
Fターム[4F206JA03]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | 射出圧縮成形 (289)
Fターム[4F206JA03]に分類される特許
1 - 20 / 289
成形品及びその製造方法
パターン転写媒体製造装置、パターン転写媒体製造方法、ディスク状パターン転写媒体、パターン転写媒体
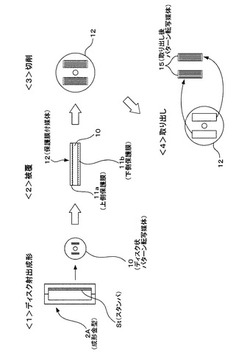
【課題】例えばバイオチップ等の微細な凹凸パターンの転写されたパターン転写媒体の製造に関してその成形精度を確保しつつ製造時間の短縮化を図る。
【解決手段】ディスク成形用金型とディスク状スタンパとを用いて光ディスクの基板生成と同様の射出成形プロセスを利用してディスク状パターン転写媒体を生成し、該ディスク状パターン転写媒体からパターン転写部の周囲を切削して所定形状のパターン転写媒体を得る。射出成形においてパターン転写媒体の形成材料を金型の中央部(つまりディスク中心部)より放射状に射出することができ、該形成材料を金型内の隅々まで行き渡らせ易くできる。これにより面内厚均一化のために要する圧力をランナー方式(角形成形)の場合よりも小さくでき、また面内厚均一化のために要する圧力印加時間もより短くできる。また光ディスクと同様の射出成形プロセスを利用することで、微細パターンの転写精度をランナー方式の場合よりも高めることができる。
(もっと読む)
樹脂組成物
【課題】機械的強度と耐熱性の良い薄肉成形品用として適した樹脂組成物の提供。
【解決手段】(A)ポリカーボネート系樹脂を含む熱可塑性樹脂、(B)流動性改良剤及び必要に応じて(C)難燃剤を含み、さらに(D)強化用長繊維を含む樹脂付着長繊維束を含む樹脂組成物であって、前記樹脂付着長繊維束が、(D)成分の強化用長繊維を長さ方向に揃えた状態で束ね、前記強化用長繊維の束に(A)成分及び(B)成分、さらに必要に応じて(C)成分を含む成分を溶融させた状態で付着させて一体化した後に、3〜30mmの長さに切断したものである、樹脂組成物。
(もっと読む)
射出成形装置

【課題】簡単な構造で金型の型締め力の調整及び保持を可能にし、効率的に製品を製造する射出成形装置を提供する。
【解決手段】型締めユニット2は、支柱7の上部に配置されており、型締めフレーム8と、クサビ9と、保持ピン10と、上型昇降ガイド11と、上型14a及び下型14bからなる金型14とを備えている。金型14の型締め力は、外部加圧ユニット4によりクサビ9を押圧し、クサビ9を固定クサビ板18aと移動クサビ板18bとの間に挿入して型締め力を発生させ、外部加圧ユニット4の加圧力を低下させることでクサビ9を後退させ型締め力を弱くすることができる。後退させたクサビ9は、案内部12aのピン穴17に挿通された保持ピン10をクサビ9の保持穴22に挿入して、クサビ9をその位置で保持することで型締め力を保持することができる。
(もっと読む)
燃料タンク用弁装置及びその製造方法
【課題】 燃料による膨潤を抑制することができる樹脂製の燃料タンク用弁装置及びその製造方法を提供する。
【解決手段】 燃料タンク用弁装置1であって、燃料タンク2の上壁3に形成された開口4に取り付けられ、燃料タンクの内部と外部とを連通する通路20及び通路に設けられた弁座16を有する筒状のケーシング6と、ケーシングの通路内に上下方向に変位可能に支持され、通路内に流入する燃料から浮力を受けて上下動し、上方に移動したときに弁座に着座して通路を閉塞するフロート7とを有し、フロートは、単一の結晶性熱可塑性樹脂から成形され、径方向において、外周面部33、内周面部34及び外周面部と内周面部との間の中間部35を有する円筒部22を有し、外周面部及び内周面部のそれぞれは、径方向に配向した結晶性熱可塑性樹脂の結晶部を中間部よりも多く含むことを特徴とする。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】ラックアンドピニオン機構20は、ピニオン22を中間金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により中間金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
射出圧縮成形機の圧縮方法
【課題】スタックモールドを採用しても、金型の型締め力の増加を必要とすることがない射出圧縮成形機の圧縮方法を提供すること。
