
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
101 - 120 / 6,556
射出装置
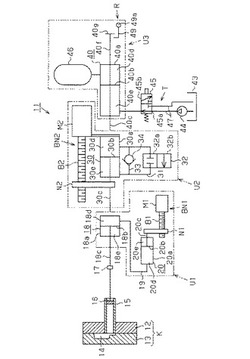
【課題】低速工程、高速工程、及び増圧工程に特化した制御を実現することができる射出装置を提供すること。
【解決手段】射出装置11は、低速工程用シリンダ30と低速工程用モータM2を有する低速工程用ユニットU2を備える。また、射出装置11は、高速工程用シリンダ40とアキュムレータ46を有する高速工程用ユニットU3を備える。射出装置11は、増圧工程用シリンダ18と、増圧工程用シリンダ18を駆動させる作動用モータM1及び作動用シリンダ20を有する増圧工程用ユニットU1を備える。型部Kには、増圧工程用ユニットU1のロッド18cが機械的に連結されるとともに、増圧工程用ユニットU1には、低速工程用ユニットU2のロッド30cが機械的に連結され、さらに、低速工程用ユニットU2には高速工程用ユニットU3の第1ロッド40cが機械的に連結されている。
(もっと読む)
射出成形機及び樹脂成形品の製造方法

【課題】スクリューによる樹脂の可塑化を行わずに、溶融樹脂を十分に攪拌して均質な樹脂成形品を得ることができる射出成形機及び樹脂成形品の製造方法を提供することを目的とする。
【解決手段】射出成形機1は、射出プランジャー22を射出方向に押し出して溶融樹脂をノズル24から射出する射出部20と、溶融樹脂を射出シリンダー21内に押し込む押込プランジャー15を有し、射出部20とは別に設けられた可塑化部10と、を備える。射出成形機1は、射出プランジャー22を回転させる射出駆動部22aを備え、射出プランジャー22には、回転に伴って射出シリンダー21内の溶融樹脂を攪拌する攪拌部26が設けられており、攪拌部26は、射出方向に延在する細径部27と、細径部27の外周面から径方向に突出する突起28と、を有することを特徴とする。
(もっと読む)
温調配管付きアダプタプレートを備えた射出成形機
【課題】型盤に金型を取付ける際に用いられるアダプタと型盤との結合領域が前記金型のアダプタへの取付け面より小さい面積とし、かつ、少なくとも前記結合領域内に温度調節用媒体の配管を設けることによって、金型の熱が型盤に伝達する箇所である結合領域内を温度調節することができ、これによって、金型の温度分布を均一にすることができる射出成形機を提供すること。
【解決手段】型盤(固定盤11,可動盤12)に金型(31a,31b)を取付けるためのアダプタプレート30(30a,30b)を有する射出成形機において、アダプタプレート30は、前記型盤に取付ける面と前記金型に取付ける面を有し、前記型盤に取付ける面に前記金型の取付け面の面積より小さい面積の結合部32(32a,32b)を有し、少なくとも前記結合部32が備わった領域に対応する前記アダプタプレート30内に配管33を有する射出成形機。
(もっと読む)
射出成形型
【課題】本発明は、1つの母型で形状・体積の異なる複数の成形品を同時に成形する場合に、複数のユニット型を平行に配置して異なる温度に設定した場合でも各ユニット型に均等に型締力がかかるようにすることができ、形状・体積が異なる複数の成形品を母型とユニット型からなる1つの成形型で成形することができる射出成形型を提供することである。
【解決手段】成形品キャビティを持つ第1のユニット型2および第2のユニット型3と、前記ユニット型2,3を収納するスペースを持つ母型1から成る射出成形型のうち、前記ユニット型2,3同士が接する面および前記ユニット型2,3と前記母型1が接する面に断熱手段5を設けた射出成形型であって、前記ユニット型2,3と母型1が接する面のうち前記成形型の型締方向に垂直な面の少なくとも1つに熱による前記ユニット型2,3の型締方向への伸びによる変形を打ち消す変形打ち消し機構14をもつ。
(もっと読む)
光電子部品及びその製造方法
【課題】生成した光を効率よく外部に導くことができる薄型の光電子部品を、安価に製造する。
