
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
2,001 - 2,020 / 6,556
逆流防止弁の製造方法及び逆流防止弁
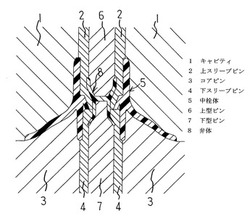
【課題】 成形工程数が少なく製造コストが安価である逆流防止弁の製造方法
【解決手段】
少なくとも、キャビティとコアピンとからなる金型を用いて逆流防止弁を成形する逆流防止弁の製造方法において、
前記キャビティの中心に、上型ピンと上スリーブピンを配置すると共に、コアピンの中心に、下型ピンと下スリーブピンを配置し、前記キャビティと上スリーブピン及びコアピンと下スリーブピンで囲まれる空間部に樹脂を流入して中栓体を成形すると共に、上型ピンと上スリーブピン及び下型ピンと下スリーブピンで囲まれる空間部に樹脂を流入して、弁体を成形し、前記中栓体と弁体が分離した状態で、同時成形されることを特徴とする逆流防止弁の製造方法。
(もっと読む)
射出成形機

【課題】 簡単な構造で、成形にかかるサイクルタイムを短縮することができる射出成形機を提供する。
【解決手段】 射出成形機は、成形品18を成形するための第1の金型25および第2の金型27と、第1の金型25に突き合わされた第1の位置P1と、第1の金型25から分離した第2の位置P2と、を通る軌道で第2の金型27を移動させる移動機構と、成形品18の表面を覆うための金属箔16を設けたインモールド成形用のフィルム14を保持する保持部と、除電機構と、を具備する。除電機構は、第2の金型27の近傍に設けられるとともに、第2の金型27の第1の位置P1から第2の位置P2への移動により成形品18の表面を覆っている金属箔16に接触した接触位置S1に移動し、第2の金型27の第2の位置P2から第1の位置P1への移動により第1の金型25と第2の金型27との間の間から退避した退避位置S2に移動する。
(もっと読む)
樹脂成形品
【課題】ゲートから離れて位置する薄い壁状をなす薄肉成形部に樹脂を十分に充填することが可能な樹脂成形品を提供する。
【解決手段】成形型内にゲート11から溶融樹脂を射出することにより成形される樹脂成形品10であって、前記ゲート11の位置から薄い壁状をなす薄肉成形部27まで、同薄肉成形部27よりも幅寸法が大きいリブ61,62,63,64を繋いで設けた。このような構成によれば、樹脂成形品10の成形時に、成形型内のリブ61,62,63,64を形成する空間が溶融樹脂の流れる経路となり、ゲート11から射出された溶融樹脂がこの経路を通って薄肉成形部27に流れ込むから、ゲート11から離れて位置する薄い壁状をなす薄肉成形部27に樹脂を十分に充填することができる。
(もっと読む)
射出成形装置及び射出成形方法
【課題】形状および射出量が異なった一半部4、他半部5、一体化部6を射出機9の一回の樹脂材計量、金型7、8の1回の型締めで射出成形できるようにする。
【解決手段】射出機9は、一半部4、他半部5、一体化部6を射出成形するに必要な全射出量Mを計量し、該計量したもののうち一半部4、他半部5、一体化部6に相当する射出量を順次射出するものとし、金型には、射出機から分岐形成された各流路10〜15を開閉するバルブゲートピン10a〜15aが設けられ、前記射出量に対応する部位のバルブゲートピンを開放し他のバルブゲートピンは全て閉じるようにして各部位に順次射出するようにして1回の型締めで3射出を連続的にする。
(もっと読む)
インサート成形品及びその製造方法
【課題】金型構造の単純化とボルト固定力の強度アップを図る。
【解決手段】ボルト3をバスバー2の密着位置に配置するボルトセット工程を行い、次に、バスバー2に折り曲げ加工を施してボルト保持部5を形成し、ボルト保持部5でボルト3をバスバー2の密着位置に保持するボルト保持工程を行い、次に、バスバー2とボルト3をインサート成形して合成樹脂部を形成するインサート成形工程を行ってインサート成形品を作製する。
