
Fターム[4F206JB02]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 不定長物品(連続物品)の製造方法 (13)
Fターム[4F206JB02]に分類される特許
1 - 13 / 13
繊維強化樹脂材の成形方法
【課題】成形型を含む成形システムを高価なものとすることなく、簡易な成形方法で繊維強化樹脂材に生じ得る反りを解消することのできる繊維強化樹脂材の成形方法を提供する。
【解決手段】繊維材7が混入された溶融樹脂6を成形型1の一箇所に配されたゲート2を介して成形型1の内部に射出し、さらに保圧して繊維強化樹脂材を成形する方法であり、溶融樹脂6の射出に先行して成形型1の内部に繊維材7が配向するのを抑制する配向抑制部材5を配しておき、保圧の前段もしくは保圧の途中で配向抑制部材5を成形型1から取り外すことを特徴とする。
(もっと読む)
樹脂成形品の製造方法

【課題】溢出した余剰の光硬化性樹脂を適切に処理しつつ樹脂成形品を得ることができる樹脂成形品の製造方法を提供する。
【解決手段】透光性樹脂部の露出面36と加飾シート21との距離が個々の部位毎に所期の値を有し、周縁部31のうち少なくとも一部に加飾シート21の張出部24を備えた基材23を得る工程;基材23に光硬化性樹脂を載置する樹脂載置工程;基材23の上から型43を載置し、隙間44に光硬化性樹脂を充填すると共に、溢出した余剰の光硬化性樹脂を張出部24によって保持する型載置工程;光を光硬化性樹脂に照射する光硬化工程;を有する。
(もっと読む)
芳香族ポリカーボネート樹脂組成物の製造方法
【課題】
表面意匠性、計量安定性、耐衝撃性、塗装性にも優れ、低温から高温までの幅広い環境で使用できるとともに、ガスインジェクション性に優れたポリカーボネート樹脂組成物、及び該樹脂組成物から成形した成形品を提供することにある。
【解決手段】
芳香族ポリカーボネート樹脂(A1)5〜95質量%と、ポリエステル樹脂(A2)95〜5質量%(合計100質量%)よりなる熱可塑性樹脂(A)70〜99.5質量部及びゴム性重合体(C)30〜0.50質量部(合計100質量部)}、並びに(A)と(B)との合計100質量部に対し有機リン酸エステル化合物(D)0.01〜1質量部及び無機フィラー0〜60質量部を溶融混練してペレットとし、このペレット100質量部に対し滑剤0.01〜0.5質量部を混合して滑剤をペレットの表面に付着させる。
(もっと読む)
ゴムクローラの製造方法及びその成型用金型
【課題】ゴムクローラを効率よく製造できる方法及び形成用金型を提案する。
【解決手段】内側モールド4と、この内側モールド4に合わさる外側モールド5との相互間に、クローラの内周壁を形成するインナーゴムシート、補強層を形成する埋設部材及び接地部を形成するアウターゴムシートをそれぞれ順次に積層配置して加圧、加硫、成型してゴムクローラを製造するに当たり、前記内側モールド4に、インナーゴムの内表面につながり該内側モールドの周りに沿い間隔を掛けて配列された複数のキャブティを有するモールドを設置し、このモールドのキャビティ内にゴム材料をそれぞれ供給、充填することによりインナーゴムと一体になる駆動突起用の凸部を形成する。
(もっと読む)
複合成形品の成形方法および成形用金型
【課題】小さな固定金型とスライド金型とを使用して、対の半成形品からなる中空成形品、2色成形品、積層成形品等の複合成形品の成形用金型を提供する。
【解決手段】固定金型(10)とスライド金型(30)とから構成する。固定金型(10)は、段差Dの第1、2のパーティング面P1、P2を有する。第1のパーティング面P1に一方の半中空成形品を成形するための凹部(11)が形成され、第2のパーティング面P2からは他方の半中空成形品を成形するためのコア(12)が立ち上がっている。スライド金型(30)も同じ段差の第1、2のパーティング面P’1、P’2を有する。第2のパーティング面P’2から前記凹部(11)に対応するコア(31)が立ち上がっている。第1のパーティング面P’1にコア(12)に対応する凹部(32)が形成されている。2次成形時には第1のパーティング面P1、P’1どうしが型合わせされる。
(もっと読む)
成形用金型及び光学素子の製造方法
【課題】簡単な構成でサイクルタイムの短縮を図ることができる成形用金型を提供する。
【解決手段】成形用金型は、キャビティ34を含むコアブロック32と、コアブロック32の周辺に配置され、コアブロック32を冷却可能な周辺ブロック36と、コアブロック32を加熱するカートリッジヒータ37と、を備え、周辺ブロック36がコアブロック32に対し接触及び離間の切替可能である。
(もっと読む)
成形用金型及び光学素子の製造方法
【課題】簡単な構成でサイクルタイムの短縮を図ることができる成形用金型及び光学素子の製造方法を提供する。
【解決手段】成形用金型は、キャビティ34を含むコアブロック32と、コアブロック32の周辺に配置され、コアブロック32を加熱可能な周辺ブロック36と、コアブロック32を冷却する冷却手段と、を備え、周辺ブロック36がコアブロック32に対し接触及び離間の切替可能である。
(もっと読む)
射出成形機の型締装置
