
Fターム[4F206JE11]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料の前処理、コンディショニング (196) | 乾燥(←脱水、湿度調整、除湿) (38)
Fターム[4F206JE11]に分類される特許
1 - 20 / 38
樹脂製メガネフレーム及びその部品の製造方法
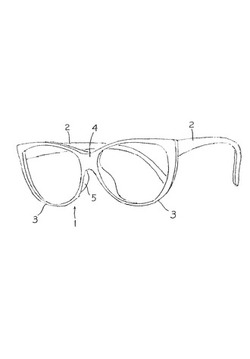
【課題】表面に金属光沢面を形成した樹脂製メガネフレームを提供する。
【解決手段】メガネフレームの部品となるフロント部1及びツル2,2はポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部1及びツル2の表面に厚さが0.05μ〜0.3μのチタン粉末を密着した蒸着膜を形成し、該蒸着膜の上に150℃〜200℃の高温で塗装した厚さ10μ〜20μの塗装膜を形成している。
(もっと読む)
ポリカーボネート樹脂組成物
【課題】優れた透明性と耐熱性を有するポリカーボネート樹脂を得ることを目的とする。
【解決手段】構造の一部に所定の構造部位を有するジヒドロキシ化合物に由来する構造単位(a)を25モル%以上50モル%未満含むポリカーボネート樹脂(A)と、芳香族ポリカーボネート樹脂(B)からなる樹脂組成物を用いる。
(もっと読む)
射出成形システム

【課題】材料配管用バルブへの成形材料の挟まりを抑制し、生産効率を向上させることができる射出成形システムを提案する。
【解決手段】本発明の射出成形システムは、成形材料を溶解して射出成形する射出成形機1と、成形材料を射出成形機1に供給する成形材料供給装置2と、成形材料を貯留し、成形材料供給装置2と連通された材料タンク13と、材料タンク13と成形材料供給装置2との連通を遮断可能に設けられたバルブ19と、を備え、材料タンク13から成形材料供給装置2への成形材料の移送を成形材料供給装置2および材料タンク13の雰囲気の吸引によって行う。材料タンク13と成形材料供給装置2との連通を遮断する指令を受けたとき、材料タンク13と成形材料供給装置2との圧力差を検出して該圧力差が所定の値以下になったところでバルブ19を閉じる制御手段22をさらに備えている。
(もっと読む)
ポリエチレンテレフタレート樹脂およびポリエステル樹脂成形体の製造方法
【課題】溶融成形時のアセトアルデヒドの副生量が少なく、成形体とした際のアセトアルデヒド含有量が低減化されるポリエチレンテレフタレート樹脂を提供する。
【解決手段】固有粘度[η2]が0.70dl/g以上1.50dl/g以下、アセトアルデヒド含有量[AA0(重量ppm)]が10重量ppm以下で、且つ、水分量を30±20重量ppmに調湿して280℃で射出成形して得られた成形体のアセトアルデヒド含有量〔AA1(重量ppm)〕と、水分量を120±20重量ppmに調湿して280℃で射出成形して得られた成形体のアセトアルデヒド含有量〔AA2(重量ppm)〕とが、下記式(1)を満足するポリエチレンテレフタレート樹脂。
【数1】
(もっと読む)
ペットボトルリサイクル箸の製造方法
【課題】ペットボトルリサイクル箸の製造方法の提供。
【解決手段】ペットボトル回収洗浄後、1cm程度角に裁断処理してフレークと呼ばれる材料形態とし、これを主材として重量比で30−90%程度含有し、ガラス繊維あるいは、カーボン繊維を強化添加材として重量比で10−50%程度含有させたもに、使用済みペットボトルの劣化度に応じて、未使用のバージンペレットであるポリエチレンテレフタレート、ポリエチレンフタレート、ポリブチレンテレフタレート、ABS樹脂、SPS樹脂等を安定化添加材として重量比で0−50%程度含有させることも出来る。これによって得た混合材料を、湿度を取り除いた熱風で乾燥した後、加熱混練装置内で、脱気乾燥しながら加熱混練し、ノズルからそのまま箸金型内に注入する。あるいは、線状体にして押し出してペレット化し、再度、射出成形機にて箸金型内に注入することによって、ペットボトルリサイクル箸を得る。