(もっと読む)
絵付けフィルム、絵付け成形品及びその製造方法
【課題】表面の光沢が適度に抑えられ、エンボス模様と絵柄層とが相乗的に作用しあい、立体的で高級感に富む意匠性を成形体に付与する絵付けフィルムを提供する。
【解決手段】透明なポリカーボネートフィルムの一の面にエンボス模様を有し、他の面に絵柄層を有することを特徴とする絵付けフィルム、及び該絵付けフィルムをエンボス模様面が外側になるように熱可塑性材料成形品に接合一体化された絵付け成形品である。
(もっと読む)
成形材料及び成形品及び成形品の製造方法
【課題】従来、結合材である熱可塑性樹脂を主体とする有機バインダーの可塑化に伴う変形を来さない脱脂及び焼成の条件の確保に制約される。そのほか、有機バインダーの分解した痕跡である微細気孔が生成して粒子間の結合力低下を来して成形品の強度が過度に低下し、カーボン焼結体本来の高い熱伝導率を損ない易い、という課題があり、この課題を解決するために強度と熱伝導率を向上することができるカーボン凝結体の成形材料を提供する。
【解決手段】この発明に係る成形材料は、カーボン粉粒1の表面に、フェノールとアルデヒド基を含む化合物とを界面活性剤の存在下で重合したフェノール樹脂未硬化物2が被覆され、被覆されたフェノール樹脂未硬化物2の塗膜上に、易分解性の繊維状物質を保持して成るものである。
(もっと読む)
表面温度測定装置用測定窓
【課題】金型鋳造設備の稼動中に、前記金型鋳造設備の操作側の安全ドアの外から、安全かつ簡便に、金型キャビティ表面の表面温度を測定可能とする手段を提供する。
【解決手段】金型を使用する金型鋳造設備において、オペレーターのいる操作側の安全ドアに、金型を開いたときに、パーティングライン上でなく、固定金型側および可動金型側の金型キャビティ表面の表面温度を、それぞれ測定可能な位置に配設された、少なくとも2箇所の表面温度測定装置用の測定窓であって、前記装置の先端部を前記測定窓に挿入するとき、前記装置の先端部を前記金型キャビティ表面に向けられるように、前記装置の先端部外寸より大きい寸法の開口部を有する表面温度測定装置用の測定窓を設ける。
(もっと読む)
混練機、射出成形装置及び被混練物の計量方法
【課題】被混練物をペレット化せずに計量して吐出することが可能な混練機を提供する。
【解決手段】軸状のスクリュー部8と、スクリュー部を囲繞するように設けられたシリンダー部9と、を有し、シリンダー部とスクリュー部との間の混練空間Sに、スクリュー部の内部側に設けられた循環流路を通して被混練物Wを循環させて混練を行う混練機2であって、スクリュー部を軸線方向に貫通する計量シリンダー部16と、スクリュー部の外周部と計量シリンダー部との間に貫通し循環流路の一部を構成する第1の流路17と、計量シリンダー部に軸線方向に進退可能に内嵌されたプランジャー部18と、を備え、第1の流路とスクリュー部の先端部8bとの間に循環流路の他を構成する第2の流路を形成する循環状態と、第1の流路とスクリュー部の先端部との間を閉止するとともに計量シリンダー部に被混練物を出入れ可能とする計量状態とを、プランジャー部の位置で切り替える。
(もっと読む)
射出成形機
【課題】成形品1個あたりのエネルギー消費量と放熱量の削減と、装置の価格の低減または装置の価格の増加をなるべく抑えた射出成形機を提供する。
【解決手段】射出装置16の加熱筒22内で材料を溶融し、溶融した材料を成形金型13A,13B,13Cのキャビティ内で固化させて成形品を成形する射出成形機11において、誘導加熱装置29を備えた加熱筒22と、加熱筒22の数よりも多い成形金型13A,13B,13Cまたは加熱筒22の数よりも多い注入孔14A,14B,14Cを配設することにより成形品1個あたりのエネルギー消費量と放熱量の削減と、装置価格の低減または装置価格の増加抑制を図る。
(もっと読む)
射出成形機の制御装置