【課題】固定金型と可動金型の型軸心の位置調整を、固定盤や可動盤を支持している台座をも温調できるようにして、固定盤とその支持柱及び可動盤とそのガイド台座との関連から、固定盤と可動盤の盤体の熱膨張方向を制御して行えるようにする。
【解決手段】固定盤を機台上の固定盤台座の操作側と反操作側に立設した支持柱に両側中央部を固定して垂直に設置する。可動盤を操作側と反操作側に設置したガイド台座に走行自在に支持する。固定盤と可動盤とに温調回路を内設する。支持柱とガイド台座とに温調回路を内設する。温調回路ごとに温調機に接続する。操作側に位置する支持柱の柱厚を反操作側に位置する支持柱の柱厚よりも厚く形成する。反操作側に位置するガイド台座の台厚を操作側よりも厚く形成して高く設置する。
(もっと読む)
比較的硬質な材料を切削するための切削ワイヤ用の環状研磨ビード素子の製造方法
【課題】比較的硬質な材料を切削するための切削ワイヤ用の環状研磨素子を製造する方法において、各ビードに支持素子の存在を必要としない方法を提供する。
【解決手段】本発明は、比較的硬質な材料を切削するための切削ワイヤ用の環状研磨ビード素子を製造するための方法に関し、金属材料粉末と粒状研磨材料との混合物を第1の金型の少なくとも1つの環状座部に入れる工程と、前記金型内の前記混合物を成形して、内部貫通孔(5)を有する少なくとも1つの成形された環状素子を得る工程と、成形された各環状素子を焼結して、完成した環状研磨素子を得る工程という一連の工程を備えている。
(もっと読む)
面ファスナーのフック部材の製造方法
【課題】 高品質で製造歩留の高い面ファスナーのフック部材の製造方法を提供する。
【解決手段】 回転可能なダイスホイール60と、その円周表面に配置された多数のフック形成用キャビティ61とを含み、ダイスホイールを間に挟んで相対向した側に射出成形装置80および冷却装置90が位置付けられて、射出装置は、ダイスホイールの円周表面近くに位置する1組の上方及び下方ノズル部81,82を介して溶融プラスチックのような成形材料70を射出し、成形されるフック部材の基部の厚みを決定するために前後に調節自在に移動させられ、射出装置から射出された成形材料はダイスホイールの円周表面とフック形成用キャビティに正確に接触するので、これにより、成形材料がフック形成用キャビティに、直接、完全に入り込めるようになるため、射出成形材料の溶融温度を充分に保つようにするので、円滑で安定した製造方法をもたらし、高品質のフック部材が得られる。
(もっと読む)
未加硫帯状ゴム部材の巻取りライナー及び巻取りライナーの製造方法
【課題】巻取りライナーの重量を軽量化することが出来、未加硫帯状ゴム部材の形状を保持して、保管時の加温・冷却効率を高めることが出来る未加硫帯状ゴム部材の巻取りライナー及び巻取りライナーの製造方法を提供する。
【解決手段】この発明にかかる巻取りライナーRは、アルミ合金から成る所定幅Hの板材により形成した帯状のライナー本体Raと、このライナー本体Raの表面の幅方向両側縁部に長手方向に所定の間隔で、かつ所定高さの樹脂材料から成る凸状のガイド部11とで構成されている。巻取りライナーRの製造ラインには、ライナー本体Raのアルマイト加工を施した表面を水溶性還元剤で表面処理する表面洗浄・処理工程13と、表面処理したライナー本体Raの乾燥させる乾燥工程14と、ライナー本体Raの表面の幅方向両側縁部に、長手方向に所定の間隔Pで、かつ所定高さh で、樹脂材料から成る凸状のガイド部11を一体的に圧着する射出成形工程15と、ライナー巻取り工程16とが連続的で、かつ直線的に配設されている。
(もっと読む)
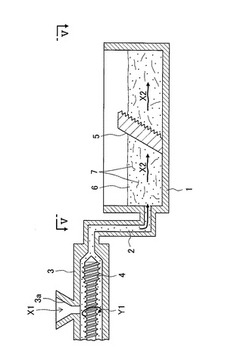
連続射出成型システム、連続射出成型方法、及びタイヤ成型方法
【課題】射出成型機を使用して連続的にシート部材を高速で成型することができる連続射出成型システムを提供する。
【解決手段】シート部材を連続的に成型することが可能な連続射出成型システムであって、複数台の射出成型機1と、この複数台の射出成型機1に対して連結され、シート部材を連続出力させるダイリップ2dを有する金型2と、複数台の射出成型機1から金型内へ材料を射出するに際して、各射出成型機1を時系列に順番に繰り返し作動させる制御装置4とを備えている。金型2から射出成型機1への材料の逆流を防止するための逆止弁3a,3b,3cが設けられていることが好ましい。
(もっと読む)
2分割式配線保護筒における上下部収納体の製造方法
【課題】蛇腹部が圧縮又は伸長変形してしまう。
【解決手段】2分割式の配線保護筒1における上下部収納体8、11の一単位部材25、25a
…を、蛇腹部3、3a…を構成する蛇腹部材26と、該蛇腹部材26の前後両端に位置するヒン
ジ取付部4、4a…の一部を構成するヒンジ取付部材27、27a により構成し、上記一単位部
材25、25a …を射出成形すると共に、固化安定後に除去される保持棒体58、58a を、蛇腹
部材26に非接触で、ヒンジ取付部材27、27a 間に一体形成することによって、上記保持棒
体58、58a によりヒンジ取付部材27、27a 間の間隔が保持されるため、蛇腹部材26の変形
を防止出来る。
(もっと読む)
1 - 13 / 13
[ Back to top ]