
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
6,541 - 6,556 / 6,556
形状可変性能を有する合成樹脂成形体の製造方法および成型体
【課題】 形状可変性能を有する合成樹脂成形体の製造方法およびそれによる成型体を提供する。
【解決手段】 ポリアミド系熱可塑性樹脂粉にTi粉または酸化Ti粉の粉末を混入してなる原料により成形ペレットを作成する工程と、該成形ペレットをポリアミド系熱可塑性樹脂成形母材に10〜20vol%混入して成形原料とする工程と、該成形原料を80℃、4〜12hrs加熱乾燥する工程と、該加熱乾燥後直ちに成形温度260〜290℃、金型温度80〜120℃にて成形体の成形をする工程とを備えたことを特徴とする形状可変性能を有する合成樹脂成形体の製造方法、およびそれによる眼鏡フレーム、身体障害者用スプーンまたは製靴用型。
(もっと読む)
射出成形機における射出圧力の測定方法

【課題】 射出成形機において、射出の際の加熱バレル内の溶融樹脂の圧力を、スクリュの後方に取り付けられたロードセルを用いて精度良く測定することができる方法を提供する。
【解決手段】 加熱バレル1内でスクリュ2を前進させて金型内に溶融樹脂を射出する際、スクリュ2に作用する軸方向の反力を、スクリュ2の後方に取り付けられたロードセル11を用いて検出する。これとともに、スクリュ2の速度を測定し、その速度を時間について微分してスクリュ2の加速度を算出する。算出された加速度の値に、スクリュ2及び中間プレート6などのロードセル11の前方に接続された可動部材の質量を乗じ、その慣性力を算出する。算出された慣性力を用いて、ロードセル11で検出された上記反力を補正することにより、加熱バレル1内の溶融樹脂の圧力を算出する。
(もっと読む)
樹脂製ボーリングピンの製造方法及びそれにより製造された樹脂製ボーリングピン
【課題】ヒケ等の成形過程における不具合を回避しつつ規定に基づいた正確な形状等を得ることができ、且つ、樹脂成形における作業性を向上させることができる樹脂製ボーリングピンの製造方法及びそれにより製造された樹脂製ボーリングピンを提供する。
【解決手段】キャビティの長手方向中心軸aに沿って出没自在の第1軸棒9,10を有する第1金型8と、キャビティの長手方向中心軸bに沿って出没自在の第2軸棒16,17を有する第2金型15とを用い、キャビティ内に第1軸棒9,10を挿入しつつ溶融合成樹脂を流し込み、中芯部2を得る中芯部成形工程と、第1軸棒9,10により成形された中芯部2の穴に第2軸棒16,17を挿通して位置決めした後、第2金型15のキャビティと中芯部2との間に溶融合成樹脂を流し込み、中芯部2の外表面に表皮3を得る表皮成形工程と、を含むものである。
(もっと読む)
中空状成形体およびその製造方法
【課題】 サイドウインカー1を、一次製品であるレンズ部2とハウジング4とを突き合わせた状態で樹脂材5を二次射出して形成するものにおいて、これら一次製品を容易に分解して分別収集できるようにする。
【解決手段】 ハウジング4に形成した変形辺4eを、樹脂材5の二次射出圧で変形させてレンズ部2に形成の凹孔2dに嵌合係止させ、これによって突き合わせ逆方向の抜止めがなされた状態でレンズ部2とハウジング4とを固定する。
(もっと読む)
型締装置
【課題】 可動プラテンがストッパの先端に当接する際の衝撃が小さく、繰り返しの使用によっても、ストッパや可動プラテンが折損することがない型締装置を提供する。
【解決手段】 可動金型52の型開き量を検出する型開き量検出センサ21と、型開き量検出センサ21の検出結果に基づいて可動金型52がストッパ17に当接する際の可動金型52の速度を駆動源16を操作することによって制御する型開き制御回路30とを有している。
(もっと読む)
有機廃棄物を利用した植木鉢の製法
【技術課題】 普通の射出成形機を用いて有機系乾燥微粉末に生分解性樹脂を混合した材料で植木鉢を成形する。
