
Fターム[4F206AR14]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 流量、容積 (173)
Fターム[4F206AR14]に分類される特許
1 - 20 / 173
プラスチックボトル成形用プリフォーム
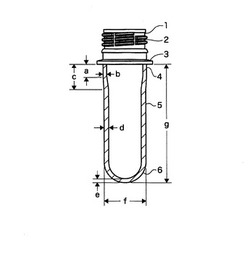
【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プラスチックボトル成形用プリフォーム

【課題】 樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。
樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
射出成形機、および射出成形機の設定支援装置
【課題】成形条件の設定を支援できる射出成形機および射出成形機の設定支援装置を提供すること。
【解決手段】加熱軟化された樹脂を収容する加熱シリンダ21と、加熱シリンダ21内を進退自在なスクリュ23とを備え、スクリュ23が前進することにより、樹脂が加熱シリンダ21から射出され金型装置50内のキャビティ55に供給される射出成形機10において、スクリュ23の前進速度の減速開始以降におけるキャビティ55内の樹脂の質量増加量ΔWおよび/または流動先端伸長量ΔLを樹脂の状態方程式に基づいて検出する検出部61を備える。
(もっと読む)
射出成形装置及び射出成形方法
【課題】1基の主射出機と複数基のサブ射出機を有する射出成形装置において、キャビティへの射出条件を均等にすることができる技術を提供することを課題とする。
【解決手段】プレート53Aが距離haだけ下がるとシリンダ46Aでの溶融樹脂59の圧力はP4になる。同様に、プレート53Bが距離hbだけ下がるとシリンダ46Bでの溶融樹脂59の圧力はP4になり、プレート53Cが距離hcだけ下がるとシリンダ46Cでの溶融樹脂59の圧力はP4になる。このようにして溶融樹脂予圧工程を実施することで、溶融樹脂59の圧力をP4に揃える。次に、ピストン47A、47B、47Cを予め定めた距離La〜Lcだけ前進させて、サブ射出工程を実施する。
【効果】複数のサブ射出機に係る樹脂通路の圧力が互いに同一になる上に、複数のサブ射出機からの各々適量の溶融樹脂が射出されるため、キャビティへの射出条件をより一層均等にすることができる。
(もっと読む)
射出成形方法
【課題】インラインスクリュー型の射出成形装置を用い、ペレット等の粉体状材料と、粉体状材料とを十分に混ぜないまま加熱シリンダに直接供給しても、品質の安定した成形品が得られるようにする。
【解決手段】射出成形装置の加熱シリンダ13の先端部に圧力センサ27を組み込む。計量工程中に、投入口28に連なるホッパー40に、定量フィーダ52,54から粒体状のバイオマス樹脂45と粉体状の添加剤46とを少量ずつ供給する。投入口28直下では、加熱シリンダ内の空間に隙間を残しつつ材料が時間的に分散して供給される。コントローラ25は、圧力センサ27で検知した圧力値に基づいてスクリュー14の後退力PJを算出し、これに係数K(1.2〜2.0)を乗じた力がスクリュー14に加わる前進力PHとなるように駆動装置18を制御する。
(もっと読む)
逐次射出成形プロセスにおけるポリマー材料の送出制御
【課題】逐次射出成形プロセスにおいてポリマー材料の送出を制御する方法と装置。
【解決手段】複数の金型キャビティ14a〜14iへ第1の材料の第1回ショットを同時に送出するステップと、第1回ショットの送出のステップ中に対応するキャビティ14a〜14iへ送出される材料の容積または流量を示す特性を、それぞれのキャビティ14a〜14iについて独自に検知するステップと、第1回ショットの送出中に対応するキャビティ14a〜14iについて検知された特性を示す信号を変数として使用するプログラムに従って、1個以上のキャビティ14a〜14iへ第1回ショットを送出するステップを独自に停止するステップと、および第1回ショットを送出するステップを停止するステップに引続いて、第2の材料の第2回ショットをキャビティ14a〜14iへ同時に送出するステップと、を有する方法を提供する。
