
Fターム[4F206AR08]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 速度 (333)
Fターム[4F206AR08]の下位に属するFターム
回転速度(←回転数) (98)
加速度 (16)
Fターム[4F206AR08]に分類される特許
1 - 20 / 219
射出成形機の制御装置
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
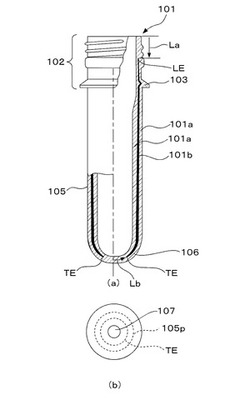
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
フィルムインサート成形品の融解損傷予測方法

【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
成形機の制御装置と制御方法
【課題】操作表示部にアラーム画面が表示されたときに、アラームコメントに応じて成形条件の設定値等を変更できる成形機の制御装置を提供する。
【解決手段】制御装置13を有する成形機に、各種アラームコメントごとに複数の分類項目を有する診断コードグループリスト85と、各種成形条件ごとに複数の分類項目を有する成形条件グループリスト92とが格納されている。タッチパネル14aに表示されたアラーム画面中の設定ボタンを操作すると、診断コードに対応した診断コードグループリスト85が呼び出される。呼び出された診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の各分類項目とが順次照合され、両者が互いに一致したとき、その分類項目が含まれる成形条件グループリスト92を有する成形条件の情報が設定値一覧画面60に加わる。設定値一覧画面60に表示された成形条件のうちいずれかの成形条件が選択されると、設定値を変更可能な設定画面70が表示される。
(もっと読む)
射出成形機におけるバルブピンの速度制御装置及びバルブピンの速度制御方法
【課題】 射出成形機の、バルブゲートを開閉するバルブピンの高速作動において、ゲート閉塞時のバルブピンの低速化を意図してゲート損傷を無くすようにした射出成形機におけるバルブピンの速度制御装置及びバルブピンの速度制御方法の提供。
【解決手段】 射出操作の都度、ゲート2を開閉するバルブピン3の頭部に有するピストン4をシリンダー5内で作動流体により往復動させてゲート2と通ずるキャビティ内の溶融樹脂を閉塞して冷却固化させて成形できるようにした射出成形機において、前記ピストン4のゲート2側に向う作動流体の作動面4aと、この作動面4aと相対向するシリンダー5の作動流体の流通路との間に設けた作動流体の排出量減少調節機構Aによりシリンダー5の流通路よりの流通量をバルブピン3の先端がゲート開口部に係入前より減少させてバルブピン3のゲート係入速度を遅延させるようにして成ることを特徴とするバルブピンの速度制御装置。
(もっと読む)
射出装置
【課題】簡単かつ安価な構成で高速工程での射出速度を速めることができる射出装置を提供すること。
【解決手段】射出装置には、アキュムレータの油圧による高速工程用シリンダ40の第2ロッド40fの移動を規制する連結状態と、該連結状態を解除して油圧によって第2ロッド40fを移動可能とする非連結状態とを取り得る連結機構Rが設けられている。この連結機構Rは、第2ロッド40fの軸Lと直角の関係にある第1回転軸G1を有し、かつ第2ロッド40fに回転可能に支持され、第1当接面52aを有する第1連結部材52を備える。また、連結機構Rは、第1当接面52aに面接触する第2当接面53aを有する第2連結部材53と、第2連結部材53を、第2回転軸G2を軸として回転させるモータM3と、を備える。
(もっと読む)
射出装置
【課題】射出シリンダを減速させるタイミングに到達した後からの応答性を向上させることができる射出装置を提供すること。
【解決手段】射出装置において、射出シリンダ17の第2室17fにはアキュムレータ22が接続されるとともに、射出装置には射出シリンダ17を減速させる減速機構Gが設けられている。減速機構Gは、射出シリンダ17の第2ロッド17dと一体移動する作動部材41と、射出シリンダ17に対する作動油の排出用の流路に設けられるとともに、作動部材41の移動に連動して流路を可変に絞る絞り部材44と、を有する。
(もっと読む)