(もっと読む)
吸引装置および吸引方法
【課題】 吸引用ポンプの下流側に設けられるサイレンサからドレンの回収を行わなくてもよい吸引装置および吸引方法を提供する。
【解決手段】 成形材料Mから発生するガス状物質に含まれる水分を吸引する吸引装置において、ガス状物質に含まれる水分を吸引する吸引用ポンプ19と、吸引用ポンプ19の下流側に設けられるサイレンサ21と、吸引用ポンプ19の下流側の接続管路20またはサイレンサ21へガス状物質よりも水分含有率の低い気体を供給する気体供給装置23とを備える。
(もっと読む)
射出成型用樹脂および射出成型用樹脂の製造方法。
【課題】PPC用紙等の化学パルプを主原料とした製紙およびペットボトル等の樹脂製品のリサイクルとして熱可塑性樹脂の生成を行い、PPC用紙および樹脂製品の再利用と、ゴミとして処理される製紙および樹脂製品を減少させることによる環境保全を行う。
【解決手段】
細かく裁断した化学パルプを主原料とした製紙の使用済み排出紙を水に浸して含水させ、この含水した前記使用済み排出紙を、少なくとも水がしたたり落ちない程度にまで脱水し、脱水を行った使用済み排出紙および前記使用済み合成樹脂を、耐圧および耐熱機能を備えたチャンバー内に封入する。そして、チャンバー内において使用済み排出紙に含まれている水を亜臨界若しくは超臨界状態にすることでセルロースを分解するとともに、当該セルロースの分解物と溶融した前記使用済み合成樹脂を攪拌しながら混合し射出成型用樹脂を得る。
(もっと読む)
炭素成形体の製造方法
【課題】射出成形時の成形材料の流動に伴う成形体の異方性を低減して焼成時の収縮による歪みを抑制し、焼成時の収縮異方性が小さく、物性の異方性を低減化した炭素成形体の製造方法を提供すること。
【解決手段】有機化合物或いは合成樹脂化合物を0.01〜5重量部添加した炭素粉末を機械的摩砕処理して粒子表面を平滑にし、該炭素粉末100重量部と、残炭率40%以上の熱硬化性樹脂固形分10〜40重量部を溶解した樹脂溶液と混合、混練し、乾燥後、粉砕した成形粉を、射出成形、射出圧縮成形或いはトランスファ成形により成形し、得られた成形体を180〜280℃の温度で硬化処理し、次いで、非酸化性雰囲気下800℃以上の温度で焼成処理することを特徴とする。
(もっと読む)
可塑化装置および可塑化方法
【課題】 加熱筒内の溶融した成形材料から発生する水分やガスを効率的に排出することができる可塑化装置および可塑化方法を提供する。
【解決手段】 スクリュ3が配設された加熱筒2内で成形材料Mを溶融状態として加熱筒2前方から排出する可塑化装置1において、加熱筒2内に向けて供給していた不活性ガスまたは乾燥空気の供給を成形サイクル中の一定期間だけは停止するか又は供給量を減少させる気体供給手段8と、加熱筒2外に開口部19を有し加熱筒2内を負圧にする負圧発生手段20とが設けられている。
(もっと読む)
射出装置
【課題】樹脂供給通路内に介在する樹脂原料のブリッジを回避するため、通路形成部材を冷却水にて冷却する従来の冷却装置は、設備コストが嵩む上に定期的な点検が必要である。
【解決手段】原料樹脂11を収容するチャンバ16が画成され、このチャンバ16内に押し込まれる原料樹脂11を加熱するためのシリンダヒータ20が配された射出シリンダ部13と、この射出シリンダ部13のチャンバ16に連通する樹脂供給通路43が画成された中間支持板31を有し、この中間支持板31の樹脂供給通路43に供給される原料樹脂11を射出シリンダ部13のチャンバ16へと押し込むための材料供給ユニット14とを具えた本発明による射出装置10は、大気側に面する発熱部47と、材料供給ユニット14の中間支持板31に接合される吸熱部46とを有し、樹脂供給通路43内に介在する原料樹脂11のブリッジ現象を阻止するためのペルチェユニット45をさらに具える。
