形条件の情報が設定値一覧画面60に加わる。設定値一覧画面60に表示された成形条件のうちいずれかの成形条件が選択されると、設定値を変更可能な設定画面70が表示される。
(もっと読む)
成形機における射出装置
【目的】投入した大量のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口を備えたシリンダー1と、スクリュー3と、駆動手段4と、器本体部21に錐体状の通路で且つ流入側大開口22aから流出側小開口22bに連通する多数の溶融孔22が形成されてなる溶融器2と、シリンダー1の射出側に設けられた出口部材8と、溶融器2を加熱する加熱手段6とからなること。溶融器2はスクリュー3と出口部材8との間に配置されると共に溶融孔器2の流入側大開口22a側の面をスクリュー3の先端と対面する流流入側面部21aとし、流入側面部21aと反対側で出口部材8と対面する面を流出側面部21bとし、且つスクリュー3の先端面の形状は、溶融器2の流入側面部21aと同一形状としてなること。
(もっと読む)
成形機の冷却システム
【課題】冷却システムの消費電力を低減して、省エネルギー化を図る。
【解決手段】冷却水Mを所定の温度に調整して成形機の金型等の被冷却部2に供給する冷却システムに於て、該冷却水を貯留する冷却水タンクと、該冷却水を冷却する冷媒・水熱交換器と、水冷式コンデンサーコイルとを、有するチラーユニットCと、該チラーユニットの該水冷式コンデンサーコイルへ、未冷却状態の40℃〜50℃の中温水Wを供給する中温水供給機Aとを、備えている。
(もっと読む)
射出成形機における熱可塑性樹脂の温度制御方法
【課題】射出成形機の通常の稼動を一時的に停止して加熱シリンダ内に有する熱可塑性樹脂の保温制御をする際、当該樹脂に炭化物が発生しないようにして保温制御することができる、射出成形機における熱可塑性樹脂の温度制御方法を提供する。
【解決手段】射出成形機で成形体を成形する通常の稼動から保温制御に切替えられた際、加熱シリンダ1内に有する熱可塑性樹脂が急激な降温により炭化しないようにするため、射出成形機の通常の稼動中に温度にばらつきのあった複数の加熱ヒータ3a,3b,3c,3d,3eを、炭化の発生することのない保温限界温度t2まで所定時間(n×T)をかけて降温し、降温された各加熱ヒータ3a,3b,3c,3d,3eの温度を一定になるよう制御する。これにより、加熱シリンダ1内に有する熱可塑性樹脂に炭化物が発生することを防止することが可能となる。
(もっと読む)
樹脂成形品の成形方法
【課題】樹脂成形品を金型を用いて成形する際に、硬化収縮性を有する樹脂組成物であっても、硬化収縮により発生する表面ヒケを防止するとともに、金型からの脱型が良好な樹脂成形品の成形方法を提供すること。
【解決手段】金型を用いて成形する樹脂成形品の成形方法であって、樹脂成分100質量部に対して0.05〜0.8質量部のシランカップリング剤を、樹脂成分と直接混合することにより配合した樹脂組成物を金型に供給して成形することを特徴とする。
(もっと読む)
射出成形型
【課題】本発明は、1つの母型で形状・体積の異なる複数の成形品を同時に成形する場合に、複数のユニット型を平行に配置して異なる温度に設定した場合でも各ユニット型に均等に型締力がかかるようにすることができ、形状・体積が異なる複数の成形品を母型とユニット型からなる1つの成形型で成形することができる射出成形型を提供することである。
【解決手段】成形品キャビティを持つ第1のユニット型2および第2のユニット型3と、前記ユニット型2,3を収納するスペースを持つ母型1から成る射出成形型のうち、前記ユニット型2,3同士が接する面および前記ユニット型2,3と前記母型1が接する面に断熱手段5を設けた射出成形型であって、前記ユニット型2,3と母型1が接する面のうち前記成形型の型締方向に垂直な面の少なくとも1つに熱による前記ユニット型2,3の型締方向への伸びによる変形を打ち消す変形打ち消し機構14をもつ。
(もっと読む)
樹脂封止装置と樹脂封止装置の制御方法
【課題】待機時の消費電力、特に、金型ヒータの消費電力を削減できる樹脂封止装置と樹脂封止装置の制御方法を提供する。
【解決手段】金型ヒータ23を有する金型22と、金型22に基板3を供給する材料供給ユニット10と、材料供給ユニット10の基板3を金型22に搬入すると共に、金型22から成形された基板3を搬出する搬送ユニット36と、生産を中断中の金型22の待機時間中に、金型ヒータ23をオフにした後、待機時間の経過前に金型22が所定温度に達すように金型ヒータ23をオンする制御手段51,54とを備えた樹脂封止装置1において、制御手段51,54は、生産を中断中の金型22の待機時間から金型22の昇温時間を差し引いた金型ヒータ23の加熱待機時間の経過後に、金型ヒータ23をオンする。