【課題】逆流防止装置を備えていないスクリュや、逆流防止装置があるものの逆流防止弁等の摩耗などによってその機能が低下した状態にある射出成形機においても、さらにいかなる粘度の成形材料においても、射出保圧時の樹脂充填を安定させることができる射出成形機の制御装置を得ることや、バックフローや過剰射出させる事無く計量された樹脂を安定して射出することができる制御装置を得ること。
【解決手段】射出開始か否か判断し、射出開始まで待ち、射出開始の場合には、ステップSA2に移行する(SA1)。負荷トルク指令値DCMDを読み出し、負荷トルク帰還値DFBを検出し、スクリュの回転速度指令値Vを計算する(SA2〜SA4)。回転速度指令値Vに従ってスクリュを回転制御し、保圧完了か否か判断し保圧完了でなければステップSA2に戻り処理を継続し、保圧完了であれば、計量と成形品の取り出し処理を行い1サイクルを終了する(SA5〜SA7)。
(もっと読む)
樹脂接合性に優れたアルミニウム合金部材及びその製造方法
【課題】表面性状を極力複雑化することによって、複合化する樹脂部材との接合性を高めたアルミニウム合金部品を提供する。
【解決手段】Al‐Si系合金鋳物部材の表面に酸系液による化学エッチング処理を施し、内面に共晶Si結晶からなる凸部を複数有する平均開口幅が0.1μm以上30μm以下の凹状部を、表面の一部又は全面に複数有するAl合金部材であって、前記共晶Si結晶からなる凸部が球相当粒子径で0.1μm以上10μm以下のサイズを有し、蛍光X線のマッピング分析によりSi元素及びAl元素分析を行ったときに共晶部分に存在するSiのみが分布する部位が5%以上80%以下を占めるような部品を得る。
(もっと読む)
透明樹脂薄板のスタックモールド
【課題】金型間にそれぞれ設けられるキャビティで良好な透明樹脂薄板を成形することが可能な透明樹脂薄板のスタックモールドを提供する。
【解決手段】固定金型15と可動金型17の間に少なくとも1枚以上の中間金型18を配設した透明樹脂薄板のスタックモールド11において、金型15,17,18間にそれぞれ設けられるキャビティ19,20は端部にホットランナ27,32およびホットランナノズル33を介して溶融樹脂が送られるゲート部37が設けられ、前記ホットランナノズル33または前記ゲート部37はキャビティ19,20への溶融樹脂の注入量が調節可能となっている。
(もっと読む)
箔転写射出成形方法及び金型並びに成形品
【課題】転写箔のシワや箔バリの発生を低減した箔転写射出成形方法及び金型並びに成形品を提供する。
【解決手段】キャビティ輪郭部を構成し、可動側金型131に対してバネ111により一定圧力で付勢するスライドコア101を設け、成形時、このスライドコア101によって輪郭形成と、転写フィルム141の固定を行うことにより、成形品輪郭部のシワ発生を抑制する。また、溶融樹脂を射出、成形冷却後に、転写フィルム141のキャビティ輪郭部をスライドコア101で固定した状態で金型を開く。このとき、キャビティ輪郭部における成形品の成形部と非成形部にて、転写フィルム141の基材フィルムと転写箔から転写箔を分離することにより、転写箔を輪郭形状通りに切り取り、箔バリの発生を抑制する。
(もっと読む)
複合成形体及びその製造方法
【課題】ポリアミド系樹脂で構成された樹脂部材と、熱可塑性ポリウレタン系樹脂で構成された樹脂部材とが、接着剤を用いることなく、直接接合した複合成形体を提供する。
【解決手段】前記ポリアミド系樹脂として、10mmol/kg以上のアミノ基を有するポリアミド系樹脂を用いる。前記複合成形体は、ポリアミド系樹脂及び熱可塑性ポリウレタン系樹脂の少なくともいずれか一方を加熱し、他方と接合することにより製造できる。
(もっと読む)
熱可塑性樹脂粒子組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法
