
Fターム[4F206AR18]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 溶融状態 (35)
Fターム[4F206AR18]に分類される特許
1 - 20 / 35
射出成形用ポリプロピレン系樹脂組成物及びそれからなる射出成形体
フィルムインサート成形品の融解損傷予測方法
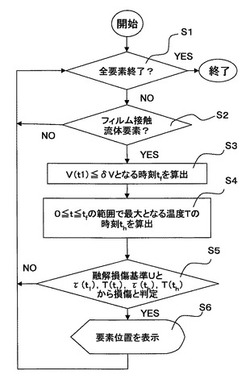
【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
フィルム加飾部品の製造方法、フィルム加飾部品および家電製品

【課題】家電製品に用いる外観部品に係り、特に、基材としてリサイクル材を用いつつも外観装飾性に富んだものであって、複雑な形状を有するものであっても、適切に加飾すること。
【解決手段】リサイクル材料である樹脂成形体を用いた基材と加飾材と接着剤とを用いて加飾部品を製造する製造方法において、所定の条件を満たす、基材と加飾材と接着剤とを用いることによって、加飾材が溶融樹脂と接触した際に、射出された樹脂が有する熱により加飾材の外観品位が損なわれることが無く、接着剤が十分に溶融するため加飾材と基材成形体との間の接着性が高い加飾部品を製造することができる。
(もっと読む)
中空樹脂成形体の成形方法
【課題】金型のキャビテイに射出される溶融樹脂の流動状態を適正に制御して、成形不良による歩留まり低下や、金型の劣化を防止して生産効率性やコスト性に優れた中空樹脂成形体の成形方法を提供する。
【解決手段】溶融樹脂が射出される接合部形成用キャビティ15の複数の射出ゲート19付近に圧力センサ18を取り付けるとともに、射出ゲートから射出される溶融樹脂が合流する接合部形成用キャビティ内の樹脂最終合流点に温度センサ17を取り付け、温度センサからのセンサ信号に基づいて樹脂最終合流点への樹脂充填を検知するとともに充填圧力を監視して樹脂充填の補圧状態を制御する。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】ウエルド部の強度低下が少ない成形体を得ることができ、かつ、成形時の成形圧力を低くすることが可能な熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】キャビティを形成する第一の型及び第二の型を有し、この第一の型又は第二の型に、開閉機構を有するゲートが、複数個設けられている成形用金型を用いる熱可塑性樹脂成形体の製造方法であって、前記成形用金型を開放状態とし、複数のゲートを開放して前記キャビティ内へ溶融状の熱可塑性樹脂を供給する供給工程と、前記溶融状の熱可塑性樹脂を供給しながら前記成形用金型の型締めを行う型締め工程と、前記供給工程において、開放されている前記複数のゲートを、それぞれ異なるタイミングで閉じ、最後に閉じるゲートの閉鎖を、前記型締め工程完了後に行うゲート閉鎖工程とを有する熱可塑性樹脂成形体の製造方法。
(もっと読む)
熱可塑性樹脂の押出射出成形方法および溶融押出射出装置
【課題】溶融粘度が極めて低い樹脂の加熱溶融動作、型内への充填動作および保圧動作を連続して行うことにより、当該樹脂を用いた回路基板の低圧封止成形を効率良く行うことのできる新たな成形方法を提案すること。
【解決手段】押出射出成形装置1では、加熱シリンダ17内に投入した樹脂をスクリュ18によって先端に移送しながら徐々に溶融し、加熱シリンダ先端の押出射出ノズルから溶融状態の樹脂を押し出して射出成形型3内に押出射出する。加熱シリンダ17の加熱温度を制御することにより樹脂の粘度状態をスクリュ18によって圧送可能な状態に保持し、スクリュ18の回転数、トルク、回転時間に基づき樹脂の押出射出圧力を制御し、スクリュ18の回転時間により樹脂の押出射出量を制御する。
(もっと読む)
複合構造体およびその製造方法