【解決手段】基板本体1の複数の領域2に対応する光電子部品15に、単位基板16と、複数個の小型光素子4と、封止樹脂12からなる平板部17と、封止樹脂12からなる複数個の凸状の小型レンズ部18とを備える。光電子部品15は、側面として、封止済基板13から複数の領域2単位に分離されたことによって形成された分離面(分割面)DFを有する。各小型レンズ部18の光軸と各小型光素子4の光軸とが、中心線CLとして一致する。
(もっと読む)
薄膜を有する成形品の製造方法および製造装置
【課題】射出成形機と成膜装置のそれぞれを高い稼働率で稼動させて、高均質の薄膜を有する成形品を安価に製造する製造方法を提供する。
【解決手段】射出成形機(4)で成形した成形品(1)を第1の搬送装置(14)によってテンポラリーステージ(12)に搬送する。射出成形工程を繰り返してテンポラリーステージ(12)では射出成形工程の複数回に相当する成形品(1)をプールする。第2の搬送装置(15)はテンポラリーステージ(12)上にプールされている全成形品(1)を一括で成膜装置(5)に搬送する。成膜装置(5)において成形品(1)を成膜し、第3の搬送装置(16)によって成形品(1)を外部に搬送する。成膜工程の実施中に、引き続き射出成形工程を実施する。
(もっと読む)
複合部品の製造方法及び複合部品
【課題】様々な基材を用いても簡易な方法で基材と樹脂部材とを機械的結合できる複合部品の製造方法及び複合部品を提供する。
【解決手段】金属パイプ2を配置した金型10内に、金属パイプ2の表面の少なくとも一部を覆うように溶融樹脂を射出して冷却することで、金属パイプ2と樹脂部材3が一体化された複合部品1を得る複合部品1の製造方法であって、金属パイプ2の表裏面を貫通する貫通孔2aを設け、当該貫通孔2aを塞ぐように金属パイプ2の表面側Fにシート材4を配置した状態で表面側Fに溶融樹脂を射出することで、射出した溶融樹脂によってシート材4を貫通孔2a内に押し込んで金属パイプ2の裏面側Rに膨出させ、貫通孔2aの裏面側Rの開口径よりも大径の係合突起5となる膨出部を形成することにより、係合突起5によって金属パイプ2と樹脂部材3とが結合された複合部品1を得る。
(もっと読む)
インサート樹脂成形品
【課題】ボルトの取付精度を低下させずに、ねじ締付け力が低下し難いインサート樹脂成形品を提供する。
【解決手段】バスバー17の貫通穴41に軸部39を挿通された第2インサートボルト21の頭部37が、バスバー17の締付面43と共に樹脂材15によってインサート成形されるヒューズブロック11であって、締付面43には、貫通穴41の開口縁45より外周側において頭部37と当接し、貫通穴41の開口縁45を囲む環状突起47が設けられている。
(もっと読む)
貯留装置
【課題】貯留容器の内側面に、粉体または粒体が付着することを抑制できる貯留装置を提供する。
【解決手段】この貯留装置1は、貯留容器10、材料供給管23、検出手段29、材料供給機構28、および制御手段40を、有している。材料供給管23は、貯留容器10に接続されている。検出手段29は、材料供給管23内の所定位置における材料9の有無を検出する。制御手段40は、検出手段29の検出結果に基づいて、材料供給機構28を制御する。材料9は、貯留容器10の内部と材料供給管23の内部とに、連続的に貯留され、材料9の上面が材料供給管23内に存在する状態に、維持される。このようにすれば、貯留容器10の内部において、材料9が勢いよく落下することを、防止できる。したがって、貯留容器10の内部における粉体または粒体の舞い上がりを、抑制できる。その結果、貯留容器10の内側面に、粉体または粒体が付着することを、抑制できる。
(もっと読む)
樹脂成形品の製造方法
【課題】第1樹脂成形体の端末部に第2樹脂成形体を接合した形態の樹脂成形品の製造方法において、その接合強度の向上を図ることができ、かつ、接合部での樹脂漏れによる外観不良を効果的に防止し得る、当該樹脂成形品の製造方法を提供する。
【解決手段】
