
Fターム[4F206JF21]の内容
プラスチック等の射出成形 (77,100) | 成形材料の供給 (3,852) | 混合 (188)
Fターム[4F206JF21]の下位に属するFターム
撹拌 (19)
Fターム[4F206JF21]に分類される特許
1 - 20 / 169
情報記録媒体収納用ケース
射出発泡用樹脂組成物、射出発泡成形体及び射出発泡成形体の製造方法
【課題】 内部セルが均一微細であり、高発泡倍率で軽量性に優れていることから、自動車内装材をはじめ、食品包装用容器や家電、建材用途に広く使用できる射出成形発泡用樹脂組成物、それよりなる発泡体及びその製造方法を提供する。
【解決手段】 少なくともポリプロピレン系樹脂、メルトフローレートが1g/10分以上10g/10分未満、溶融張力が150mN以上、歪硬化性を有し、密度が915kg/m3以上970kg/m3以下のポリエチレン系樹脂(A)、並びにアルケニル芳香族化合物単位含有ゴム及び密度が850kg/m3以上910kg/m3以下のエチレン−α−オレフィン系共重合体からなる群より選ばれる少なくとも1種以上の熱可塑性樹脂(B)を含有する樹脂組成物。
(もっと読む)
発泡成形用射出成形機の射出装置
【課題】計量樹脂溜め部内に蓄えられた溶融樹脂への物理発泡剤の拡散を迅速化する。計量樹脂溜め部に供給された物理発泡剤のスクリュー本体側への逆流を防止する。
【解決手段】加熱筒ヘッド内に、少なくとも一部が多孔質材料をもって形成され、該多孔質材料をもって形成された部分に前記樹脂通路の一部を構成するセンタ孔が開設されたスリーブを内蔵し、該スリーブの外周部分に物理発泡剤の導入空間を形成すると共に、前記加熱筒ヘッドに前記物理発泡剤供給ノズルを取り付け、該ノズルから供給される物理発泡剤を前記物理発泡剤の導入空間内に噴射し、該導入空間内に噴射された前記物理発泡剤を、前記多孔質材料が有する微細な空孔を通して前記加熱筒ヘッドに開設された樹脂通路内に供給する。
(もっと読む)
樹脂部材、軸受用保持器、及びその製造方法

【課題】ウェルド面の強度低下を抑制することが可能な樹脂部材、軸受用保持器を提供する。
【解決手段】冠型保持器は、成形金型内に形成した環状のキャビティ40の周縁部に設けた樹脂射出ゲート50から、強化繊維を添加した溶解樹脂をキャビティ40内に射出し、冷却固化することによって成形される。キャビティ40内に注入された溶解樹脂は、キャビティ40内を充填した後、樹脂溜まり60A,60Bに流入し、貯留される。このとき、矢印で示したような樹脂の流動が発生するため、溶解樹脂に添加された強化繊維は、ウェルド面Wの径方向内側において、ウェルド面Wに対して垂直に配向する。
(もっと読む)
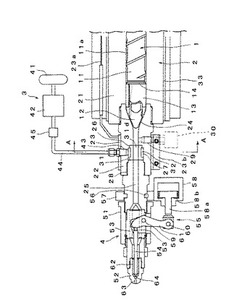
液状樹脂材料用成形設備
【課題】射出装置が不要であり、材料の十分な混合が得られる液状樹脂材料用成形設備を提供することを課題とする。
【解決手段】液状樹脂材料用成形設備10は、金型11と、この金型11を型締めする型締装置12と、金型11へ液状樹脂材料を供給する供給装置20とからなる。この液状樹脂材料の供給装置20は、主剤に硬化剤などの添加剤を添加した液状樹脂材料を、十分に攪拌混合する撹拌混合機構30と、得られた液状混合材料を圧送するポンプ機構50と、このポンプ機構50から第1流路51を介して送られてきた液状混合材料を一定量計量し、間欠的に第2流路61を通じて金型11へ供給する定量計量供給機構60とからなる。
【効果】予め混合した液状混合材料を定量計量供給機構から直接金型へ供給することができる。結果、射出装置が不要となる。
(もっと読む)
ポリカーボネート樹脂組成物
【課題】耐熱性に優れ、良好な流動性を有すると共に、優れた透明性や初期色調を有するポリカーボネート樹脂を得ることを目的とする。