(もっと読む)
射出装置
【課題】ホッパ内に貯留された射出成形用の原料樹脂を乾燥させる場合、従来では射出成形機とは別な独立した乾燥機を用いているため、設備全体が大型化する上にエネルギー効率が悪い。
【解決手段】射出成形機にて発生した熱を回収するための熱交換部51を持った熱回収手段15と、原料樹脂11を収容してこれを射出成形機の射出シリンダ部13へと供給するためのホッパ40とを有する本発明による射出装置は、一端側に熱交換部51が取り付けられると共に他端がホッパ40内に連通する熱風ダクト52と、熱交換部51にて回収された熱を熱風として熱風ダクト52からホッパ40内に導くための排気ファン53と、ホッパ40に形成された排気口56に連通する排気ダクト54とを熱回収手段15が具え、排気ファン53が排気ダクト54に組み込まれている。
(もっと読む)
ポリカーボネート樹脂成形体の成形装置、成形方法及びポリカーボネート樹脂成形体
【課題】黄変が防止され、色相が良好なポリカーボネート樹脂成形体及びその製造方法を提供する。
【解決手段】ポリカーボネート樹脂組成物を押出成形してペレットとし、これを射出成形して透明ポリカーボネート樹脂成形体を製造する。成形機のスクリュ等に、酸化開始温度が700℃以上の皮膜を設ける。得られた透明ポリカーボネート樹脂成形体を、加熱してアニール処理してもよい。
(もっと読む)
成形体の製造方法および光学射出成形体
【課題】 成形性に優れた重合体を用いて耐熱性に優れた成形体を製造する方法と、耐熱性および成形性に優れた光学射出成形体を提供すること。
【解決手段】 ジシクロペンタジエン等由来の繰り返し単位を全繰り返し単位100重量%に対して20〜50重量%、特定ノルボルネン系化合物由来の繰り返し単位を全繰り返し単位100重量%に対して50〜80重量%有し、かつゲルパーミエーションクロマトグラフィーによるポリスチレン換算重量平均分子量が35,000〜55,000である環状オレフィン系重合体を、射出成形により成形することを特徴とする、成形体の製造方法と光学射出成形体を提供する。
(もっと読む)
バイオマス原料から成るボタンおよびその製造方法
【課題】バイオマス原料を用いたボタンであって、耐熱性に優れ、強度が高く、染色性に優れ、かつ、透明〜半透明性および/または光沢性をも呈し得る高品質のボタンを提供すること。
【解決手段】本発明のボタンは、バイオマス原料から成り、160℃以上の熱変形温度を有することを特徴とする。
(もっと読む)
射出成形用ポリエステル樹脂組成物及びその成形品
【課題】耐衝撃性と流動性に優れ、実用的な耐衝撃性を有する大型〜超大型の成形品を射出成形により製造することのできる射出成形用ポリエステル樹脂組成物を提供すること。
【課題手段】ポリエステル樹脂(成分(A))84〜92質量%と、エポキシ基を含有するポリオレフィン樹脂(成分(B))0.07〜2.5質量%と、エチレン−α−オレフィン共重合体(成分(C))5〜15質量%と、エポキシ樹脂(成分(D))0.2〜2質量%とを含有し(成分(A)、(B)、(C)及び(D)の合計量を100質量%とする)、成分(B)と成分(C)の質量比(B/C)が0.7/99.3〜28/72である樹脂成分を溶融混練してなり、水分含有量を500〜2000ppmに調整してなる射出成形用ポリエステル樹脂組成物。
(もっと読む)
樹脂成形品
【課題】透明性、機械特性、表面特性に優れたバイオマス資源を原料として使用されたポリカーボネート樹脂からなる樹脂成形品を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位からなり、250℃におけるキャピラリーレオメータで測定した溶融粘度が、シェアレート600secー1の条件下で0.2×103〜4.0×103Pa・sの範囲にあるポリカーボネート樹脂(A成分)を、シリンダー温度220〜270℃の範囲で射出成形して得られる、JIS K7105に従って測定された厚み1mmの平滑平板状成形品における全光線透過率が75%以上であることを特徴とする樹脂成形品。