前記第2樹脂成形体3を成形する工程では、第1樹脂成形体2の端末部2Aにおける両面のうちキャビ型11の型面との当接により形成される意匠面Fとは反対の裏面R側に空隙G3を設け、この空隙G3に第2樹脂成形体3を形成するための第2溶融樹脂M2が回り込んで固化することにより、第1樹脂成形体2の端末部2Aと第2樹脂成形体3との接合面積を拡大する。また、空隙G3への第2溶融樹脂M2の流れ込み時に、第1樹脂成形体2の端末部2Aの位置を規制することで、第2溶融樹脂M2が第1樹脂成形体2の意匠面Fに滲み出る現象、すなわち接合部4での樹脂漏れによる外観不良を防止する。
(もっと読む)
成形装置及び成形方法
【課題】外枠に対する合成樹脂部の射出成形時に、成形圧力により外枠の外側が変形することを抑制することができる成形装置及び成形方法を提供する。
【解決手段】開閉可能な第1型21及び第2型22を備える。第1型21内には金属製の外枠12をセットするための凹部23を形成する。第2型22には外枠12内に合成樹脂を注入するためのゲートを設ける。第1型21と第2型22とのいずれか一方には、型締め時に外枠12の外周を押さえ可能な押さえ部材25を、押さえ位置P1と、その押さえ位置P1から退避する退避位置P2とに移動可能に設ける。
(もっと読む)
射出成形機の異常検出装置
【課題】異常検出のための閾値を自動的に設定してオペレータの負担を軽減しかつ最適な閾値を算出し、さらには一般的な射出成形機の制御装置に付加することが容易な異常検出装置を提供する。
【解決手段】可動部の動作を開始し、現在の時間または可動部の位置及び物理量を検出し、基準物理量は記憶済みか否か判断し、否の場合は時間または可動部の位置に対応させて基準物理量を記憶しSA12へ移行し、記憶済みの場合には物理量の偏差を算出し(SA01〜SA06)、偏差の絶対値を算出し、偏差の絶対値の平均値を算出し、記憶し、閾値を算出し、偏差の絶対値が閾値より大きいか否か判断し(SA07〜SA10)、大きい場合にはアラーム処理を実行し終了し、否の場合は動作完了か否か判断し、動作完了の場合にはサイクル終了か否か判断し、サイクルを終了し、否の場合はステップSA01に戻り処理を継続する(SA11〜SA13)。
(もっと読む)
ポリプロピレン系樹脂組成物、ポリプロピレン系樹脂成形体およびポリプロピレン系樹脂成形体の製造方法
【課題】成形加工時に臭気やブリードを発生させ難く、軽量性に優れ、得られる成形体の曲げ弾性率および耐衝撃性に優れた新規なポリプロピレン系樹脂組成物を提供する。
【解決手段】平均粒径が100〜2000μmのイソタクチックポリプロピレン系粒子(A)と、極性基含有率が0.1〜10モル%であり、かつ13C−NMRによって測定されるプロピレン連鎖のイソタクチックトライアッド分率が90%以上である極性基含有ポリプロピレン系粒子(B)とを、前記極性基含有ポリプロピレン系粒子(B)の含有割合が0.001〜10質量%となるように混合し、溶融混練してなることを特徴とするポリプロピレン系樹脂組成物である。
(もっと読む)
インサート成形方法、および射出成形機
【課題】簡単な構成で、寸法精度が良好な製品を成形することができるインサート成形方法と、インサート成形に使用する射出成形機とを提供する。
【解決手段】射出成形機は、インサート部品Wがセットされる金型1と、型閉じされた金型1のキャビティ3内に成形材料を射出充填する射出装置2とを備えてなるものであって、インサート部品Wがセットされてから成形材料pを射出充填するまでの間に金型1をインサート部品Wとともに所定温度に加熱する加熱手段4と、成形材料pが射出充填されてからインサート成形された成形品Pを取り出すまでの間に、金型1を所定温度に冷却する冷却手段5とが設けられている。金型1は、インサート部品Wがセットされこのインサート部品Wとともに加熱される入子型10と、この入子型10を保持する母型11とにより構成されている。
(もっと読む)
繊維強化樹脂射出成形品の固有振動数の推定方法
【課題】射出成形によって得られる繊維強化樹脂射出成形品の固有振動数を理論モード解析によって推定できる解析方法を提供する。
