
Fターム[4F206AR13]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 形状(←表面粗さ、光沢等) (180)
Fターム[4F206AR13]に分類される特許
1 - 20 / 180
成形構造体の製造方法及び成形型
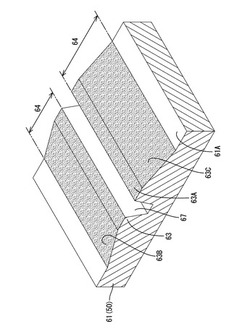
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
成形装置

【課題】ノズルタッチ時の金型の局所的変形を抑えて高精度の光ピックアップ用レンズその他の光学素子を形成することができる成形金型を提供すること。
【解決手段】ノズルタッチ部65aの密着面である楕円体状面S31bによってタッチ力をノズルタッチ部65a内に広く分散させることができるので、ノズルタッチ部65a周辺における第1金型41の局所的な変形を抑えることができる。これにより、第1金型41と第2金型42とによって成形されるレンズの偏芯を低減して、高精度のレンズ(具体的には光ピックアップ用の対物レンズ)を形成することができる。
(もっと読む)
成形装置
【課題】成形サイクルを短縮しつつも、簡素な構成を用いて優れた外観品質の光学部品を安定して成形できる成形装置を提供する。
【解決手段】断熱層52c、42cにより、型空間CVからコア型52,42への熱伝導が抑制されるので、溶融樹脂の温度が保たれ、コア型52,42の転写面形状を精度良く転写できる。又、高熱伝導母材52d、42dにより速やかに熱を分散させることで、溶融樹脂の熱がこもって局所的な偏りが生じることが抑制され、温度の不均一性を解消できる。
(もっと読む)
眼内観察用レンズ及びその製造方法
【課題】反射率を低減するのみならず、優れた防曇性が付与された眼内観察用レンズ及びその製造方法を提供する。
【解決手段】レンズ本体部と、角膜上に保持されるレンズ下面と、前記レンズ上面及び前記レンズ本体部を介して眼内を観察するためのレンズ上面とを有する眼内観察用レンズにおいて、前記眼内観察用レンズが疎水性ポリマーを含む高分子物質からなり、前記レンズ上面は疎水性を有し、かつ180nm以下のピッチの微細突起を有する。
(もっと読む)
導光板及び導光板の平面度を向上させる方法
【課題】薄く且つある程度の大きさを有しながら、厚みムラの小さい導光板を提供する。
【解決手段】本発明の導光板は、厚みが0.1mm以上1mm以下であり、画面サイズ(L)と厚み(T)との比(L/T)が70以上の平板状でありながら、レーザー顕微鏡を用いて導光板中心部分の凸部の高さを測定し完全充填されている場合の高さを転写率100%とした場合に、転写率が95%以上になる。本発明の導光板は、例えば、射出加速度制御部、最大射出速度制御部、減速度調整部、型締め力制御部を備える射出成形機を用いて製造することができる。
(もっと読む)
複写機内部部品
【課題】本発明の課題は、複写機部品に代表される、紙が成形品表面を通る部品として、耐熱性及び剛性に優れ、かつ室温から高温までの使用環境下において、トナー融着や紙こすれによる紙詰まりを起こさない表面平滑性、及び光沢性に優れた部品及び該成形品の製法を提供することを課題とする。
【解決手段】芳香族ポリエステル(A)10〜75質量部、スチレン系樹脂(B)90〜25質量部、(A)+(B)100質量部に対し、繊維状充填材(C)5〜50質量部、及びレーザー回折式粒度分布測定による体積基準メディアン径20μm以下の微細充填材(D)0.1〜30質量部を含む複写機内部部品であって、曲げ弾性率が5GPa以上、23℃における平均表面粗さRaが15μm未満かつ、120℃で2時間加熱した後の平均表面粗さRaが30μm未満である上記複写機内部部品。
(もっと読む)
複合体及びその製造方法
【課題】接着剤を用いずに金属とポリ乳酸樹脂とを一体化させた複合体及びその製造方法を提供する。
【解決手段】樹脂組成物4は、樹脂分としてポリ乳酸が主成分である。金属部品1と樹脂組成物4の複合体7を次の工程を含む方法で製造する。まず、金属部品1の表面を、数平均内径10〜80nmの凹部で覆われた表面とする表面処理工程。次に、前記表面処理工程がなされた金属部品1を射出成形金型2、3にインサートし、樹脂組成物4に結晶核剤を少なくとも有する添加剤を含有させた上で、インサートされた金属部品1に射出接合させる接合工程。
(もっと読む)
複合体及びその製造方法
【課題】接着剤を用いずにマグネシウム−リチウム合金と樹脂組成物とを一体化させた複合体及びその製造方法を提供する。