【解決手段】 有機廃棄物を利用した植木鉢1の製法において、原材料に生成された乾燥微粉末と生分解性樹脂をペレット化装置内に投入してペレット化を行い、このペレットを射出成形機を用いて植木鉢1に成形する。
(もっと読む)
光ファイバ一体型フェルールの製造方法及び装置
【課題】 中子ピン使用や接着剤使用による問題や、接着剤に起因する使用中の熱サイクルにより光ファイバが剥離するといった問題もなく、光ファイバの装着位置精度が高く、かつ強固に結合した安価な光ファイバ一体型フェルールを連続的に製造できる方法及び装置を提供する。
【解決手段】 製品外形を規制する少なくとも1つのキャビティ2を有する金型1の各キャビティ内に挿通した状態に長尺な光ファイバ4を張設し、上記キャビティ内に流動性材料を射出充填する工程と上記光ファイバを間欠的に移動させる工程を順次繰り返し、上記光ファイバに多数の射出成形品Bが所定間隔で固着した一連の中間品を製造し、次いで中間品の光ファイバを所定の長さに切断し、上記射出成形品に仕上げ加工を施す。
(もっと読む)
射出成形機群の管理システム
【課題】 複数の射出成形機の中の特定の機種を入力する機種入力手段(I) と、前記機種とその管理に必要な管理データを前記機種別に入力するデータ入力手段(H) と、前記管理データを格納するデータ格納手段(J) と、前記機種入力手段(I) で入力された前記機種に対応する管理データを表示装置(21)に表示する為の管理プログラムが格納されたプログラム格納手段(K) とを具備する管理システムに於いて、新たな機種の射出成形機を管理する場合でも、これらの管理プログラムに変更が生じないようにする。
【解決手段】 前記データ入力手段(H) は、前記管理データの意味を表す表意データを入力する機能を具備しており、前記データ格納手段(J) は、前記管理データ及びこれの意味を表す前記表意データを前記機種別に格納するものであり、前記管理プログラムは、前記機種入力手段(I) で入力された前記機種に対応する管理データと表意データを対応させた形式で前記表示装置(21)に表示させるものである。
(もっと読む)
自動車ドアモジュール用基盤
【課題】 コスト、軽量性、耐衝撃性、機械的強度、さらにリサイクル性に優れた自動車ドアモジュール用基盤を提供することを目的とする。
【解決手段】 長繊維ガラス繊維−ポリプロピレンペレットを射出成形してなる自動車ドアモジュール用基盤。
(もっと読む)
インモールドラベル容器およびその製造方法
【課題】成形加工コストが安く、また、熱湯などの高温の内容物を入れた時でも、手で持ちやすく、さらに、高い美粧性を有するインモールドラベル容器を提供する。
【解決手段】本発明は、容器の側壁となる筒状の外周壁と、該外周壁の内面に対して間隙を設けて連結された内周壁で形成された収容部とを備えた容器であって、前記外周壁の外面にラベルが一体的に形成されていることを特徴とするインモールドラベル容器およびその製造方法である。また、前記外周壁の外面に、リブ状突起が形成されていることを特徴とし、前記間隙に、前記外周壁の内面と前記内周壁の外面を連結する補強リブが形成されていることを特徴とする。
(もっと読む)
一体成形回路体の製造方法
【課題】 樹脂成形時に樹脂材と回路体の熱収縮率の相違に起因して回路体が歪んでも、正確に回路体の位置決めを行わせる。
【解決手段】 成形金型31,32に回路体30をセットすると共に樹脂材36を注入して一体成形回路体を得る一体成形回路体の製造方法において、樹脂材の注入時と冷却時に回路体30にテンションをかけておく。回路体30を可動支持具34に係合させ、樹脂材36の注入時の圧力で可動支持具34を移動させることでテンションをかける。成形金型内で回路体をテンションよりも弱い力で固定治具で挟持したり、成形金型内で回路体30を支持突部で支持する。樹脂材36で樹脂体を形成すると共に、樹脂体から回路体30の端子を突出させ、端子の周囲にコネクタハウジングを樹脂体と一体に形成する。
(もっと読む)
射出成形方法及びそれを用いて製造した回転検出装置