【解決手段】繊維強化樹脂射出成形品の固有振動数の推定方法であって、前記推定方法が、前記繊維強化樹脂射出成形品の樹脂流動解析を実行して、前記繊維強化樹脂射出成形品の弾性パラメータ及び繊維配向パラメータを算出するステップI、前記ステップIで算出した弾性パラメータ及び繊維配向パラメータを、前記繊維強化樹脂射出成形品の理論モード解析に導入して、前記理論モード解析を実行して、固有振動数の算出値を得るステップIIを含む繊維強化樹脂射出成形品の固有振動数の推定方法。
(もっと読む)
グラビア印刷適性を有する活性エネルギー線硬化型ハードコート樹脂組成物
【課題】グラビア印刷適性を有する活性エネルギー線硬化型ハードコート樹脂組成物を提供すること。
【解決手段】1分子中に2個の(メタ)アクリレート基を有し、質量平均分子量が1000〜100000である2官能ウレタン(メタ)アクリレートオリゴマー;1分子中に1個の(メタ)アクリレート基を有し、分子量が1000以下の単官能(メタ)アクリレートモノマー;1分子中に2個以上の(メタ)アクリレート基を有し、分子量が2000以下の多官能(メタ)アクリレートモノマー;及び表面が光重合性官能基で修飾されたコロイダルシリカ;を含有する活性エネルギー線硬化型ハードコート樹脂組成物であって、グラビアインキ用有機溶媒に溶解させて不揮発分50質量%以上の印刷用組成物とした場合に、該印刷用組成物の粘度が室温で200mPa・s以下である、活性エネルギー線硬化型ハードコート樹脂組成物。
(もっと読む)
ねじ抜き金型の回転中子制御装置
【課題】ねじ部を有する成形品を射出成形する金型の回転中子を駆動するサーボモータを、サイクル時間を短縮するように制御可能な回転中子制御装置を提供することである。
【解決手段】成形品の抜き出しを行い、中子原位置までの移動距離(回転中子の復帰開始位置から逆回転で中子原位置へ復帰する際の回転数Dmと回転中子の復帰開始位置から順回転で中子原位置へ復帰する際の回転数Dp)を求め、DpがDmより大きいか否か判断し、DpがDmより大きい場合(つまりYesの場合)、中子原位置まで回転中子を逆回転し、処理を終了し、DpがDmより大きくない場合(つまりNoの場合)中子原位置まで回転中子を順回転し、処理を終了する(SA01〜SA05)。
(もっと読む)
射出成形装置
【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
射出成形機のモニタデータ表示装置
【課題】複数の中から任意のモニタデータを選択し、複数の射出成形機に対して、所定期間の時刻を第一軸とし、第二軸を選択されたモニタデータとしてグラフ表示できる射出成形機のモニタデータ表示装置を提供する
【解決手段】複数の射出成形機の前記モニタデータを前記第一軸の時刻を同時刻として同時に表示することを特徴とする射出成形機のモニタデータ表示装置は、全射出成形機の表示または選択した射出成形機の表示の選択、表示期間の設定、表示するモニタデータの選択がなされ、同一時間軸で表示され、1〜3号機の射出成形機の表示が選択されており、表示するモニタデータはサイクルタイムであり、表示する期間の開始日時及び、終了時刻が表示され、表示画面内の左上部に選択した機械番号と、右上部にサイクルタイムを文字表示し、左部に表示する成形機に対応する線種と、下部に開始・終了日時を表示し、中央部に各成形機に対応するグラフを個別に表示する
(もっと読む)
軽量化された発泡木質プラスチック成形体の製造方法
【課題】熱可塑性樹脂とセルロース材料にマスターバッチ化された熱膨張性マイクロカプセルを配合することにより、より軽量化された発泡木質プラスチック成形体を製造することを課題とする。
【解決手段】熱膨張性マイクロカプセルをベース樹脂によりマスターバッチ化する工程と、熱可塑性樹脂とセルロース材料とマスターバッチ化された熱膨張性マイクロカプセルとを、50ないし70重量部:30ないし50重量部:4ないし6重量部の配合割合で溶融混練し、押出成形又は射出成形する工程と、を含み、ベース樹脂の融点が、熱膨張性マイクロカプセルの発泡開始温度以下であり且つ熱可塑性樹脂の融点以下である、発泡木質プラスチック成形体の製造方法を提供する。
(もっと読む)
101 - 120 / 6,556
[ Back to top ]