【解決手段】構造の一部に所定の構造部位を有するジヒドロキシ化合物に由来する構造単位(a)を15モル%以上50モル%未満含むポリカーボネート樹脂(A)と、芳香族ポリカーボネート樹脂(B)からなる樹脂組成物であって、前記ポリカーボネート(B)の割合が60重量%以上である樹脂組成物を用いる。
(もっと読む)
供給装置
【課題】動作が停止された時点で原料が残ることによる無駄をなくすことができる、供給装置を提供する。
【解決手段】供給装置1は、調整停止機能を有している。調整停止機能がオンにされると、混合ユニット19、供給配管26および成形機ホッパ27内における原料の貯留量および操作パネルの操作によって設定された製品重量に基づいて、混合ユニット19、供給配管26および成形機ホッパ27内に残量を残すことなく、調整停止機能がオンにされた時点で操作パネルに表示されていた停止タイミングで供給装置1および成形機2の動作が停止されるように、オン後に成形機2に供給されるべき原料の量である残供給量が設定される。そして、その設定された残供給量に基づいて、供給装置1の動作が停止される。
(もっと読む)
光輝材を有する熱可塑性樹脂の射出成形体の製造方法、及び射出成形体
【課題】光輝材を有する熱可塑性樹脂を成形する場合において、リブやボスを有するような、比較的複雑な形状であっても光輝材の配向乱れが抑制された射出成形体を得ること。
【解決手段】リブ12やボス13を有する部位14の厚みを、有しない部位15の厚みよりも0.1mmから3.0mm厚く設計した金型を用い、平均粒径が120μm未満の光輝材を有する熱可塑性樹脂を成形する射出成形体の製造方法において、前記金型の温度をキャビティ内の前記熱可塑性樹脂温度が荷重たわみ温度以上を保てるような温度に上げる工程と、前記金型のキャビティ内に溶融した前記熱可塑性樹脂を射出して流し込む工程と、前記金型の温度を下げて前記熱可塑性樹脂を硬化させる工程とを含む。
(もっと読む)
ポリ乳酸樹脂組成物成形品の製造方法およびかかる方法により得られる成形品
【課題】加熱による収縮が著しく抑制されると共に、ポリ乳酸樹脂の欠点であった耐熱性が大幅に向上された、ポリ乳酸樹脂組成物成形品を製造する方法を提供すること。
【解決手段】1)ポリ乳酸樹脂、およびポリ乳酸樹脂100重量部に対して7〜50重量部の液晶ポリマーを配合し、170〜250℃の温度下で溶融混練してポリ乳酸樹脂と液晶ポリマーとを含む組成物を得る工程、2)工程1)で得られた組成物を溶融加工して、成形品を得る工程、および、3)工程2)で得られた成形品を102〜140℃の温度下で5〜55分間加熱処理する工程、を含むポリ乳酸樹脂組成物成形品の製造方法を提供する。
(もっと読む)
熱可塑性樹脂の金属粘着性を低減させる方法
【課題】難燃性を有するとともに、成形過程において成形機のスクリューやシリンダーなどの金属への樹脂の粘着を低減させることにより、長期の連続成形におけるヤケ異物の発生を抑制させる方法を提供する。
【解決手段】(A)熱可塑性樹脂(A成分)100重量部に対し、(B)離型剤(B成分)0.01〜5重量部を含有する樹脂組成物において、B成分としてジペンタエリスリトールと炭素数が13〜35である飽和脂肪族カルボン酸とのエステルを使用することにより金属粘着性を低減させる方法。
(もっと読む)
ポリカーボネート組成物、物品及び製造方法
【課題】ウェルドライン強度に優れ、電子装置用の成形部品の製造に有用なポリカーボネート樹脂組成物の提供。
【解決手段】充填材を除外した熱可塑性組成物の総重量を各々基準にして、ポリカーボネート樹脂約10〜約84wt%、ポリカーボネート−ポリシロキサンコポリマー約0.5〜約40wt%、耐衝撃性改良剤組成物約1〜約40wt%、及びアルキル(メタ)アクリレートポリマー約1〜約50wt%を含む熱可塑性組成物。別の実施形態としては、充填材を除外した熱可塑性組成物の総重量を各々基準にして、ポリカーボネート樹脂約10〜約85wt%、耐衝撃性改良剤組成物約1〜約40wt%、及び耐衝撃性改良アルキル(メタ)アクリレートポリマー約1〜約50wt%を含む熱可塑性組成物。
