
Fターム[4F206JA05]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | 中空射出成形 (70)
Fターム[4F206JA05]に分類される特許
1 - 20 / 70
樹脂成形品の製造方法
【課題】優れた耐薬品性を有し、且つ歩留まりを向上させることができる樹脂成形品の製造方法の提供。
【解決手段】帯状の第1面11、第2面12及び突出部20、21を有し、熱可塑性樹脂組成物からなる樹脂成形品100の射出成形法による製造方法であって、金型キャビティ内に溶融した該熱可塑性樹脂組成物を充填する工程と、該熱可塑性樹脂組成物を該金型キャビティ内で冷却時間t1、冷却温度T1で冷却し、粗樹脂成形体を得る工程と、該粗樹脂成形体を液体冷媒中で冷却時間t2、冷却温度T2にて冷却し、樹脂成形体を得る工程と、該樹脂成形体を乾燥し該樹脂成形品を得る工程とを含み、該熱可塑性樹脂組成物がポリカーボネート樹脂及び、ポリエステル樹脂又はスチレン系樹脂を含む複合樹脂組成物からなり、t1、T1、t2及びT2が、下記(1)及び(2)の条件を満たす樹脂成形品の製造方法。(1)T1−T2=20〜70[℃](2)t1<t2
(もっと読む)
ポリエステル樹脂組成物及びこれを成形してなる樹脂製基体
【課題】
優れた耐衝撃性、耐薬品性、ハイサイクル性、寸法安定性、流動性、金属調の高級感のある光沢・深み・色調の意匠性を兼備した樹脂製基体の提供。
【解決手段】
ポリエステル樹脂組成物をガスアシスト成形法で成形してなる中空樹脂成形体の表面に金属蒸着層とハードコート層をこの順に設けてなる樹脂製基体であって、前記ポリエステル樹脂組成物が、ポリエステル樹脂(A)、ポリカーボネート樹脂(B)、熱可塑性エラストマー(C)を所定量含有し、熱可塑性エラストマーが特定のコア/シェル型グラフト共重合体である樹脂製基体。
(もっと読む)
射出成形体の製造方法

【課題】 冷却期間の長期化を抑えつつもより設計値に近い形状の射出成形体を製造し得る射出成形体の製造方法を提供することを目的とする。
【解決手段】 型締状態にある第1金型及び第2金型によって形成されるキャビティに、溶融状態にある熱可塑性樹脂を射出する樹脂射出工程P2と、前記キャビティに加圧気体を注入し、前記加圧気体によって、前記熱可塑性樹脂の内部に中空部を形成させた後に前記熱可塑性樹脂を突き破らせ、前記キャビティに連絡される経路と前記中空部とを連通させる加圧気体注入工程P3と、前記熱可塑性樹脂が突き破られた時点から所定の期間が経過する以前に前記加圧気体の注入を停止し、前記期間が経過するまで前記経路を閉塞した状態で、前記冷却用媒体の注入を待機する保圧工程P4と、前記期間が経過した以後に、前記経路を開放し、前記中空部に前記冷却用媒体を経由させる冷却工程P6とを備える。
(もっと読む)
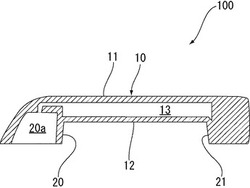
車両用ドアハンドル及び車両用ドアハンドルの製造方法
【課題】本発明の課題は、中空部を設けた車両用ドアハンドルを形成する場合に、ガス注入口部分の貫通孔を塞ぐために別部品を別工程で取付ける必要がなく、同一金型内にて貫通孔を塞ぐことができ、安価で丈夫な車両用ドアハンドル及び車両用ドアハンドルの製造方法を提供することにある。
【解決手段】封止工程では、ガス注入工程と同一の金型内でガス30注入と同一の位置から貫通孔14を封止するための封止樹脂21が注入される。この封止樹脂21を注入することで、ガス30注入のための貫通孔14を塞ぐことができる。このとき、貫通孔14を封止するための封止樹脂21の注入量は、中空部17側の開口縁の周辺17aまで回り込むだけの量が注入される。
(もっと読む)
樹脂成形体、曲管射出成形用型及び曲管射出成形方法
【課題】屈曲パイプ部に流体を通すための供給パイプ及び排出パイプを接続しても容器部の経時的な形状変化を抑えることができる樹脂成形体、この樹脂成形体を形成するための曲管射出成形用型及び曲管射出成形方法を提供することを目的とする。
【解決手段】樹脂成形体1は、容器部2と、中空の屈曲パイプ部3と、中空のノズル部4とが一体形成されて、屈曲パイプ部3とノズル部4とが連通されている。屈曲パイプ部3の胴部3aは、容器部2の底部4に接続されており、屈曲パイプ部3の一対の端部3bは、容器部2の側部6の内壁面6aに接続されている。ノズル部4は、側部6の外壁面6bに接続されているとともに、側部6に形成されたフランジ部7に接続されている。そして、フランジ部7には、フランジ部7の肉厚を薄くする肉盗み部10bが形成されている。