射出成形機の計量制御装置
【課題】比較的低い圧力で逆流防止弁を閉鎖し、高精度な計量を行うことが可能な射出成形機の計量制御装置を提供すること。
【解決手段】計量中にはスクリュを順方向に回転させながら、スクリュをあらかじめ設定された計量完了位置まで後退させ、計量終了後から射出開始までの間においてスクリュを逆回転させ、計量終了後から射出開始までの間において樹脂圧力が所定の圧縮圧力に到達するようにスクリュを前進させる予備射出を行い、前記予備射出は、スクリュ逆回転を開始した後にスクリュ前進を開始し、少なくとも前記予備射出がスクリュ前進を開始するまではスクリュ逆回転を継続することを特徴とする射出成形機の計量制御装置。
(もっと読む)
フェノール樹脂成形材料および摺動部品
【課題】摩耗特性及び機械的強度を高いレベルでバランスし、且つ耐水性に優れるフェノール樹脂成形材料を提供する。
【解決手段】(A)アルキルベンゼン変性ノボラック型フェノール樹脂を含むノボラック型フェノール樹脂、(B)レゾール型フェノール樹脂、(C)ヘキサメチレンテトラミン、(D)黒鉛、(E)繊維状のフィラーを含有するフェノール樹脂成形材料であって、前記成形材料全体に対する各成分の含有量が、(A)〜(C)成分の合計が30〜40重量%、(D)成分が30〜50重量%、(E)成分が5〜20重量%である。
(もっと読む)
ポリカーボネート樹脂成形品の製造方法
【課題】高硬度であり、色調、耐衝撃性に優れたポリカーボネート樹脂成形品の製造方法を提供する。
【解決手段】ポリカーボネート樹脂(a)と、該ポリカーボネート樹脂(a)とは異なる構造単位を有し、ISO 15184で規定される鉛筆硬度が該ポリカーボネート樹脂(a)の鉛筆硬度より低いポリカーボネート樹脂(b)とを、重量比で1:99〜45:55の範囲で含有するポリカーボネート樹脂組成物を、成形時における射出成形機の金型温度70℃以上120℃以下で射出成形するポリカーボネート樹脂成形品の製造方法。
(もっと読む)
射出装置
【課題】射出シリンダの高加速化を実現すること。
【解決手段】作動用シリンダ23のピストン23pを作動させることにより、ヘッド側室23hから作動油を押出す。その一方で、作動用シリンダ23のピストン23pの作動に合わせて収容シリンダ24のピストン24pを作動させ、収容シリンダ24のヘッド側室24hに作動油を流入させる。そして、作動用シリンダ23のピストン23pの動作速度が所望速度に到達したタイミングで、収容シリンダ24のピストン24pの作動を停止させる。
(もっと読む)
射出装置、射出成形機、及び、射出制御方法
【課題】計量後における計量サーボモータの回転トルクを低減することで不要な電力消費を防止し、機構系の負担を軽減すること。
【解決手段】金型30を開閉する型締装置20と、金型30内に材料を射出する射出装置40とを備え、射出装置40は、金型30内に材料を射出することができるスクリュ54と、スクリュ54を回転駆動するとともに最大限界回転トルクが可変である計量サーボモータ61と、計量サーボモータ61の最大限界回転トルクを、スクリュ54により材料を計量した後、スクリュ54を金型30方向に移動させて射出する前にゼロにする又はゼロに収束させる制御部70とを備えている。
(もっと読む)
射出成形機の型開閉速度の制御方法および装置
【課題】トグル式の射出成形機において、可動プラテンの速度の急激な切換りがないようにトグル機構のクロスヘッドを制御する射出成形機の型開閉速度の制御方法および装置を提供すること。
【解決手段】トグル式の型締機構を有する射出成形機において、クロスヘッドの位置に対応させてクロスヘッド速度を設定し、前記クロスヘッド速度と前記トグルリンクの速度増幅率に基づいてクロスヘッド位置毎の前記可動プラテンの速度を求め、前記求めた可動プラテン速度が予め設定された可動プラテン速度を超えるクロスヘッド位置の区間(区間B)を求め、前記求められた区間(区間B)において可動プラテン速度が前記予め設定された可動プラテン速度となるクロスヘッド速度を前記速度増幅率と前記設定された可動プラテン速度とに基づいてクロスヘッド位置毎に求めて、可動プラテンの型開閉動作を行うことを特徴とする射出成形機の型開閉速度の制御方法。
(もっと読む)
成形条件の設定方法
【課題】充填速度および保圧の応答度合いの選択肢を広げることで応答特性を最適化できると共にその選択作業を容易にする成形条件の設定方法を提供する。