(もっと読む)
樹脂組成物およびその成形品
【課題】十分な引張降伏強度と曲げ弾性率、シャルピー衝撃強度を有し、衝撃強度のばらつきが少ないPET系樹脂組成物を得ることである。
【解決手段】ポリエチレンテレフタレート100重量部に対して、ポリエチレンを0.1〜20重量部、相溶化剤を0.1〜20重量部を混合してなり、前記相溶化剤はモノマーAとモノマーBの共重合体からなり、前記モノマーAは、エチレン、α−オレフィン、ブタジエン、イソプレン、ヘキサジエン、スチレン、スルホン化スチレンなどのスチレン化合物からなる群より選ばれた一つ以上のモノマーであり、前記モノマーBは不飽和カルボン酸、不飽和カルボン酸エステル、ビニルスルホン酸、脂肪酸ビニル、アクリロニトリル、マレイン酸変性オレフィン、無水マレイン酸変性オレフィン、ポリカプロラクトン変性オレフィンからなる群より選ばれた一つ以上のモノマーであることを特徴とする樹脂組成物である。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶化度の高い高分子樹脂成形品を、形状の自由度が高く且つ比較的簡素な工程で製造可能な成形方法を提供する。
【解決手段】成形型を構成する固定型12と可動型13とで囲まれたキャビティ15’に結晶性高分子樹脂の融液A’が充填され、該融液に、物理発泡剤と、発生ガスの積算量が経時的に増加する第2の発泡剤とが混入され、該融液の温度が融点以下、結晶化温度以上である状態で、前記可動型を前記固定型から離間する方向にコアバックさせて前記キャビティの容積を増大させ該キャビティ内の前記高分子樹脂を前記物理発泡剤と前記第2の発泡剤とにより発泡させながら成形すると共に、その成形時に、前記融液に臨界伸長ひずみ速度以上の速度で伸長ひずみを生じさせて、該融液を配向融液の状態にし、その状態を維持して結晶化させることで、樹脂成形品を製造する。
(もっと読む)
OA機器外装部品の製造方法
【課題】ステレオコンプレックスポリ乳酸の耐熱性を活かしたOA機器外装部品の製造方法提供する。
【解決手段】(A)示差走査熱量計(DSC)測定において、昇温過程における融解ピークのうち、195℃以上の融解ピークの割合が80%以上であるポリ乳酸(A成分)を、金型温度80〜130℃の範囲で射出成形して得られるOA機器外装部品の製造方法。ポリ乳酸は、L−乳酸単位90〜100モル%と、D−乳酸等の単位0〜10モル%とにより構成されるポリ乳酸単位(A−1)と、D−乳酸単位90〜100モル%と、L−乳酸等の単位0〜10モル%とにより構成されるポリ乳酸単位(A−4)とからなり、(A−1/A−4)が10/90〜90/10(重量比)で245〜300℃で熱処理したものである。
(もっと読む)
ガスインジェクション用ポリカーボネート−ポリエステル複合樹脂組成物及び成形品
【課題】樹脂本来の物性を維持しつつ、表面性、中空成形性が改善されたガスインジェクション用ポリカーボネート−ポリエステル複合樹脂組成物を提供する。
【解決手段】芳香族ポリカーボネート樹脂(A1)100質量部、ポリエステル樹脂(A2)1〜100質量部、ゴム性重合体(A3)0.5〜30質量部、レーザー回折式粒度分布測定装置で測定した平均粒子径が0.5〜5.0μmであり、かつ粒子径が15μm以上の粒子を実質的に含まない無機充填材(A4)1〜60質量部を含むポリカーボネート−ポリエステル複合樹脂組成物(A)100質量部に対して、芳香族ポリカーボネート樹脂(B1)、ポリエチレンテレフタレート(B2)、ゴム性重合体(B3)及びポリカーボネートと反応する官能基を有するオレフィン系重合体(B4)から成る複合樹脂組成物を含むガスインジョクション用ポリカーボネート−ポリエステル複合樹脂組成物。
