
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
141 - 160 / 6,556
金属部材と成形樹脂部材との複合成形体および金属部材の表面加工方法
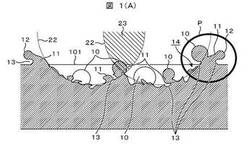
【課題】製造工程を煩雑にすることなく、金属と樹脂との異種材料間の充分な密着性と気密性を有する樹脂複合成形体を、安価に製造する方法を提供する。
【解決手段】金属部材の表面に、レーザー光や電子ビームなどの高密度エネルギーを照射することによって、金属表面が溶融飛散して形成するクレーター状の複雑に入り組んだ窪みを設ける。このクレーター状の窪みが、一部重複する領域を持つ照射条件を用いる事によって、金属表面が溶融飛散して形成する廂状の隆起部と、隆起部の先端に生ずる球状の金属飛沫、及び加工の際に生じる粒状のスパッタを固着させた粗面形状を形成する。これにより、樹脂成形された樹脂が粗面により形成した括れ空間に入り込み、樹脂が金属部材表面から剥がれる方向の体積変化に対しアンカー効果を発生させる。
(もっと読む)
搬送装置、射出成形装置、及び樹脂成形品の製造方法

【課題】搬送対象物を良好に攪拌しながら搬送することができる搬送装置、射出成形装置、及び樹脂成形品の製造方法を提供する。
【解決手段】樹脂供給装置5は、樹脂ペレットPを搬送する搬送装置であって、樹脂ペレットPを内側に収容し筒軸A周りに回転自在に設けられた回転筒体25と、回転筒体25の内側で回転筒体25と一緒に筒軸A周りに回転し、樹脂ペレットPを筒軸A方向に移動させる回転羽根部50と、を備え、回転羽根部50は、筒軸Aに直交する平板形状に設けられ回転筒体25の内側を筒軸A方向に仕切ると共に、樹脂ペレットPを筒軸A方向に通過させる通過孔51aを有する複数の仕切板材51と、隣接する仕切板材51同士を連結しながら回転筒体25の回転周方向に配列され、筒軸A方向に対して傾いた平板形状をなす攪拌板材53と、を有する。
(もっと読む)
三次元成形加飾フィルム、基材付き加飾成形品及び加飾成形品、並びにそれらの製造方法
【課題】加飾樹脂成形品に意匠性を付与するための射出成形同時転写加飾法に用いられる三次元成形加飾フィルムであって、加飾樹脂成形品の最表面の層として転写される保護層が、電離放射線硬化性樹脂組成物の硬化物であり、プライマー印刷面の状態が良好であり、乾燥性に優れ、装飾層の転移性を良好なものとする三次元成形加飾フィルム及びそれを用いた加飾成形品、並びにそれらの製造方法を提供する。
【解決手段】基材上に、離型層、保護層、プライマー層、及び装飾層をこの順で積層してなる三次元成形加飾フィルムであって、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、また、該プライマー層がポリオール及びイソシアネートを含有するプライマー組成物の硬化物であり、さらに、該ポリオールのガラス転移温度Tgが55℃以上であり、かつ、標準ポリスチレンで換算された重量平均分子量が1,000〜100,000であることを特徴とする三次元成形加飾フィルム及びそれを用いた加飾成形品、並びにそれらの製造方法。
(もっと読む)
成形同時転写用金型及び成形同時加飾成形品の製造方法
【課題】成形同時転写成形法とインサート成形法とを組み合わせた射出成形を行う場合の不具合を軽減する。
【解決手段】第1型10及び第2型20は、型締めによって、金属プレート51及び成形樹脂部53のためのキャビティ40を形成する。成形樹脂部53に転写層30bを射出成形時に形成する転写シート30は、第1型10及び第2型20の転写シート配置部P2に配置され、金属プレート51材上に重ねて配置される。転写シート30と成形樹脂部53とに重ねられている金属プレート51の第1領域51aの近傍に設けられ、第1型10及び第2型20は、成形樹脂部53に接するキャビティ40周辺の第2領域Ar3よりも第1領域51aを低い温度に冷却する冷風を通す冷却用溝15及び第2冷却回路20eを有する。
(もっと読む)
成形機、成形方法
【課題】簡易かつ低コストな構成で、成形品に余計なインクが付いたり、箔バリが生じるのを防ぐ。
【解決手段】ベースプレート61およびチャックプレート62でシート100を把持したままの状態で、入れ子27をベース26に対して凹型13側に突出させ、シート100のインク層101に成形体150の外周角部150Sを食い込ませることによって、インク層101を成形体150の外周形状に沿って破断する。その後、シート100を剥離することで、インク層101によって形成されたパターンを成形体150に転写する。
(もっと読む)
金属ハウジングにプラスチック成型部材を接合する方法
【課題】金属ハウジングにプラスチック部材を接合する方法を提供する。