(もっと読む)
射出成形方法
【課題】樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供する。
【解決手段】金型キャビティを形成可能な第1金型2及び第2金型4を用いて成形品を成形する射出成形方法であって、第1金型2と第2金型4とを型締めし、金型キャビティを形成する型締め工程と、型締め工程の完了後に、金型キャビティに発泡性溶融樹脂9bを射出充填し、金型キャビティ内を発泡性溶融樹脂9bで満たす第1射出充填工程と、第1射出充填工程の開始後に、金型キャビティを所定量だけ拡張させ、発泡性溶融樹脂9bを発泡させる金型キャビティ拡張工程と、第1射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後に、金型キャビティ内の発泡性溶融樹脂内に溶融樹脂又はガス10bを注入する第2射出充填工程とを備える。
(もっと読む)
管状中空成形品の製造方法及び成形型
【課題】異なる径部分を有し、かつ異なる径部分における中空内周面の内径も異なる管状中空成形品を効率的かつ容易に製造することができる管状中空成形品の製造方法及び成形型を提供する。
【解決手段】基準中空内周面に対して拡径した中空内周面を有する大径部を端部に有する管状中空成形品60を成形する成形型10を用いた管状中空成形品の製造方法において、キャビティ面との間で大径部を成形するとともにキャビティ13と成形型10の外部とを連通する加圧ポート34のキャビティ13側にフローティングコア50が保持された中子20をキャビティ13の一端部に装着して成形型10を型締めし、キャビティ13に溶融材料を充填した後に加圧ポート34から圧入される加圧流体によってフローティングコア50を溶融材料中に押し出してキャビティ13に沿って進行させて管状中空成形品60の基準中空内周面を成形する。
(もっと読む)
プラスチック体およびプラスチック体を製造するための製造装置
【課題】軽量で安定性が高く、寸法精度が高いプラスチック体を提供する。
【解決手段】本発明は、中央領域を管状の中空体(52)として形成されているプラスチック体に関する。本発明によれば、前記管状の中空体(52)は、両端部(55,56)をそれぞれ、閉じた第1または第2の中実体(53,63)によって閉止されている。、前記管状の中空体(52)の前記両端部のうち第1の端部(55)に排除体(16,40,41,42)が配置されている。該排除体は前記中空体(52)と前記第1の中実体(53)との移行部に位置し、前記管状の中空体(52)の第2の端部(56)に、前記管状の中空体(52)と前記第2の中実体(63)との間に延在する中空室が形成されている。
(もっと読む)
中空体成形装置
【課題】同一金型内で中空成形体の成形と共にフローティングコアを同時成形し、かつ成形したフローティングコアをそのまま次のショットに使用でき、成形サイクルの効率化及び短縮化を図る中空体成形装置を提供する。
【解決手段】主キャビティ2の加圧ポート5,6側の周囲にフローティングコアを成形する複数のフローティングコアキャビティ8,9を有し、金型1に対して移動可能に加圧ポート台座7が配設されると共に、加圧ポート台座7に複数の加圧ポート5,6が配設され、主キャビティ2内で中空成形体を成形すると共に、フローティングコアキャビティ8,9のうち少なくとも一つに、待機中の加圧ポート5,6を臨ませて加圧ポート5,6上にフローティングコア12を成形し、フローティングコア12が加圧ポート5,6上に装着されたままの状態で、次のショットに際して主キャビティ2に臨むように、加圧ポート台座7を移動させる。
(もっと読む)
中空体成形装置
【課題】フローティングコアが成形体を通過したことを容易に確認することができ、現場での品質管理の容易な中空体成形装置を提供する。