(もっと読む)
繊維強化熱可塑性樹脂構造体
【課題】局所的な荷重が入力された場合にも、構造体の局所的な変形を抑制でき、構造体全体の変形も小さく抑えることが可能な繊維強化熱可塑性樹脂構造体を提供する。
【解決手段】繊維強化熱可塑性樹脂からなる2つの部材を、空間を介在させて互いに連結した合わせ構造体からなり、一方の部材から他方の部材に向けて両部材間の空間内を延びるとともに合わせ構造体の長手方向に沿って延び、両部材の対向面の両方に接合されているウエブ状補強材を有することを特徴とする繊維強化熱可塑性樹脂構造体。
(もっと読む)
タイヤ、及びタイヤの製造方法
【課題】熱可塑性樹脂を用いて形成され、耐久性及び製造性に優れたタイヤ、及びこのタイヤの製造方法を提供する。
【解決手段】熱可塑性樹脂材料で形成された環状のタイヤ骨格体17を有するタイヤ10であって、前記熱可塑性樹脂材料が、ポリエステル系熱可塑性エラストマーと、前記ポリエステル系熱可塑性エラストマー以外の熱可塑性エラストマーを酸変性してなる酸変性エラストマー、又は前記ポリエステル系熱可塑性エラストマー以外の熱可塑性エラストマー及び該エラストマーを酸変性してなる酸変性エラストマーの混合物と、を含むタイヤ10、及びその製造方法。
(もっと読む)
電気・電子部品の製造方法
【課題】ステレオコンプレックスポリ乳酸の耐熱性を活かした電気・電子部品の製造方法提供する。
【解決手段】(A)示差走査熱量計(DSC)測定において、昇温過程における融解ピークのうち、195℃以上の融解ピークの割合が70%以上であるポリ乳酸(A成分)を、金型温度80〜130℃の範囲で射出成形して得られる電気・電子部品。
(もっと読む)
ポリ乳酸組成物及びポリ乳酸系成形体の製造方法
【課題】生分解性があり、かつ透明性に優れ、成形効率よく成形体を製造することのできるポリ乳酸組成物を提供する。当該ポリ乳酸組成物から透明性、耐熱性に優れた成形体を効率よく製造することができるポリ乳酸系成形体の製造方法を提供する。また、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体を提供する。
【解決手段】DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D−乳酸を含み、かつステレオコンプレックス晶とは異なる結晶核剤を含むことを特徴とするポリ乳酸組成物。このポリ乳酸組成物を、当該ポリ乳酸組成物の融点より20℃高い温度以下の温度に維持してインジェクション成形することを特徴とするポリ乳酸系成形体の製造方法。
(もっと読む)
自動車部品用発泡成形体の製造方法およびその発泡成形体
【課題】比較的長い繊維長を有する有機繊維を用いた場合であっても繊維塊の発生を抑制ないし防止することができ、製品強度に優れ、外観良好な発泡成形体を得ることができる自動車部品用発泡成形体の製造方法を提供すること。
【解決手段】物理発泡剤を溶解した繊維強化ポリオレフィン樹脂組成物を、金型の金型キャビティ内に供給し、充填する充填工程、および、充填完了後、前記金型を所定量開くことにより前記繊維強化ポリオレフィン樹脂組成物を発泡させる発泡工程、を有し、前記充填工程において、前記繊維強化ポリオレフィン樹脂組成物の前記金型キャビティ内への供給が、前記金型を所定量開いた状態で開始され、前記繊維強化ポリオレフィン樹脂組成物を供給しながら、または供給完了後に前記金型を型締めすることにより前記繊維強化ポリオレフィン樹脂組成物を前記金型キャビティ内へ充填することを特徴とする自動車部品用発泡成形体の製造方法。
(もっと読む)
1 - 20 / 169
[ Back to top ]