【解決手段】金属部品1と樹脂組成物4の複合体7を次の工程を含む方法で製造する。金属部品1の基材はマグネシウム−リチウム合金である。まず、金属部品1の表面を、数平均内径10〜80nmの凹部で覆われた表面とする表面処理工程。次に、前記表面処理工程がなされた金属部品1を射出成形金型2、3にインサートし、樹脂組成物4に結晶核剤を少なくとも有する添加剤を含有させた上で、インサートされた金属部品1に射出接合させる接合工程。
(もっと読む)
小剛性部材をインサートする成形方法
【課題】水様性便であっても一定量を容易、確実に採取できる、吸水性部材を備えた便採取具を製造する方法、およびそのような採便器具の提供。
【解決手段】吸水性部材25を予め金型に挿入し、次に熱可塑性樹脂を注入し、一体成形をおこなうインサート成形方法であって、ゲートから注入される該熱可塑性樹脂の流れ方向の制御、具体的にはゲートの形状及び設置位置を、挿入部材の形状及び位置に合わせて変えることによりおこない、該吸水性部材25の剛性が小さい場合にも、該樹脂の流動圧力による該部材の変形及び位置ずれを引き起こさない上記成形方法を用いて行う便採取具2の製造方法。
(もっと読む)
金型監視装置
【課題】動作異常が生じたときに当該射出成形機の運転を停止し、成形異常が生じたときに当該射出成形機の運転を続行することが可能な金型監視装置を提供する。
【解決手段】監視カメラと制御機構とを備え、制御機構に、型開動作完了後の成形エリア内に成形品が保持された状態の可動型の型面を撮像して得られた一次基準画像データ、および成形品突出動作完了後の成形エリアから成形品が離型された状態の可動型の型面を撮像して得られた二次基準画像データが予め記録され、制御機構において、射出成形機の自動運転中に、型開動作完了後の可動型の型面を撮像して一次監視画像データを取得し、一次監視画像データを一次基準画像データと比較し、一次監視画像データが一次基準画像データと一致するときに、射出成形機の運転を続行し、一次監視画像データが一次基準画像データと相違するときに、一次監視画像データを二次基準画像データと比較する。
(もっと読む)
シボを有する樹脂成形品の製造方法
【課題】成形金型の手直しや成形後の塗装を必要とせず、簡単に白ボケの発生しないシボを有する樹脂成形品を製造する。
【解決手段】本発明に係る樹脂成形品の製造方法は、所定表面にシボ2を設けた樹脂成形品1を射出成形で製造するに際し、シボ2を構成する凸部3の凹部4底面からの立ち上がり角度θ、および、シボ2の凹凸最大高さdに対する凹凸平均高さrの比と、シボ2に現れる白ボケの程度との相関をそれぞれ取得する相関取得工程と、相関取得工程で求めた相関に基づき、凸部3の凹部4底面からの立ち上がり角度θ、および、シボ2の凹凸最大高さdに対する凹凸平均高さrの比を、シボ2に白ボケが見られない範囲に設定する最適値設定工程と、最適値設定工程で設定したθ,R(=r/d)の値に基づきシボ2を設計するシボ設計工程とを備える。
(もっと読む)
金属合金を含む接着複合体とその製造方法
【課題】熱硬化性樹脂の金属合金類への射出接合を行って、熱硬化性樹脂成形物と金属合金形状物との組み合わせによる耐食性、耐候性、耐熱性に優れた複合体とする。
【解決手段】(1)1〜10μm周期で高低差がその周期の半分程度までの凹凸面,72とし、(2)凹部面の内壁面を10〜500nm周期、最も好ましくは50〜100nm周期の超微細凹凸面とし、(3)表面はセラミック質の硬質相の薄層で覆われたものにするNAT処理を行った金属合金片,61に1液性エポキシ接着剤、フェノール樹脂接着剤または不飽和ポリエステル樹脂系接着剤を塗布し、この接着剤塗布済み金属合金片を射出成形金型にインサートし、そこへ接着剤と同類の熱硬化性樹脂組成物を射出することにより、接着剤層を介在させて金属合金形状物と熱硬化性樹脂組成物とを一体化した複合体とする。
(もっと読む)
深絞り成形同時転写用二軸延伸ポリエテルフィルム
【課題】 深絞り成形性に優れ、光沢ムラの少ないマット調外観の成形品を得ることのできる深絞り用成形同時転写用二軸延伸ポリエテルフィルムを提供する。
【解決手段】 イソフタル酸単位を5〜25モル%含む共重合ポリエステルからなり、少なくとも一方の表面に平均粒子径2.0〜20μmの粒子を0.1〜10.0重量%含有する厚さ4.0〜20μmの粒子含有の共押出層を有することを特徴とする深絞り成形同時転写用二軸延伸ポリエテルフィルム。
(もっと読む)
医療用コネクター/シャフト組立体、或いはその製造方法
【課題】 本発明は、カテーテルシャフトとコネクター間の接合強度が高く、ガイドワイヤーのコネクターへの挿入性に優れる(易挿入性)医療用コネクター/シャフト組立体を提供することを目的とする。