【課題】 コイルなどの内周側に樹脂が入り込まないようにすることで、回転検出装置の小型化を図る
【解決手段】 まず、金属製カバー4を用意すると共に、該金属製カバー4を固定型21に固定する。そして、金属製カバー4内に集合体を配置したのち、移動型22bの先端部がコイル11、コイルスプール12等で構成される集合体の内周に嵌入するように移動型22bを移動させる。その後、移動型22bの先端部から樹脂を射出して樹脂モールド部15を射出成形する。このとき、集合体を配置する工程では、略円環状を成す集合体の内周全周に備えられた突出部12aを金属製カバー4に配置し、移動型22aを移動させる工程では、移動型22bの先端部によって突出部を応力変形させることで、突出部12aにて、移動型22bの先端部の外周と集合体の内周との間をシールさせるようにする。具体的には、突出部12aは、コイルスプール12を集合体の内周側に突出させて形成する。
(もっと読む)
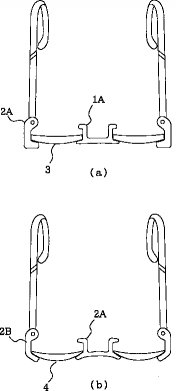
靴
【課題】 甲皮の底面に合成樹脂製の靴底を射出成形する靴に関し、靴底のデザインを、製造手間の増大を招くことなく向上せしめる構造を提供すると共に、靴底と甲皮の底面との接着状態を外部から確認し得る機能を具備せしめる。
【解決手段】 甲皮1の底面開口部に中底2を定置し、この甲皮1の靴底3側周縁に沿って形成した吊り込み部分1aを上記中底2の底面外周に沿って吊り込んで止着すると共に、この甲皮1底面に目止めシート4を貼着して中底2底面と吊り込み部分1a周縁との接合部を被覆し、上記甲皮1底面部に着色接着剤5,色彩模様部5aを施し、該甲皮1底面部に透明若しくは半透明な合成樹脂製の靴底3を射出成形し、上記靴底3を介して着色接着剤5,色彩模様部5aが見えるようにする。
(もっと読む)
成形同時フィルム貼り合わせ品の製造方法と成形同時フィルム貼り合わせ用金型
【課題】 成形同時絵付け品の良品率を向上させることを目的とする。
【解決手段】 クランプ板4を有するA金型6と、A金型6のクランプ板4で囲まれる領域に入り込む凸部を有するとともにA金型6のクランプ板4で囲まれる領域内であってA金型6とのパーティング面5に固定手段を有するB金型2とからなる射出成形金型を用い、A金型6とB金型2との間に導入したフィルム3をクランプ板4でクランプし、A金型6とB金型2とを型閉めし、A金型6とB金型2とで形成される製品キャビティ12内に溶融樹脂を射出して成形品とフィルムとを接着一体化させ、固定手段を通じてフィルムをB金型2に吸着保持したまま型開きし、B金型2からフィルム付き成形品を離型するとともに不要なフィルムを成形品から切除する。
(もっと読む)
軸状部品の成形方法及び成形用金型及び軸状成形体
【課題】軸状の成形品を、反り、変形を少なく高精度に生産できる、軸状部品の成形方法を提供する。
【解決手段】中空状の軸状部品を成形するための軸状部品の成形方法であって、金型のキャビティ15,16内に、軸状部品の中空部を成形するための中心ピン21を挿入する挿入工程と、キャビティ内に溶融樹脂を射出する射出工程と、中空部A,B,Cに圧縮ガスを注入する注入工程と、中心ピン21を中空部から退避させながら、ガスを中空部に充填する充填工程とを具備する。
(もっと読む)
射出成形同時絵付装置
【課題】 射出成形同時絵付装置において、絵付シートとして転写シートSを用いる場合に、転写後の嵩高となった支持体シートSbの処理を簡素化することにより、スペースの無駄をなくし、また、高い作業効率を確保する。
【解決手段】 転写シートSと樹脂成形品Pとを接着せしめ、次いで、雌雄両型を開放し、転写シートSの支持体シートSbのみを剥離除去し、転写層Stを樹脂成形品表面に残留せしめるようにした射出成形同時絵付装置において、成形型の転写シート供給方向における下流側に、成形品から剥離除去された支持体シートSbを裁断する裁断手段Tを備える。
(もっと読む)
6,541 - 6,556 / 6,556
[ Back to top ]