(もっと読む)
射出成形方法及びこれに用いる射出成形用金型
【課題】金型内のエア・ガスに基づく成形不良を低減できる射出成形方法を提供する。
【解決手段】固定側金型30と可動側金型40とに板状の樹脂成形品3を成形するキャビティ21を形成し、そのキャビティ21に溶融樹脂を注入するゲート28を設け、そのゲート28から溶融樹脂を注入すると共に、その溶融樹脂をゲート28と対向したキャビティ21の末端部分21Pに流して板状の樹脂成形品3を成形する射出成形方法において、キャビティのゲートから末端部分21Pの途中の可動側金型40側のキャビティ21に、エア・ガス逃がし手段12を設け、エア・ガス逃がし手段12で、キャビティ21内を流れる溶融樹脂からエア・ガスを排出するものである。
(もっと読む)
射出成形装置および射出成形方法
【課題】
本発明は、ボイドとして残存する可能性が高い気泡を含んだ熱硬化樹脂がキャビティ内で加圧・硬化されることを抑制することができる、単純な構成の射出成形装置および射出成形方法を提供することを目的とする。
【解決手段】
本発明に係る射出成形装置10は、上型20および下型30と、樹脂が流入する流入口およびエアを排出する排出口を備え、上型20および下型30によって形成される所定形状の空間であるキャビティ40と、排出口から単位時間当たりに排出されたエアの排出量を計測して、計測値として出力する計測手段50と、流入口からキャビティ40内へ樹脂を流入させ、計測値が所定の値より小さくなった時、樹脂を計測値が所定の値より小さくなった時の流入速度よりも大きい所定の流入速度で流入させる樹脂流入手段60と、を備える。
(もっと読む)
金型および射出成形方法
【課題】外観が良好な樹脂成形物を成形できる金型及び射出成形方法を提供する。
【解決手段】固定金型10と、可動金型20とを備える金型である。金型は、第1のゲートと、固定金型10および可動金型20の間に亘って、成形空間30を貫通する状態に設けられた第1の突起部15および第2の突起部21と、第1の突起部15および第2の突起部21における成形空間30に臨む外周から、第1のゲートで射出され第1の突起部15および第2の突起部21により分流された溶融樹脂40が互いに会合する樹脂流会合位置72に溶融樹脂40を射出する第2のゲート60とを備え、第2のゲート60は、第1の突起部15および第2の突起部21の外面に周方向に沿ったスリット状に開口するフィルムゲート62を有する。
(もっと読む)
射出成形機及び射出成形機の制御方法
【課題】金型へ射出される射出材料の射出量の均一化を図ること。
【解決手段】本発明の射出成形機は、射出シリンダと、前記射出シリンダ内に配設された押圧部を備え、前記押圧部を移動することで前記射出シリンダ内の射出材料を前記射出シリンダから射出させる駆動手段と、前記駆動手段を制御して、射出時の圧力よりも低い圧力で前記押圧部により前記射出シリンダ内の射出材料を押圧させるプリプレッシャ制御を行う駆動制御手段と、前記押圧部の位置を検出する検出手段と、前記検出手段により検出された、前記プリプレッシャ制御により移動した前記押圧部の位置に基づき、射出量が規定量となるように成形条件を設定する設定手段と、を備えたことを特徴とする。
(もっと読む)
射出生成物製造方法及び射出生成物
【課題】好適な射出成形が可能な射出生成物製造方法及び射出生成物を提供する。
【解決手段】射出生成物製造方法は、金型の内部に設けられたキャビティ内に原料を注入する際における、基準温度プロファイルS予め設定し、射出生成物の製造時における、温度プロファイルを現状温度プロファイルXとして測定し、現状温度プロファイルXと基準温度プロファイルSとを比較し、両者の傾きが異なる場合に、現状温度プロファイルXの傾きを基準温度プロファイルSの傾きに近づくように金型内に設けられた流路を流れる熱媒体の流量を調整し、両者の温度が異なる場合に、現状温度プロファイルXの温度を基準温度プロファイルSの温度に近づくように流路を流れる熱媒体の温度を調整し、現状温度プロファイルXを基準温度プロファイルSの傾き及び温度に近い一定状態に保つことを特徴とする。