【化1】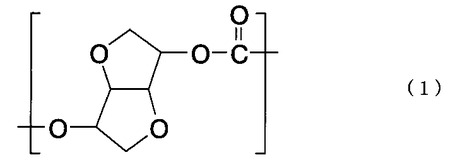 (もっと読む)
(もっと読む)
樹脂で被覆されたカーボンナノ材料の製造方法及びカーボンナノ複合樹脂成形品の製造方法
【解決手段】図(b)に示すように、樹脂材料11と有機溶媒10とを混合し、有機溶媒10中に樹脂材料11を溶解させて樹脂分散溶液14を得る。次に、(c)に示すように、樹脂分散溶液14に、(a)で準備したカーボンナノ材料12を添加する。そして、撹拌棒15により、カーボンナノ材料12が分散するように、十分に撹拌する。(d)に示すように、カーボンナノ・樹脂分散溶液16に十分な量の水13を添加して、水相化溶液17にする。すると、THFは水相へ移行される。水相化溶液17を、(e)に示すように、濾紙18で濾過する。これで、THFは水と共に除去される。残りは、乾燥により除去することができる。乾燥の結果、樹脂で被覆されたカーボンナノ材料19を得る。(f)に示すように、樹脂で被覆されたカーボンナノ材料19は、カーボンナノ材料12が大量の樹脂材料11で被覆されている。
【効果】表面の樹脂材料が隔壁となって、カーボンナノ材料同士の接触、凝集を阻止する。
(もっと読む)
導光板の製造方法
【課題】金型の転写性が良く、恒温恒湿環境下での寸法安定性に優れた導光板の製造方法を提供する。
【解決手段】脂環式構造含有重合体を用いて射出成形により導光板を製造する方法において、前記導光板がその光出射面又は光反射面の少なくとも一方に微細な凹凸パターンを有し、該脂環式構造含有重合体に酸素除去処理を行った後、射出率250cm3/s以上で金型キャビティ内へ供給し、前記微細な凹凸パターンは、三角プリズム形状であり、当該三角プリズム形状の傾斜表面の算術平均粗さ(Ra)が150nm以下である導光板の製造方法。
(もっと読む)
成形機システム、射出成形機、光学素子、及び光ピックアップ装置
【課題】高精度の成形品を製造することができる成形機システム又は射出成形機を提供すること。
【解決手段】この成形機システム100では、乾燥機30と温調機50とを射出成形機10との接続部を除いて射出成形機10と隔離するための隔離部材67を適所に設けているので、射出成形機10が乾燥機30や温調機50の熱的影響を受けることを防止でき、金型61,62やこれらの動作に関連する部品の温度管理が容易になり、具体的には短時間で射出成形機10の可動部の温度を安定化させることができ、高精度の成形品MPを高い歩留まりで製造することができる。
(もっと読む)
リグノセルロース系樹脂組成物の筐体射出成形方法、及びリグノセルロース系樹脂組成物
【課題】筐体をリグノセルロース系樹脂組成物から射出成形により成形可能として、その製造能率の向上を図ることができるリグノセルロース系樹脂組成物の筐体射出成形方法及びリグノセルロース系樹脂組成物を提供すること。
【解決手段】本願発明の筐体100の製造方法によれば、蒸気処理工程(S2)の後で、かつ、成形工程(S8)の前に、混練工程(S5)が実行され、その混練工程(S5)では、リグノセルロース系改質材が生成されたリグノセルロース系材料に、生分解性樹脂とリグノセルロース系改質材が生成されたリグノセルロース系材料との混練物の全重量に対して5重量%以上の割合で生分解性樹脂及び滑剤が混練される。これにより、リグノセルロース系改質材が生成されたリグノセルロース系材料の流動性を向上させて、筐体100を射出成形で製造できるので、筐体100を圧縮成形で製造する場合と比較して、製造能率の向上を図ることができる。
(もっと読む)
1 - 20 / 38
[ Back to top ]