【課題】電磁波照射成形を行う際に、熱可塑性樹脂粒子のキャビティへの円滑な充填を行うと共に、焼け等の不具合の発生を防止することができ、外観、形状、表面精度等の品質及び機械的強度に優れる熱可塑性樹脂成形品を製造することができる熱可塑性樹脂粒子組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法を提供すること。
【解決手段】熱可塑性樹脂粒子組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させる用途に用いる。熱可塑性樹脂粒子組成物6Aは、粒子径が1〜100μmの小形熱可塑性樹脂粒子62を0.1〜20質量%含有し、残部が粒子径が200〜3000μmの大形熱可塑性樹脂粒子61からなる。
(もっと読む)
極薄成形品の成形金型および成形方法
【課題】極薄成形品を成形する際に、キャビティの他端部まで溶融樹脂を良好に充填でき、極薄成形品を良好な状態で成形することができる極薄成形品の成形金型および成形方法を提供する。
【解決手段】固定金型13と可動金型12の間にキャビティ14が配設され、該キャビティ14の端部にゲートP3が設けられた極薄成形品Pの成形金型11において、ゲート隣接部P4から最遠方の他端部P5までの流動長寸法Lに対する板厚寸法Tが0.2%〜0.5%の極薄成形品Pを成形可能なキャビティ14が設けられ、前記キャビティ14またはランナP2を形成するブロック18,22,39,42の表面側には該ブロック18,22,39,42の母材よりも熱伝導率が低い断熱層51,57が形成され、断熱層51,57の表面側には該断熱層51,57よりも熱伝導率が高い保熱層52,58が形成されている。
(もっと読む)
燃料電池のセルのガスケット成形用金型、燃料電池の製造方法、および燃料電池
【課題】簡単な構成で、各セルを構成する燃料電池構成部品とセパレータの厚さのバラツキに影響されず、締結時と同じ荷重を燃料電池構成部品に付与して均一な締め代のガスケットを、不要部を発生させることなく成形することができる燃料電池のセルのガスケット成形用金型を提供する。
【解決手段】ガスケット成形用金型1は、第1の金型11と第2の金型12とを含んでおり、燃料電池構成部品2に対して荷重を付与する荷重付与部15と、第1の金型11と第2の金型12により形成されるキャビティ13内に突出してガスケット6の内周側壁を成形する突出部17とを有しており、型締時にセパレータ3の表面のマニホールド孔3hの周囲との間に介在する弾性体7が突出部17の先端面17aに設けられている。
(もっと読む)
合成樹脂成形品及び合成樹脂成形品の製造方法及び合成樹脂成形品を製造する金型装置
【課題】 表面層、裏面層の各厚みが所定の厚みとなって表面の外観が低下せず、安価で高品質の合成樹脂組成物を提供する。
【解決手段】 厚み方向の略中間に位置する界面層シート1の表面側に第1の合成樹脂組成物2が、裏面側に第2の合成樹脂組成物3が同時に注入されて形成されることで成形された合成樹脂成形品4である。第1の合成樹脂組成物2よりなる表面層5と、第2の合成樹脂組成物3よりなる裏面層6と、表面層5と裏面層6との界面に設けられて表面層5及び裏面層6と一体となった界面層シート1の3層構造となっている。
(もっと読む)
射出成形機の表示装置
【課題】1成形サイクルの並列工程時間の測定、複数の工程に跨る時間の測定、任意の工程の終了から開始までの時間測定等から、サイクル時間短縮に役立つ射出成形機の表示装置を提供する。
【解決手段】射出成形機は、任意のタイミングからの経過時間を工程毎に記憶する手段、第1軸を前記任意のタイミングからの経過時間と第2軸を各工程の動作および停止状態としてグラフ表示する手段、各工程毎の開始時刻と終了時刻を抽出する手段、カーソルを前記第1軸に沿って該開始時刻または終了時刻に対応した位置に移動させる手段301〜312を有し、前記任意のタイミングからの経過時間を画面上に表示する。
(もっと読む)
2,001 - 2,020 / 6,556
[ Back to top ]