(もっと読む)
発泡成形装置及び発泡成形方法
【課題】カウンタープレッシャー法を採用した発泡成形において、発泡性樹脂の充填完了時等の所定の時期に、速やかにキャビティ内のガスを排出することにある。
【解決手段】発泡成形装置は、発泡性樹脂が射出されるキャビティを形成するための金型と、キャビティ内を加圧状態にするためにガスを圧入するためのガス圧入装置と、ガス圧入装置によりキャビティ内に圧入されたガスを大気に放出するために金型に形成されたガス放出口と、キャビティ内への発泡性樹脂の充填動作が行われている間はガス放出口を塞ぎ、設定されたガス放出時にガス放出口を開く放出口開閉機構と、を有する。
(もっと読む)
プラスチックレンズの製造方法、及び射出成形装置
【課題】射出成形法によってプラスチックレンズを製造するに際し、成形品への異物混入の原因となる微粒子成分が原料樹脂中に含まれていても、成形されたプラスチックレンズに当該微粒子成分に起因する異物の混入を抑制することができるプラスチックレンズの製造方法、及びそのようなプラスチックレンズの製造方法に好適に利用できる射出成形装置方法を提供する。
【解決手段】投入された原料樹脂を溶融、混練して、先端部に形成されたノズル85から射出する加熱シリンダ82に、ノズル85を加熱するノズルヒーターHnと、加熱シリンダ82の胴体部を加熱する複数のヒーターH1,H2,H3,H4とを、それぞれ独立して温度制御できるように取り付け、加熱シリンダ82内を移動する初期の段階にある原料樹脂を加熱するヒーターH3の加熱温度が最も高い温度となり、かつ、ノズルヒーターHnの加熱温度が最も低い温度となるように温度制御する。
(もっと読む)
遊星歯車装置用キャリアの射出成形用金型
【課題】射出成形後におけるキャリアの支持軸の倒れを矯正する別部品(環状プレート)
が不要となるように、射出成形に起因するキャリアの支持軸の倒れを抑えることができる
ようにした、遊星歯車装置用キャリアの射出成形用金型を提供する。
【解決手段】ピンポイントゲートから射出された溶融状態のプラスチックは、第2キャビ
ティ部に充填された後、第1キャビティ部内に充填される。この際、第2キャビティ部の
開口部から第1キャビティ部内に流出する溶融状態のプラスチックは、第2キャビティ部
の周囲に放射状に且つ均等に流出する。その結果、射出成形用金型2で射出成形された遊
星歯車装置用キャリアは、支持軸の倒れが抑えられる。そして、第2キャビティ部内に充
填された溶融状態のプラスチックは、第3キャビティ部内に流入する。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】ウエルド部の強度低下が少ない成形体を得ることができ、かつ、成形時の成形圧力を低くすることが可能な熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】キャビティを形成する第一の型及び第二の型を有し、この第一の型又は第二の型に、開閉機構を有するゲートが、複数個設けられている成形用金型を用いる熱可塑性樹脂成形体の製造方法であって、前記成形用金型を開放状態とし、複数のゲートを開放して前記キャビティ内へ溶融状の熱可塑性樹脂を供給する供給工程と、前記溶融状の熱可塑性樹脂を供給しながら前記成形用金型の型締めを行う型締め工程と、前記供給工程において、開放されている前記複数のゲートを、それぞれ異なるタイミングで閉じ、最後に閉じるゲートの閉鎖を、前記型締め工程完了後に行うゲート閉鎖工程とを有する熱可塑性樹脂成形体の製造方法。
(もっと読む)
表面シートを用いたインサート成形用金型及び成形物の製造方法
【課題】表面シートを用いた成形物表面の高い意匠性を保持することができる成形物、特に加飾成形物の製造に用いるインサート成形金型および成形物の製造方法を提供する。