【解決手段】射出圧縮成形機1は、固定金型10と中間金型20と可動金型30とを備えている。固定金型10と中間金型20との間には第1のキャビティ40、40が形成され、中間金型20と可動金型30との間には第2のキャビティ50、50が形成されている。そして、第1のキャビティ40、40に射出した溶融樹脂Mと第2のキャビティ50、50に射出した溶融樹脂Mとを圧縮するとき、一方のキャビティに射出した溶融樹脂Mの圧縮のみが行われるように他方のキャビティを形成する両金型の間にストッパ70、70を挟み込んでおき、一方のキャビティに射出した溶融樹脂Mの圧縮が完了すると、挟み込んだストッパ70、70を解除して他方のキャビティに射出した溶融樹脂Mの圧縮を行う。
(もっと読む)
樹脂射出圧縮成形方法、および、射出圧縮成形装置
【課題】 装置や金型の構成を複雑化・大型化することなく、厚肉な熱可塑性の樹脂成形物を製造することができる樹脂射出圧縮成形方法を提供する。
【解決手段】 金型の固定側が熱可塑性樹脂で溶融充填されるキャビティとスライドコアを有する金型、および、射出成形機を用いて、熱可塑性樹脂を圧縮して射出成形体を得る樹脂射出圧縮成形方法であって、スライドコアが、熱可塑性樹脂が溶融充填される際に樹脂量と連動して後退しながらスライドし、さらに、樹脂供給開始後に金型充填容量の20%から80%の樹脂を射出スクリューの先端側に貯留し、射出スクリューの回転により、樹脂を可塑化しながら射出シリンダーから注入した後に、さらに、射出スクリューの先端側に貯留した溶融樹脂で金型充填容量の80%から20%を高速射出し、スライドコアを固定側にスライドさせて、熱可塑性樹脂の射出圧縮成形体を成形する樹脂射出圧縮成形方法。
(もっと読む)
少なくとも一つの硬質部材と少なくとも一つの軟質部材を含む複合材料
【課題】高いレベルの電磁波遮蔽性を有する複合材料の提供。
【解決手段】導電性添加剤を含む弾性率が1000MPa以上である少なくとも一つの硬質部材と、導電性添加剤を含む弾性率が500MPa以下である少なくとも一つの軟質部材とが結合したプラスチック複合材料であり、前記複合材料の導電率は0.01S/cmよりも大きく、表面導電率は0.1S/cmよりも大きく、さらに、複合材料の結合強度は少なくとも0.5N/mm2である。
(もっと読む)
透明フッ素樹脂成形体の製造方法及び透明フッ素樹脂成形体
【課題】透明性及び耐熱性に優れるフッ素樹脂成形体を比較的低コストで得ることができる製造方法、およびこの製造方法によって得られる、透明性及び耐熱性に優れる透明フッ素樹脂成形体を提供すること。
【解決手段】フッ素樹脂を主成分とする樹脂組成物の成形体に、前記フッ素樹脂の融点未満の温度T(℃)において下記式(1)の条件を満たす圧力Y(MPa)をかけるプレス工程を有する透明フッ素樹脂成形体の製造方法。前記プレス工程の後、電離放射線を照射して前記フッ素樹脂を架橋する架橋工程を有するとより好ましい。
logY≧―0.0069T+2.3 …(1)
(ただし、Y≦10^[5×(−0.0069T+2.3)])
(もっと読む)
樹脂封止方法
【課題】成形品の製造歩留まりを向上することのできる技術を提供する。
【解決手段】上テーパプレート24に対して、そのテーパ面24aと対向するテーパ面25aを有する下テーパプレート25を型開閉方向と直交する方向に移動して、テーパ面24aおよびテーパ面25aでスライドさせると共に、下テーパプレート25を介してインサートブロック22を型開閉方向に移動させてクランプ位置を固定させる。次いで、ワークWが第1クランプ力C1より高い第2クランプ力C2でクランプされた状態で、キャビティ15aが完全に充填されるまで第1樹脂圧P1で溶融樹脂28aを注入し、ワークWが第2クランプ力C2より高い第3クランプ力C3でクランプされた状態で、キャビティ15aで充填された溶融樹脂28aに対して第1樹脂圧P1より高い第2樹脂圧P2で加圧する。
(もっと読む)
金型
【課題】残留応力等による変形の少ない金型を提供する。
【解決手段】本発明の金型10,100は、固定部20,120と、前記固定部20,120に対して相対移動可能で、前記固定部20,120に近接したときに、前記固定部20,120との間に成形品の材料となる液状樹脂が流入されるキャビティ10cを形成する可動部30,130と、前記可動部30,130を前記固定部20,120に対して押圧する押圧部7と、前記押圧部7によって前記可動部30,130が前記固定部20,120に対して押圧された状態で、前記キャビティ10cに前記液状樹脂が注入され、前記可動部30,130が前記固定部20,120から離れる方向に移動したときに、前記押圧部7の押圧力に抗して前記可動部30,130をその移動した位置に保持可能な保持部41,400と、を備えることを特徴とする。
(もっと読む)
裏打ち付き繊維強化複合材料の製造方法
【課題】繊維強化複合材料シートに付属パーツを一体化させた一体成形物を提供する。
【解決手段】厚さ0.1mm〜1.5mmの繊維強化複合材料シートに、熱可塑性樹脂を含む裏打樹脂が射出成形またはプレス成形によって成形された、以下の1〜3の工程を含む一体成形物の製造方法。