【解決手段】射出充填の開始から終了までを1以上の区間に分割し、各区間に対して射出充填の速度と射出充填の圧力のうちいずれか一方を設定することで、成形条件を1段以上の階段状に設定し、前記1以上の区間のうち少なくとも一つの区間について、当該区間に設定した射出充填の速度又は射出充填の圧力となるまで射出軸の駆動を制御するための応答区間を設定すると共に当該応答区間における成形条件を、曲り度合いが異なる2種類以上の関数から選択する。
(もっと読む)
液晶高分子成形体
【課題】開口部を有し、ウエルド部の強度が高く、表面性も良好な液晶高分子成形体の提供。
【解決手段】球形フィラーを含有する液晶高分子組成物を射出成形して得られた、開口部11を有する成形体1であって、開口部11から外側へ向けて延びる、射出成形で生じたウエルド部12を有し、ウエルド部12は、開口部11における厚みT1が2.5mm以下であり、且つ成形体表面1aに沿って、厚みT1の2倍以上の長さL1を有することを特徴とする液晶高分子成形体。
(もっと読む)
射出成形装置および射出成形方法
【課題】
本発明は、ボイドとして残存する可能性が高い気泡を含んだ熱硬化樹脂がキャビティ内で加圧・硬化されることを抑制することができる、単純な構成の射出成形装置および射出成形方法を提供することを目的とする。
【解決手段】
本発明に係る射出成形装置10は、上型20および下型30と、樹脂が流入する流入口およびエアを排出する排出口を備え、上型20および下型30によって形成される所定形状の空間であるキャビティ40と、排出口から単位時間当たりに排出されたエアの排出量を計測して、計測値として出力する計測手段50と、流入口からキャビティ40内へ樹脂を流入させ、計測値が所定の値より小さくなった時、樹脂を計測値が所定の値より小さくなった時の流入速度よりも大きい所定の流入速度で流入させる樹脂流入手段60と、を備える。
(もっと読む)
高熱伝導性樹脂組成物の製造方法および成形体の製造方法
【課題】熱伝導率が高い高熱伝導性樹脂組成物が得られる製造方法を提供する。
【解決手段】本発明の高熱伝導性樹脂組成物の製造方法は、下記一般式(1)または(2)で示される繰り返し単位を主として有する熱可塑性液晶樹脂、または、前記熱可塑性液晶樹脂および無機充填剤を、上記熱可塑性液晶樹脂が等方相から液晶相への相転移を経る温度条件下にて混練する工程を含むことを特徴とする製造方法である。
−A1−x−A2−OCO(CH2)mCOO− ...(1)
−A1−x−A2−COO(CH2)mOCO− ...(2)
(式中、A1およびA2は、各々独立して芳香族基等、縮合芳香族基、脂環基、脂環式複素環基から選ばれる置換基を示す。xは、各々独立して直接結合等からなる群から選ばれる2価の置換基を示す。mは2〜20の整数を示す。)
(もっと読む)
高熱伝導性熱可塑性液晶樹脂および樹脂組成物の成形方法
【課題】 樹脂単体で熱伝導性に優れた熱可塑性液晶樹脂、またはこの熱可塑性液晶樹脂および無機充填剤を少なくとも含有する樹脂組成物の熱伝導性を一層高くすることができる成形方法を提供すること。
【解決手段】一定の構造を有し樹脂単体で熱伝導性に優れた熱可塑性液晶樹脂、またはこの熱可塑性液晶樹脂および無機充填剤を少なくとも含有する高熱伝導性樹脂組成物を射出成形する際に、シリンダー温度をTm〜Ti−15(℃)、金型温度90〜Tm−10(℃)、かつ射出速度を1×103〜6×104(sec−1)の条件下で射出成形することを特徴とする成形方法。
(もっと読む)
射出成形機
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
導光板の製造方法
【課題】機械的強度、転写性、光線透過率、熱安定性、成形性に優れた導光板の製造方法を提供する。
【解決手段】表面の一部に凹凸部が形成された金型のキャビティ内に溶融樹脂を射出して成形する導光板1の製造方法において、原料樹脂として、粘度平均分子量が13,000〜15,000で且つゲルパーミエションクロマトグラフィーにより測定したポリスチレン換算の重量平均分子量と数平均分子量との比Mw/Mnが1.5〜2.7である芳香族ポリカーボネート樹脂に安定剤および離型剤を配合して成る芳香族ポリカーボネート樹脂組成物を使用し、キャビティ内に溶融樹脂を射出する時の樹脂射出速度を300mm/sec以上の範囲に設定する導光板の製造方法。
(もっと読む)
1 - 20 / 219
[ Back to top ]