【解決手段】金型の雌型1と雄型2の接触面に垂直な向きに、製品部に対置して施されたゲート5先端の樹脂注入口6からキャビティ10に続く樹脂流路である肉盛部用樹脂流路7の断面積が、ゲート5近傍から製品部にかけて漸増する形状を有し、前記樹脂流路7の体積と、該樹脂流路7の製品部側断面を底面として製品部厚みを高さとした柱の体積との和が、製品部13の全体積の4%以上となるようにしたインサート成形用金型及びその金型を使用して射出成形する加飾成形物の製造方法。
(もっと読む)
成形用金型及び該成形用金型を備えた成形装置
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、各キャビティ内に発生する加硫ガス等に起因した剥離や膨れといったゴム材料の成形不良を防止する。
【解決手段】外側キャビティ17に連通するエア排出流路を備えるとともに、ゴム注入流路を、内側及び外側キャビティ16,17にそれぞれゴム材料を導く内側及び外側注入流路部36,37に分岐させて、各注入流路部36,37の流路断面積を、外側キャビティ17へのゴム材料の充填速度が、内側キャビティ16へのゴム材料の充填速度以下になるように設定した。
(もっと読む)
樹脂供給量調節手段を有する射出成形機
【課題】スクリューの溝内の成形材料を検出するための特別の手段を必要とせず、さらには、樹脂材料の種類によらず、さらには計量回転速度の大小に影響されることなく、飢餓状態が一定の状態を保つように材料供給を行うことが可能な射出成形機を提供すること。
【解決手段】供給量指令値Fの初期値を設定し、射出・保圧工程を実行し、計量開始し(SA100〜SA103)、前サイクルにて計算した供給量指令値Fに基づいて樹脂を供給するが、最初の成形サイクルではステップSA100で設定した供給量指令値Fの初期値を用いる。計量開始時のスクリュー回転エンコーダ値C1を検出し記憶し、計量完了か否か判断し、計量完了の場合は、計量完了時のスクリュー回転エンコーダ値C2を検出し記憶し(SA104〜SA106)、計量中におけるスクリュー回転量ΔC(=C2−C1)を算出し、計量中におけるスクリュー回転量ΔCが目標値になるように、樹脂の供給量指令値Fを算出する(SA107,SA108)。
(もっと読む)
射出成形方法
【課題】成形材料、特に粉体を多く含む成形材料を直接投入成形法によって射出成形装置に直接投入した場合の詰まり、混練不足を解消する。
【解決手段】射出成形装置のシリンダ内に供給された成形材料をシリンダ14先端部に貯蔵すると共に、スクリュー16が計量設定位置まで後退した後にスクリューの回転を停止する射出成形方法において、計量工程では、背圧を所定値に設定しスクリュー回転数を50rpm以上300rpm以下の範囲の一定回転数に設定すると共に、スクリュー回転数の材料送り能力に合わせて成形材料を投入口から自重でシリンダ内に充満供給するノーマル供給方法での計量時間をSN秒とした場合に、シリンダ14内に供給する成形材料の供給速度を、SNの2倍秒以上180秒以下の計量時間になるように調整することを含み、これにより、計量時間をスクリューの回転数及び背圧設定値とは無関係に制御する。
(もっと読む)
高圧ガスの定量供給装置および定量供給方法
【課題】射出成形機などに短時間の間に金型に樹脂を注入する際などに、この金型に炭酸ガスを精度よく注入でき、しかも成形機側の圧力変動に伴う炭酸ガスの注入量の変動を抑えて、発泡成形機への炭酸ガスを安定に定量供給する。
【解決手段】第1バッファータンク1と、第2バッファータンク2と、第2バッファータンクの下流側に設けられた流量調整弁5と、第1バッファータンクと第2バッファータンクの第1バルブ6と、第2バッファータンクと流量調整弁の間の第3バルブ7と、第2バッファータンクと第3バルブの間のガス供給経路から分岐した分岐経路の第2バルブ9と、制御部を備え、この制御部は、発泡成形機3にガスを供給する状態では、第1バルブと第2バルブを閉、第3バルブを開とするとともに、流量調整弁の下流側の圧力と第2バッファータンク内の圧力との差圧が低下することに基づいて流量調整弁の開度を制御する。
(もっと読む)
1 - 20 / 173
[ Back to top ]