(もっと読む)
薄膜を有する成形品の製造方法および製造装置
【課題】射出成形機と成膜装置のそれぞれを高い稼働率で稼動させて、高均質の薄膜を有する成形品を安価に製造する製造方法を提供する。
【解決手段】射出成形機(4)で成形した成形品(1)を第1の搬送装置(14)によってテンポラリーステージ(12)に搬送する。射出成形工程を繰り返してテンポラリーステージ(12)では射出成形工程の複数回に相当する成形品(1)をプールする。第2の搬送装置(15)はテンポラリーステージ(12)上にプールされている全成形品(1)を一括で成膜装置(5)に搬送する。成膜装置(5)において成形品(1)を成膜し、第3の搬送装置(16)によって成形品(1)を外部に搬送する。成膜工程の実施中に、引き続き射出成形工程を実施する。
(もっと読む)
温調配管付きアダプタプレートを備えた射出成形機
【課題】型盤に金型を取付ける際に用いられるアダプタと型盤との結合領域が前記金型のアダプタへの取付け面より小さい面積とし、かつ、少なくとも前記結合領域内に温度調節用媒体の配管を設けることによって、金型の熱が型盤に伝達する箇所である結合領域内を温度調節することができ、これによって、金型の温度分布を均一にすることができる射出成形機を提供すること。
【解決手段】型盤(固定盤11,可動盤12)に金型(31a,31b)を取付けるためのアダプタプレート30(30a,30b)を有する射出成形機において、アダプタプレート30は、前記型盤に取付ける面と前記金型に取付ける面を有し、前記型盤に取付ける面に前記金型の取付け面の面積より小さい面積の結合部32(32a,32b)を有し、少なくとも前記結合部32が備わった領域に対応する前記アダプタプレート30内に配管33を有する射出成形機。
(もっと読む)
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】本発明は、耐擦傷性、例えば、軍手等の擦れ傷が発生し難く、耐薬品性、例えば、日焼け防止に用いるローション、ハンドクリームが付着したまま高温下で長時間曝されてもアクリル樹脂フィルム表面が荒れることなく、また、深絞り形状の成形品に成形した場合フィルム表面に割れが発生することがなく、表面硬度を備えた熱成形用フィルム及びその積層成形品を提供する。
【解決手段】末端基にイソシアネート基と反応可能な活性水素を有する変性ポリオルガノシロキサン(E)と無機微粒子(F)を有し、特定量の水酸基価とカルボン酸無水物基を含有するビニル系重合体(A)とポリイソシアネート化合物(B)の硬化性樹脂組成物を熱成形用フィルムに積層すると、耐薬品性、熱成形性および優れた耐擦傷性も奏する硬化性樹脂組成物を、熱成形用フィルムの片面に最外層として厚さ1〜20μmに積層した熱成形用樹脂フィルム。
(もっと読む)
樹脂成形品の製造方法
【課題】優れた耐薬品性を有し、且つ歩留まりを向上させることができる樹脂成形品の製造方法の提供。
【解決手段】帯状の第1面11、第2面12及び突出部20、21を有し、熱可塑性樹脂組成物からなる樹脂成形品100の射出成形法による製造方法であって、金型キャビティ内に溶融した該熱可塑性樹脂組成物を充填する工程と、該熱可塑性樹脂組成物を該金型キャビティ内で冷却時間t1、冷却温度T1で冷却し、粗樹脂成形体を得る工程と、該粗樹脂成形体を液体冷媒中で冷却時間t2、冷却温度T2にて冷却し、樹脂成形体を得る工程と、該樹脂成形体を乾燥し該樹脂成形品を得る工程とを含み、該熱可塑性樹脂組成物がポリカーボネート樹脂及び、ポリエステル樹脂又はスチレン系樹脂を含む複合樹脂組成物からなり、t1、T1、t2及びT2が、下記(1)及び(2)の条件を満たす樹脂成形品の製造方法。(1)T1−T2=20〜70[℃](2)t1<t2
(もっと読む)
インサート成形方法、および射出成形機
【課題】簡単な構成で、寸法精度が良好な製品を成形することができるインサート成形方法と、インサート成形に使用する射出成形機とを提供する。