【解決手段】主キャビティ1内に溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入してフローティングコア2を出口側に移動させると共に、出口から溶融樹脂を押し出させて中空成形体12を成形する中空体成形装置において、主キャビティ1に接続され、加圧流体によって移動したフローティングコア2を収納するフローティングコア収納部6と、主キャビティ1及びフローティングコア収納部6から排出される溶融樹脂を収容する副キャビティ10と、フローティングコア収納部6と副キャビティ10とを連通させる連通路7,9と、スライド移動により連通路7,9を開閉する開閉手段8と、を備え、連通路7,9の入口断面積Bが、B<πA2/4(Aは、フローティングコア2の最大径)である。
(もっと読む)
ガスインジェクション用ポリカーボネート−ポリエステル複合樹脂組成物及び成形品
【課題】樹脂本来の物性を維持しつつ、表面性、中空成形性が改善されたガスインジェクション用ポリカーボネート−ポリエステル複合樹脂組成物を提供する。
【解決手段】芳香族ポリカーボネート樹脂(A1)100質量部、ポリエステル樹脂(A2)1〜100質量部、ゴム性重合体(A3)0.5〜30質量部、レーザー回折式粒度分布測定装置で測定した平均粒子径が0.5〜5.0μmであり、かつ粒子径が15μm以上の粒子を実質的に含まない無機充填材(A4)1〜60質量部を含むポリカーボネート−ポリエステル複合樹脂組成物(A)100質量部に対して、芳香族ポリカーボネート樹脂(B1)、ポリエチレンテレフタレート(B2)、ゴム性重合体(B3)及びポリカーボネートと反応する官能基を有するオレフィン系重合体(B4)から成る複合樹脂組成物を含むガスインジョクション用ポリカーボネート−ポリエステル複合樹脂組成物。
(もっと読む)
中空品の成形用射出ノズル
【課題】本発明は、射出した成形材料と接触する部分の構造を改良し、中空部分の壁面の均一化及び成形サイクルの短縮化を実現できる中空品の成形用射出ノズルを提供するものである。
【解決手段】本発明の成形用射出ノズル1は、ノズル本体2の一端に設けた金属製のインジェクターノズル部4を構成する筒状の吐出端部4aと、ノズル本体2内に進退可能に配置したインジェクターピストン6の前進駆動により吐出端部4aに挿入されるノズル端部7aと、ノズル端部7aをインジェクターピストン6の後退駆動により吐出端部4aから退避させた状態で、吐出端部4a内を経てその突出端から前記キャビティ42内に吐出されている成形材料43内に高圧ガス、高圧水を圧送する高圧ガス流通孔13、高圧水流通孔15と、ノズル端部7aの成形材料43と接触する先端部分に装着した低熱伝導率チップ20とを有する構成としたものである。
(もっと読む)
ガスアシスト射出成形用金型とガスアシスト射出成形方法
【課題】金型内の気密状態を高精度に検知することができ、連続成形過程での成形品の品質を保証し、量産成形性の向上を図ることが可能となるガスアシスト射出成形用金型とガスアシスト射出成形方法を提供する。
【解決手段】金型における固定側金型2と可動側金型5とにより形成されたキャビティ9内に、気体の注入を伴うガスアシストによって樹脂の射出成形を行う際に用いるガスアシスト射出成形用金型であって、前記キャビティ内に気体を注入するために設けられたガス供給装置17から、前記固定側金型の側に形成されたガス供給口に至るガス供給経路21に配設された第1の圧力計31と、前記可動側金型の側に形成された配管接続口に繋る配管に配設された第2の圧力計33と、前記ガスアシストによる射出成形中に、前記第1の圧力計と前記第2の圧力計とにより測定された圧力をロギングする手段と、を有する構成とする。
(もっと読む)
光拡散ポリカーボネート用ブロアタイプの射出金型と射出方法
本発明は最近広く使用されている光拡散ポリカーボネート(PC)を容易に成形して製作することができるようにする光拡散ポリカーボネート用ブロアタイプの射出金型とその射出方法に関する。
かかる本発明は光拡散に優れた光拡散ポリカーボネート(PC)をブロアタイプで射出して製作することで、球形態の照明器具を容易に製作することができ、様々な形態の光拡散ポリカーボネート(PC)用の照明器具を廉価で製作することができ、これによって様々な形態の街灯を供給することができる。
(もっと読む)
風力発電機の尾翼の製造方法
【課題】本発明は、空気流体力学に符号する外形をもつとともに、一体成形され軽量化された中空状の風力発電機の尾翼の製造方法を提供する。
【解決手段】金型の中間に金型空洞を設け、金型空洞の適切な箇所に、金型の外部まで貫通する少なくとも一つのゲートを設け、次に、ゲートから適量の溶融樹脂を金型の金型空洞内に流し込み、金型を回転させ、その遠心力を利用して樹脂を金型空洞の周縁の側壁に均一に付着させ、樹脂が冷卻して固化してから、金型を開けて型抜きをすると、空気流体力学に符号した外形をもち一体成形された中空状の風力発電機尾翼が形成される。