【解決手段】内面及び外面を有する金属ハウジング10を準備する。中空状に刻装された領域が金属ハウジング10には設けられている。接合領域を形成するべく、金属ハウジング10の内面に物理的処理が施される。接合領域上に接着層が形成される。第1射出成型を実行することにより、接着層上にプラスチック成型部材12が形成される。第2射出成型を実行することにより、中空状に刻装された領域内に光学プラスチック部材14が成型される。
(もっと読む)
フッ素樹脂成形品
【課題】 熱溶融性フッ素樹脂を含む組成物を射出成形して得られる大型射出成形品を提供すること、特に従来のPFAに比べて低い射出圧で成形可能であって、金型からの離型性に優れる組成物を成形して得られる、基板処理装置用として特に耐熱性と耐薬液性に優れ、且つ寸法精度にも優れた大型射出成形品を提供すること。
【解決手段】 熱溶融性フッ素樹脂を含む組成物を射出成形して得られる射出方向の投影面積が1100cm2以上の射出成形品。
熱溶融性フッ素樹脂を含む組成物が、MFRが60g/10分を超える溶融成形性テトラフルオロエチレン/フルオロアルコキシトリフルオロエチレン共重合体を含む組成物である態様は好ましい態様である。
(もっと読む)
プラスチック部材を有する金属ケースによる複合部品
【課題】本発明は、プラスチック部材を有する金属ケースによる複合部品を提供する。
【解決手段】内側面と、外側面と、を有する金属ケースと、物理的方式によって、前記金属ケースの前記内側面に成形される貼合面と、前記貼合面に対向して設けられる接着層と、射出成形によって、前記接着層に成形されるプラスチック部材と、を備える、プラスチック部材を有する金属ケースによる複合部品である。
(もっと読む)
ボスの支持構造
【課題】ボスの寸法精度を向上させるとともにクラックの発生を防ぐこと。
【解決手段】部品19を支持する複数の円柱状のボス17がベース板11の一方の面に起立して形成された樹脂成形品であって、ボス17の外周面から放射状に延在させてボス17の周方向で等間隔に配置される複数の補強リブ21が設けられ、ボス17の外周面には、補強リブ21の上面と交差するコーナー部分35にのみ肉付部37が形成されてなること。
(もっと読む)
変形状態分析方法、樹脂成形体変形改善方法、及び樹脂成形体軽量化方法
【課題】樹脂成形体の変形対策案(例えば、反り変形対策案)を作成、設計する際に、短時間かつ計算コストが大幅に削減され、より効果的な対策案を作成することが可能となる解析方法を提供する。
【解決手段】変形する樹脂成形体について、樹脂成形体を微小領域に分割し位相最適化法を用い、所定の拘束条件、所定の制約条件の下で目的関数の最適化を行うことで樹脂成形体の変形状態を分析する変形状態分析方法であって、所定の拘束条件を、樹脂成形体の変形量の傾向とし、所定の制約条件を、各微小領域の変形が樹脂成形体の変形に寄与する程度を表す寄与率とし、目的関数の最適化では、樹脂成形体の剛性の低下を最小化するように最適化を行う。
(もっと読む)
成形機、成形方法
【課題】簡易かつ低コストな構成で、成形品に余計なインクが付いたり、箔バリが生じるのを防ぐ。
【解決手段】上部把持部のベースプレート61およびチャックプレート62と、下部把持部のベースプレート71およびチャックプレート72を、それぞれ独立して型開閉方向に移動可能とした。シート100を成形体150から剥離させるときには、下部把持部を凸型12側に位置させたまま、上部把持部のみを凸型12から凹型13側に離間させるようにした。これにより、シート100は、シート100の上面側に位置するチャックプレート72により押さえられたまま、シート100の下面側に位置するチャックプレート62により引き上げられる。その結果、インク層101は、チャックプレート62の位置を始端とし、チャックプレート72の位置を終端とする方向に、成形体150に密着した部分A1の外形形状に沿って破断される。
(もっと読む)
射出成形機
【課題】保温中の消費電力を更に低減させる射出成形機を提供すること。
【解決手段】本発明に係る射出成形機は、複数のバンドヒータ30〜34によって加熱される加熱シリンダ1を備える射出成形機であって、保温中における、複数のバンドヒータ30〜34のそれぞれに対する電力供給の有無を個別に設定可能とする。また、本発明に係る射出成形機は、複数のバンドヒータ30〜34のそれぞれに対する電力供給の有無を、成形中と保温中とで個別に設定可能とする。
(もっと読む)
転がり軸受用保持器およびその製造方法
【課題】 保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる転がり軸受用保持器およびその製造方法を提供する。
【解決手段】 この転がり軸受用保持器は、樹脂材料を芯金1と共に金型でインサート成形して成る。転がり軸受用保持器は、樹脂材料からなる樹脂部2内に芯金1を埋め込み、前記樹脂部2に、芯金1の前記金型のキャビティ内で支持させる支持箇所6を露出させた支持箇所露出部16を複数箇所に設けた。
(もっと読む)
運搬補助具及びその製造方法
【課題】ラベルの位置ずれをより確実に防止することのできる運搬補助具及びその製造方法を提供する。