【課題】複数の樹脂部材がどのような形態で接合される場合でも適用可能な汎用性の高い、複合構造体およびその製造方法を提供する。
【解決手段】構造体1は、第一樹脂部材10と、第一樹脂部材10の端部にインサート成形された第二樹脂部材20と、インサート成形後に第二樹脂部材20に溶着された第三樹脂部材30とを有する。第一樹脂部材10は、第二樹脂部材20と相溶性がなく、かつ第二樹脂部材20よりも融点が高い熱可塑性樹脂、または第二樹脂部材と相溶性のない熱硬化性樹脂で形成される。第三樹脂部材20は、第二樹脂部材20と相溶性のある樹脂で形成される。
(もっと読む)
中空成形品の成形方法および成形装置
【課題】半中空成形品のインサートの問題、中空成形品の寸法精度の問題、接合部の強度の問題等から解放された、内部にリブ、仕切壁等の付属物を有する中空成形品の成形方法を提供する。
【解決手段】固定型(2)と可動型(20)とを使用して、一対の半中空成形品(T1、T2)を、その本体部(H、H)の開口部には射出成形用の接合部(S、S)を、その付属物(W)の突合部には融着用の接合部(M、M)を有するように射出成形する(1次成形)。一対の半中空成形品がそれぞれの金型に残っている状態で整合させ、附属物(W、W)の接合部の間に加熱体(31)を挿入して溶融する。加熱体(31)を待避させて、型締めして附属物(W、W)の接合部を融着すると共に、本体部(H、H)の接合部に溶融樹脂を射出して接合する(2次成形)。
(もっと読む)
射出成形用複合材料とその製造方法ならびに射出成形品
【課題】射出成形時の流動性に優れた射出成形用複合材料およびその複合材料を用いてなる射出成形品を提供する。
【解決手段】本発明によると、スルホン酸基を有しないポリブチレンテレフタレート(成分A)と、繊維状無機充填材(成分B)と、有機化層状珪酸塩(成分C)とを溶融混練してなり、上記成分Cが層剥離して分散された状態にある複合材料が提供される。上記複合材料には、該複合材料が再度加熱溶融される場合に上記分散状態にある成分Cが凝集することを防止する凝集防止剤として、炭素数16〜32のモノカルボン酸のアルカリ金属塩(成分D)が配合されている。上記複合材料は、成分A、成分B、成分Cおよび成分Dの合計を100質量%として、成分Aを60〜75質量%、成分Bを15〜35質量%、成分Cを1〜10質量%、成分Dを0.5〜5質量%の割合で含む。
(もっと読む)
射出成型装置及び射出成型品の製造方法
【課題】本発明の目的は、コールドランナーの面積を均一かつ最小とし、各キャビティへの樹脂充填バランス及び保持圧力バランスを制御して良好な歩留りを実現することが可能な射出成型装置及び射出成型品の製造方法を提供することにある。
【解決手段】射出成型を行うための射出成型装置Sに関する。
射出成型用の型に形成され、溶融樹脂の通路となるランナー12a,13a乃至13eと、このランナー12a,13a乃至13eの内部に収容された振動子34と、を備え、この振動子34は、ランナー12a,13a乃至13e内部で振動することにより、溶融樹脂の溶解状態を維持する。
(もっと読む)
プリプラ式射出成形機
【課題】構成が簡単で安価に実施でき、かつ成形材料の滞留を抑制できて高品質の成形品を高能率に成形可能なプリプラ式射出成形機を提供する。
【解決手段】成形材料の可塑化及び混練を行う可塑化部1と、可塑化部1で可塑化及び混練された成形材料を金型キャビティ31内に射出する射出部2と、可塑化部1の可塑化室15と射出部3の射出室27とを連通する成形材料通路4と、可塑化部1及び射出部2の駆動を制御する制御部5とを備えてプリプラ式射出成形機を構成する。制御部5は、金型キャビティ31内への可塑化材料の射出が完了した後、射出プランジャ22を成形材料通路4が開放される位置まで後退して、可塑化室15から射出室27内への成形材料の供給を行い、射出室27内に成形材料が満たされた後、射出プランジャ22を所定の前進位置まで前進して、成形材料の計量と射出とを行う