(もっと読む)
樹脂製中空成形品の製造方法及びその装置
【課題】押出し成型装置によっては成型できない多様な断面形状の軽くて剛性のある樹脂製中空成型品を効率よく一体成型できる製造方法とその装置を提供すること。
【解決手段】型締めした一対の金型の内部に形成されるキャビティー内に進退可能に挿入して位置決めされたインサートスライダの周囲面と前記両金型の成型面の間に形成されるスペースに熱可塑性の溶融樹脂を同スペースの一端から導入して、前記スペース内への溶融樹脂の充填が完了してから前記インサートスライダを外部に抜き出し、その後に前記金型を開放することにより前記キャビティー内にて成形された中空成型品を搬出するようにした樹脂製中空成型品の製造方法とその装置。
(もっと読む)
金型組立体及び射出成形方法
【課題】射出成形品の意匠面の上方から射出成形品を眺めたとき、内部に対称な中空部が形成され得る金型組立体を提供する。
【解決手段】金型組立体は複数のキャビティを有し、更に、主ランナ21、複数の副ランナ23を備えており、各副ランナ23は、第1方向に延びる副ランナ第1部分24、第2方向に延びる副ランナ第2部分26、及び、屈曲部25から構成されており、副ランナ第1部分24を第1方向に沿って流動した溶融樹脂は、第3方向に流動方向を変えて屈曲部25に流入し、屈曲部25に流入した溶融樹脂は、第1方向又は第2方向に沿って流動し、第3方向に流動方向を変えて副ランナ第2部分26に流入し、副ランナ第2部分26を第2方向に沿って流動した溶融樹脂は、溶融樹脂射出部からキャビティに射出される。
(もっと読む)
成形品の製造方法、成形品および熱可塑性樹脂組成物
【課題】耐熱性、機械的特性、表面性状、耐衝撃性、塗装性にも優れ、低温から高温までの幅広い環境で使用できる芳香族ポリカーボネート樹脂組成物を用いてガスインジェクション成形した成形品を提供する。
【解決手段】芳香族ポリカーボネート樹脂(A1)とポリエステル樹脂(A2)を、(A1)/(A2)の質量比で、55〜99/45〜1の割合で含有し、レーザー回折式粒度分布測定装置で測定した平均粒子径が0.5〜5.0umであり、かつ粒子径が15μm以上の粒子を実質的に含まないタルクまたはウォラストナイト(B)を、(A1)と(A2)の合計量100質量部に対して、1〜60質量部を含有する熱可塑性樹脂組成物(C)を用い、ガスインジェクション射出成形により中空部を有する成形品を製造することを特徴とする製造方法による。
(もっと読む)
複合成形品の製造方法及び製造装置
【課題】内部に空洞を有するモール本体の外面にクッション部材を射出成形して一体化したピラーモールを製造する際に、モール本体の変形や破損を防止できるようにする。
【解決手段】ガスアシスト射出成形により内部に空洞14を有するモール本体12を成形した後、第2の射出成形型32内にモール本体12を載置し、モール本体12の空洞14内に空洞充填用の液体を注入して満たした状態で密封する。この後、射出成形型32内に加熱溶融した熱可塑性ポリマー材料を射出してモール本体12の外面にクッション部材を成形する。この際、モール本体12は、空洞14内に満たされた空洞充填用の液体によって周壁(空洞14の周囲を囲む壁)が内側から補強されて、周壁の全体に亘って外圧に対する剛性が高められているため、熱可塑性ポリマー材料の射出圧力がモール本体12の周壁に作用しても、モール本体12の周壁の全体に亘って変形や破損を防止できる。
(もっと読む)
射出成形方法
【課題】溶融樹脂に気体を吹き込んで樹脂製品を中空成形する場合であっても、材料の歩留まりがよい射出成形方法を提供すること。
【解決手段】射出成形方法は、ショートショット状態となるようにキャビティ50の一方から射出によって溶融樹脂Mを注入する第1の工程と、この第1の工程が終了する直前または第1の工程の後に、キャビティ50の一方から第1の気体を吹き込む第2の工程と、この第2の工程の後に、キャビティ50の他方から第1の気体の圧力より高い圧力を有する第2の気体を吹き込むと共に、この吹き込んだ第2の気体をキャビティ50の一方から排出する第3の工程とを備えている。
(もっと読む)
1 - 20 / 70
[ Back to top ]