【解決手段】射出成形機は、インサート部品Wがセットされる金型1と、型閉じされた金型1のキャビティ3内に成形材料を射出充填する射出装置2とを備えてなるものであって、インサート部品Wがセットされてから成形材料pを射出充填するまでの間に金型1をインサート部品Wとともに所定温度に加熱する加熱手段4と、成形材料pが射出充填されてからインサート成形された成形品Pを取り出すまでの間に、金型1を所定温度に冷却する冷却手段5とが設けられている。金型1は、インサート部品Wがセットされこのインサート部品Wとともに加熱される入子型10と、この入子型10を保持する母型11とにより構成されている。
(もっと読む)
光半導体素子搭載用基板及びその製造方法、並びに光半導体装置
【課題】成形の工程の簡略化を可能にする熱硬化性樹脂組成物を用いた光半導体素子搭載用基板及びその製造方法、並びに、光半導体装置を提供すること。
【解決手段】底面及び内周側面から構成される凹部を有するとともに該内周側面を形成する樹脂成形品を有し、該底面が光半導体素子搭載領域である光半導体素子搭載用基板であって、前記樹脂成形品は、エポキシ樹脂及び硬化剤を含有する熱硬化性樹脂組成物から形成することができ、当該熱硬化性樹脂組成物を金型温度180℃、硬化時間90秒の条件でトランスファー成形して得られる硬化物の硬化度が、150℃、3時間の加熱によって更にアフターキュアされた後の当該硬化物と実質的に同等である、光半導体素子搭載用基板。
(もっと読む)
成形装置
【課題】成形サイクルを短縮しつつも、簡素な構成を用いて優れた外観品質の光学部品を安定して成形できる成形装置を提供する。
【解決手段】断熱層52c、42cにより、型空間CVからコア型52,42への熱伝導が抑制されるので、溶融樹脂の温度が保たれ、コア型52,42の転写面形状を精度良く転写できる。又、高熱伝導母材52d、42dにより速やかに熱を分散させることで、溶融樹脂の熱がこもって局所的な偏りが生じることが抑制され、温度の不均一性を解消できる。
(もっと読む)
フェノール樹脂成形材料および摺動部品
【課題】摩耗特性及び機械的強度を高いレベルでバランスし、且つ耐水性に優れるフェノール樹脂成形材料を提供する。
【解決手段】(A)アルキルベンゼン変性ノボラック型フェノール樹脂を含むノボラック型フェノール樹脂、(B)レゾール型フェノール樹脂、(C)ヘキサメチレンテトラミン、(D)黒鉛、(E)繊維状のフィラーを含有するフェノール樹脂成形材料であって、前記成形材料全体に対する各成分の含有量が、(A)〜(C)成分の合計が30〜40重量%、(D)成分が30〜50重量%、(E)成分が5〜20重量%である。
(もっと読む)
射出成形機
【課題】保温中の消費電力を更に低減させる射出成形機を提供すること。
【解決手段】本発明に係る射出成形機は、複数のバンドヒータ30〜34によって加熱される加熱シリンダ1を備える射出成形機であって、保温中における、複数のバンドヒータ30〜34のそれぞれに対する電力供給の有無を個別に設定可能とする。また、本発明に係る射出成形機は、複数のバンドヒータ30〜34のそれぞれに対する電力供給の有無を、成形中と保温中とで個別に設定可能とする。
(もっと読む)
射出成形された多層グレージング
【課題】溶融ポリマー材料の射出後および冷却後に、その結果得られる多層パネルが、適切な従来の安全グレージングのいずれの用途においても使用されうる安全パネルとして機能するように配置される、2つの剛性基板の間に、ポリマー中間層を直接形成するために、射出成形を使用することを対象とする。
【解決手段】方法は、安全グレージングにおいて通常見られる、グレージング基板の比較的狭い空間へのポリマーの射出を容易にするために、比較的低分子量のポリマー、多数の射出点、鋳型の圧縮および/または加熱された基板を利用する。
(もっと読む)
射出成形機のパージ廃材排出装置
【課題】パージ廃材を受け取る容器が満杯になる前に、パージ廃材を容器から廃棄することが可能な射出成形機のパージ廃材排出装置を提供する
【解決手段】射出成形機10は、パージ作業を行った際に射出装置18のシリンダ24のノズル26の先端から射出されるパージ廃材40を受け取る容器30、容器30に受け取られたシリンダ24のノズルから射出されたパージ廃材の質量または体積を計量する計量部32、容器30をシリンダ24のノズル26から射出されたパージ廃材40を受け取る位置と射出成形機10の外に位置するパージ廃材40が廃棄される位置との間を往復移動させる容器移動用アクチュエータ34、容器30に収容されたパージ廃材40を廃棄するために、パージ廃材を受け取る容器30からパージ廃材40を押し出すパージ廃材廃棄用アクチュエータ36を備え、射出成形機10の制御装置をパージ廃材排出装置の制御装置として用いる
(もっと読む)
1 - 20 / 683
[ Back to top ]