【解決手段】 反応性官能基を含有するカテーテルシャフトに対し、その内腔に、該内腔の内径と略同一の外径を有する挿入部と、該挿入部に隣接し、少なくともその隣接部分に段差を有することなく挿入部に接続された突出部を有するコアピンを、その挿入部がカテーテルシャフトの内腔の近位部に挿入され、突出部がカテーテルシャフトの内腔の近位部から近位側に隣接して突出する態様で配置された状態で、ポリアミド系樹脂組成物をインサート成形して一体化したことを特徴とする医療用コネクター/シャフト組立体を提供した。
(もっと読む)
改良型の共射出成形
ステンレス鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体、およびその製造方法
【課題】ステンレス鋼板と熱可塑性樹脂組成物とが接合された複合体であって、熱可塑性樹脂組成物の密着性に優れた複合体を提供すること。
【解決手段】塩化第二鉄水溶液に酸化性化合物を溶解させた処理液にステンレス鋼板を浸漬して、ステンレス鋼板の表面に複数のピットを形成する。形成されたピットのうち60個数%以上のピットは、ピット開口部の径D2に対するピット内部の最大径D1の比率D1/D2が1.05以上である。また、浸漬処理前の鋼板表面の酸化皮膜の平均厚みD0に対する浸漬処理後の鋼板表面の酸化皮膜の平均厚みDtの比率Dt/D0は、1.1以上である。得られた粗面化ステンレス鋼板を射出成形金型に挿入し、熱可塑性樹脂組成物を射出成形金型内に射出して、複合体を製造する。
(もっと読む)
金属とポリアミド樹脂組成物の複合体及びその製造方法
【課題】金属との接合部分に関してはナイロン610を主体としつつ、樹脂成形品全体としてはナイロン610の使用量を低減させたポリアミド樹脂組成物と金属の複合体を提供する。
【解決手段】金属合金に表面処理を施してNATの3条件を満たすようにする。次いで金属合金を第1の射出成形金型にインサートし、ナイロン610を樹脂分の10〜100質量%含む第1のポリアミド樹脂組成物を射出し、第1の複合体を得る。第1の複合体を第2の射出成形金型にインサートし、ナイロン6、ナイロン66、及びナイロン12から選択される1種以上を樹脂分の90〜100質量%含む第2のポリアミド樹脂組成物を射出し、最終成形品を得る。
(もっと読む)
射出成形機
【課題】溶融樹脂を射出するための射出ノズルの供給孔の先端側内面に所定の粗さのガス抜き構造を形成することで、供給孔内にガスが滞留することを抑え、ガスが加圧されるのに伴い、樹脂が異常加熱して焦げなどの黒ずみが成形体に含有されることを防止することができる射出成形機を提供する。
【解決手段】供給孔15にD/2以上の寸法のランド長Lで、中心線平均粗さを12.5aとするガス抜き構造20を、断続的にならないよう実質的に連続して形成する。これにより、テーパ状などの先細り形状でガスが滞留し易いような供給孔15であったとしても、供給孔15内に樹脂と共に供給されるガスが射出ノズル12の先端から外部へ排出することができることから、供給孔15内で閉塞状態となってしまったガスが供給孔15内で圧縮(断熱圧縮)され自己発熱され、供給孔15内に有する樹脂が異常加熱より黒ずんで炭化することを抑止することができる。
(もっと読む)
光の反射防止効果を有する成型品
【課題】優れた光の反射防止効果を有する成型品を効率良く簡便に提供することにある。更に、優れた光の反射防止効果や優れた光の透過性能を有する光の反射防止効果を有する成型品に要求される表面形状と物性を見出し、かかる特定の表面形状と物性を有する光の反射防止効果を有する成型品を提供すること。
【解決手段】表面に微細形状を有する型を用い、該型が表面に有する微細形状を熱可塑性樹脂に熱転写し成型してなる成型品であって、その表面に平均高さ100nm以上1000nm以下の凸部又は平均深さ100nm以上1000nm以下の凹部を有し、その凸部又は凹部が、少なくともある一の方向に対し平均周期50nm以上400nm以下で存在していることを特徴とする成型品。
(もっと読む)
金属合金と熱硬化性樹脂の複合体及びその製造方法
【課題】金属合金と熱硬化性樹脂組成物の成形品を接着剤を介在することなく強固に接合する。
【解決手段】金属合金1に表面処理を施して、(1)RSmが0.8〜10μm、Rzが0.2〜5μmであるミクロンオーダーの粗度を生じさせ、(2)且つ、その粗度を有する面内に、5〜500nm周期の超微細凹凸を形成し、(3)且つ、表層を金属酸化物又は金属リン酸化物の薄層とする。次いで、その金属合金を射出成形金型にインサートする。インサートされた金属合金の表面に、湿式BMCを射出し、当該射出されたBMCが前記超微細凹凸に侵入した後に硬化することによって金属合金と当該湿式BMCの成形品4が接着剤を介在することなく接合される。これにより得られた複合体7のせん断破断力は20〜30MPaあり、極めて強固な接合を可能とした。
(もっと読む)
1 - 20 / 180
[ Back to top ]