(もっと読む)
可塑化装置の制御方法
【課題】ベント孔を備えずに加熱筒内のガスや水分を排気することができる可塑化装置の制御方法の提供。
【解決手段】原料Mの入口側から前方へ第1フィードゾーンFZ1、第1コンプレッションゾーンCZ1、第1メータリングゾーンMZ1をフライト高さが順次低くなるよう形成し、第1メータリングゾーンMZ1の前方にデコンプレッションゾーンDZをフライト高さが第1メータリングゾーンMZ1より高くなるように形成し、デコンプレッションゾーンDZから前方へ第2フィードゾーンFZ2、第2コンプレッションゾーンCZ2、第2メータリングゾーンMZ2をフライト高さが順次低くなるように形成するスクリュ3を用いた可塑化装置15の制御方法であって、原料供給装置13は、第1フィードゾーンFZ1、第1コンプレッションゾーンCZ1及び第1メータリングゾーンMZ1を原料M又は溶融原料Mmで充満しないように原料Mの供給量を制限して制御する。
(もっと読む)
ポリカーボネート樹脂組成物
【課題】高流動、透明性、並びに耐久性の改善されたポリカーボネート樹脂材料を提供する。
【解決手段】数平均重合度が10〜60のポリオルガノシロキサン単位を含有するポリカーボネート−ポリオルガノシロキサン共重合体(A1成分)からなるか、または該A1成分とA1成分以外のポリカーボネートとからなり、ポリオルガノシロキサン単位含量がA成分100重量%中0.1〜20重量%であるポリカーボネート系樹脂(A成分)100重量部に対して、下記B1成分〜B3成分からなる群から選択される少なくとも1種の流動改質剤(B成分)0.1〜20重量部を含有する樹脂組成物であって、ここでB1成分はフェニルメタクリレートに代表される炭素環含有の(メタ)アクリレート化合物とスチレンに代表される芳香族アルケニル化合物の特定割合からなる共重合体であり、B2成分は、B1成分以外の芳香族アルケニル化合物の重合体または共重合体であり、その重量平均分子量Mwが1,000〜15,000、および分子量分布Mw/Mnが1.2〜3.2であり、B3成分は数平均分子量1,000〜70,000のポリカプロラクトンである。
(もっと読む)
プロピレン系樹脂組成物からなる自動車部品
【課題】フローマーク、ウェルドライン等の成形外観不良が少なく、かつ剛性と耐衝撃性が良好な、ポリプロピレン樹脂組成物からなる自動車部品を提供する。
【解決手段】メタロセン化合物含有触媒下で重合されたプロピレン系樹脂(A)とチーグラーナッタ触媒下で重合されたプロピレン系樹脂(B)からなるプロピレン系樹脂(C)40〜97重量部と、エラストマー(D)0〜40重量部、無機充填剤(E)3〜40重量部とを含有してなり下記(i)〜(iii)を満たすことを特徴とするプロピレン系樹脂組成物からなる自動車部品。(i)DSCで測定したプロピレン系樹脂由来の融点(Tm)が157℃以上である。(ii)室温n-デカンに不溶な部分の重量平均分子量(Mw)と数平均分子量(Mn)の比Mw/Mnが2.5〜4.0である。(iii)メルトフローレートが10〜200g/10分の範囲にある。
(もっと読む)
射出成形金型、射出成形品の製造方法、および射出成形品
【課題】薄肉で高い精度を必要とする射出成形品であっても、転写精度の高い射出成形をすることができる射出成形金型、射出成形品の製造方法、および射出成形品を提供する。
【解決手段】第1の金型と、前記第1の金型と協働してキャビティを形成する第2の金型と、前記キャビティ内に溶融樹脂を充填する流路であるランナと、前記ランナの前記キャビティが形成される側に設けられ、前記ランナよりも流路断面積の小さい狭隘部と、前記狭隘部の温度を調整可能とする温度調整手段と、前記狭隘部の前記キャビティが形成される側に設けられ、前記溶融樹脂の流速を減速させる流速調整部と、を備えたこと、を特徴とする射出成形金型が提供される。