【解決手段】箱型容器1は、箱型容器1を成形する金型装置21のうち、長辺側側壁部8の外面を成形する成形面に対して、表面に所定の情報が印刷されたラベル11を設置するとともに、当該ラベル11を、成形面において枠状に形成されたスリット26を介して吸引装置で吸引保持してから、キャビティ25に対して溶融樹脂を充填し、固化させることで形成される。また、箱型容器1の成形に際して、ラベル11は、その外周側の部位がスリット26から外周側へ2.0mm程度はみ出すようにして設置される。
(もっと読む)
成形部品、電子機器及び成形部品の製造方法
【課題】成形品質、耐久性に優れた成形部品、これを筐体に用いた電子機器、及び当該成形部品の製造方法を提供すること。
【解決手段】本技術の一形態に係る成形部品は、一次成形層と、二次成形層と、インモールド層とを具備する。上記一次成形層は、基体部と突出部とを含む。上記基体部は、全体的に箱状である。上記突出部は、上記基体部の周縁から突出する。上記二次成形層は、上記一次成形層の上に積層され、光透過性の樹脂材料からなる。上記インモールド層は、上記一次成形層と上記二次成形層との間に形成される。
(もっと読む)
成形機における射出装置
【目的】投入した大量のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口を備えたシリンダー1と、プランジャー3と、駆動手段4と、器本体部21に錐体状の通路で且つ流入側大開口22aから流出側小開口22bに連通する多数の溶融孔22が形成されてなる溶融器2と、シリンダー1の射出側に設けられたノズル14と、溶融器2を加熱する加熱手段6とからなること。溶融器2はプランジャー3とノズル14との間に配置されると共に溶融孔器2の流入側大開口22a側の面をプランジャー3の先端と対面する流入側面部21aとし、流入側面部21aと反対側でノズル14と対面する面を流出側面部21bとし、且つプランジャー3の先端面の形状は、溶融機2の流入側面部21aと同一形状としてなること。
(もっと読む)
射出成形同時加飾金型、射出成形同時加飾装置、及び射出成形同時加飾方法
【課題】射出成形時に加飾シートによって文字や図柄などの加飾を行ったとき、その加飾シートの余剰領域の削除も同時に行うことができる射出成形同時加飾金型を提供する。
【解決手段】本発明に係る射出成形同時加飾金型は、金型の内部へ樹脂を射出するのと同時に、情報が記録された加飾シート4の転写層42を金型の内部に射出された樹脂の表面に転写して加飾成形品を生成するものであって、金型の型締め時に転写層42における樹脂の表面に転写すべき転写面46と加飾シート4側に残すべき非転写面47との境界に接触し、転写層42に切り込みを付ける切断エッジ21を備えるものである。
(もっと読む)
ワーク搬送装置
【課題】ワーク形状によらず、製品以外の部分が最終的に製品となる部分と一体化した状態のワークを効率良くかつ安定して搬送することで、生産工程のハイサイクル化を達成する。
【解決手段】本発明に係るワーク搬送装置10は、長手方向の中心軸Xまわりに回転可能な複数の棒状部材11と、棒状部材11の回転を制御するための回転制御部12とを備え、ワークWが複数の棒状部材11に跨って載置可能なように、複数の棒状部材11が互いに平行に配設され、ワークWを載置した状態で棒状部材11の回転を回転制御部12で制御することにより、ワークWを棒状部材11の長手方向に沿って移動可能とした。
(もっと読む)
注入ノズル
【課題】ノズル本体に対するバルブピンユニットの着脱を容易にする。
【解決手段】ノズル本体1側における外形が円筒形の本体側連結部5の外面を部分的に切り欠いて平坦部5bと円弧部6を形成する。円弧部6には半径方向にのびるピン穴8を設ける。本体側連結部5には円周方向にのびる小径段差部7を設ける。バルブピンユニット10の環状のバルブピンユニット側連結部12には半径方向内方にのびる内向きフランジ部13とピン14とを設ける。内向きフランジ部13を部分的に切り欠いて切欠部15を形成する。ノズル本体1側の円弧部6に、バルブピンユニット10側の切欠部15を位置合わせし、バルブピンユニット10を回転させ、内向きフランジ部13を小径段差部7に係合させると共に、バルブピンユニット10側のピン14をノズル本体1側のピン穴8に引き抜き可能に挿通する。
(もっと読む)
歪センサの取り付け構造及び歪測定装置
【課題】 本発明は、より簡易で部品点数の少ない態様で、歪センサを歪計測対象部材に押圧することができる歪センサの取り付け構造の提供を目的とする。
【解決手段】 射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造において、歪計測対象部材に磁力により吸着されて設けられる磁石を備え、歪センサは、歪計測対象部材の表面と磁石との間に挟まるように設けられることを特徴とする。
(もっと読む)
141 - 160 / 6,556
[ Back to top ]