1 熱可塑性樹脂の軟化温度以上に加熱した金型中に繊維強化複合材料シートを挿入し
2 金型中に裏打樹脂の注入を行い、
3 圧力を付与しつつ、金型を熱可塑性樹脂の固化温度以下に冷却し、一体成形物を得る
(もっと読む)
射出成形装置及び長尺成形品の製造方法
【課題】精度が必要な面においてヒケを抑制する。
【解決手段】第1金型と第2金型とを型締めすることで長尺に形成され、該長手方向に直交する断面において型開き方向に沿った互いに対向する一対の第1面の寸法Aと、型開き方向と直角方向に沿った互いに対向する一対の第2面の寸法Bとの比が1となる部分が長手方向中間部に生じるように該寸法Aと該寸法Bとの比が連続的に変化する部分を含むキャビティと、前記第1金型及び前記第2金型に設けられ、前記第2面の寸法Bが前記第1面の寸法Aより大きい範囲の温度を、前記一対の第2面の温度よりも前記一対の第1面の温度が高くなるように調整する第1温調回路と、を備える。これにより、第1面よりも第2面が精度を要求される場合に、当該第2面でのヒケを抑制できる。
(もっと読む)
射出成形機
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
ヘッドライト・レンズ
【課題】 本発明は、詳細には照明目的の光学レンズ素子(2)の製造、特に車両ヘッドライト用、詳細には自動車ヘッドライト(1)用のヘッドライト・レンズ(2)の製造方法に関し、透明材料から作られたブランク(136)が、射出成形法により射出成形ツール(131、132)内で成形され、ブランク(136)は、引き続き、特に研磨された方式で、最終形状金型(140、141、142)を用いてレンズ素子(2)に処理される。
【解決手段】 ブランクは、射出圧縮金型から取り出した後に冷却し、再度加熱することができる。ここで、ブランクの温度勾配が好都合に反転されて調質される。
(もっと読む)
射出圧縮成形金型及び射出圧縮成形方法
【課題】固化する前の溶融樹脂を圧縮部材により圧縮しながら押し込んで形成した凹部を有する成形品の製造において、成形品の損傷を抑制して、成形品の品質低下を抑制すること。
【解決手段】固定側金型2と可動側金型4との間に型閉じ状態において形成されている成形空間内へ射出された溶融樹脂が固化する前に、圧縮部材24を成形空間内へ移動させて固化する前の溶融樹脂を圧縮して押し込んで凹部を形成し、溶融樹脂を圧縮した圧縮部材24を溶融樹脂が固化した後に移動させて固化した溶融樹脂から離間させ、圧縮部材24を離間させた状態でエジェクターピン26を移動させて、可動側金型4に接触している固化した溶融樹脂からなる成形品Pを押圧して、可動側金型4から取り出す。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ボイドが無く高強度で、寸法精度に優れる保持器を、圧縮専用の別機構や、ポケットのバリ取り作業を要することなく低コストで提供する。
【解決手段】保持器形状と一致するキャビティと、キャビティの保持器円環部相当部位の適所に連続して該保持器円環部相当部の外部に設けられた樹脂溜りと、樹脂溜りに連続する空洞及び空洞を摺動する可動ピンを配設した成形用金型を用いるとともに、可動ピンを引いて該可動ピンの先端と樹脂溜りとの間に空所を形成した状態で溶融樹脂組成物を射出してキャビティ、樹脂溜り及び空所を充填した後、溶融樹脂組成物が固化する前に可動ピンを樹脂溜り側に移動して樹脂溜り内の溶融樹脂組成物をキャビティ内に押し込み、この圧縮状態のまま溶融樹脂組成物を固化させて保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
樹脂成形品の射出成形方法
【課題】樹脂成形品を射出圧縮成形方法又は射出プレス成形方法によって成形する射出成形方法において、型締め時の金型キャビティの弾性変形量を低下させて、金型キャビティ形状の変形を樹脂成形品の許容変形量以下にすることにより、低歪みで部品寸法精度が高く、高い平滑性や透光性を備えた樹脂成形品を成形する射出成形方法を提供する。
【解決手段】金型キャビティへ、予め算出された冷却固化収縮量が加算された樹脂量が射出充填される射出充填工程と、前記射出工程の途中又は完了後、賦形に必要な第1型締力で前記金型が型締めされる圧縮工程と、前記圧縮工程に引き続いて、型締力に対する前記金型キャビティの弾性変形量の関係に基づき、前記弾性変形量が、前記樹脂成形品の許容変形量以下になる第2型締力まで、前記第1型締力が減圧される型締力緩和制御が行われる保圧工程と、を有することを特徴とする射出成形方法によって達成される。
(もっと読む)
1 - 20 / 289
[ Back to top ]