(もっと読む)
射出成形条件の決定方法、射出成形条件の決定プログラム、射出成形機、及び樹脂製品
【課題】樹脂の流動特性パラメータのばらつきを考慮したうえで、最適な成形条件を求めることが可能な射出成形条件の決定方法等を提供する。
【解決手段】樹脂B〜Dの粘度特性データが樹脂Aの粘度特性データとフィッティングするときの補正係数Sをそれぞれ求め、樹脂A〜Dの補正係数SとMFRとの相関関係を求める。相関関係に基づいて、樹脂XのMFRが任意の値を有する第1の場合、及び、樹脂XのMFRがサンプリング値となる第2の場合、について樹脂Xの粘度とせん断速度との関係を推定する。第1及び第2の場合の粘度とせん断速度との関係それぞれに基づいて、任意の成形条件下で射出成形解析を行い、この解析結果に基づき評価関数の値を求める。成形条件を変更し一部ステップを反復実行することによって、最適な評価関数の値が得られる成形条件を特定する。
(もっと読む)
樹脂成形品
【課題】立体的な形状を有し側壁が薄肉化された深底凹状の容器のような形状を有する成形品であっても、樹脂による成形品を短時間で成形することができるようにする。
【解決手段】射出成形機によって成形された側壁が薄肉化された高粘度の樹脂から成る深底凹状の容器であり、深さが10〔mm〕以上であり、かつ、側壁の肉厚が0.2〜0.3〔mm〕である樹脂成形品であって、前記高粘度の樹脂は、熱可塑性樹脂の中で溶融粘度が3600ポアズ以上、又は、メルトインデックスが30以下、又は、数平均分子量が24000以上の樹脂であるポリエチレンテレフタレート、ポリカーボネイト、ポリメタクリル酸メチル、高密度ポリエチレン及びスチレン/アクリロニトリルのうちのいずれかより選択された樹脂である。
(もっと読む)
自動車用ドアトリム
【課題】 軽量性、剛性、断熱性、外観に優れ、かつ側突から乗員を保護する衝突エネルギー吸収性を有し、安価に製造でき、リサイクル性に優れた自動車ドアトリムを提供すること。
【解決手段】 自動車の側壁部ドア内側に装着されるドアトリムにおいて、該ドアトリムが熱可塑性樹脂の射出発泡成形体であり、発泡層と該発泡層の表面に形成される非発泡層からなる基材と、該基材の内側に一体成形された側突緩衝材とから構成されることを特徴とする自動車用ドアトリム。
(もっと読む)
樹脂成形品の設計支援装置、支援方法及び支援プログラム
【課題】複雑障害物を有する熱硬化性樹脂成形品の樹脂注入時の充填挙動を、迅速かつ高精度に予測する。
【解決手段】モデル作成部は空間・障害物分離モデル作成部と空間・障害物合成モデル作成部からなり、空間・障害物合成モデル作成部は狭い空間が規則的に設けられた障害物を多孔質体として取り扱う。熱硬化性樹脂流動解析部は空間・障害物分離解析部と空間・障害物合成解析部からなり、いずれも熱硬化性樹脂の粘度算出式を備えている。空間・障害物分離解析部は質量、運動量、エネルギ保存方程式を組合せて解析し、空間・障害物合成解析部は、多孔質体として簡略化した形状を対象とした保存方程式を組合せて解析し、空間・障害物分離モデルと空間・障害物合成モデルの界面でのデータの授受を行いながら樹脂流動挙動の解析を行う。
(もっと読む)
非発泡成形体の製造方法及び非発泡成形体
【課題】微量の二酸化炭素及び/又は窒素を含浸させた非晶性熱可塑性樹脂を射出成形することにより、非発泡成形体を効率的に製造する方法、及びその非発泡成形体を提供する。
【解決手段】非晶性熱可塑性樹脂に、二酸化炭素を0.3〜3.0質量%及び/又は窒素を0.05〜1.0質量%含浸させた後、得られた二酸化炭素及び/又は窒素の含浸樹脂を、射出成形機のシリンダーの最上流部に供給して成形することを特徴とする非発泡成形体の製造方法、及びその方法により得られた非発泡成形体である。
(もっと読む)
1 - 20 / 35
[ Back to top ]