
Fターム[4F206JL04]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形機運転上の時期、時点 (1,616) | 材料、金型、構成部材等の交換時 (147) | 色換え、樹脂換えの (42)
Fターム[4F206JL04]に分類される特許
1 - 20 / 42
射出成形機のパージ廃材排出装置
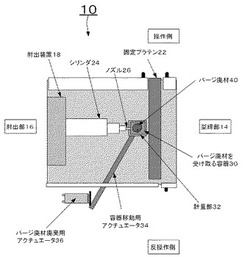
【課題】パージ廃材を受け取る容器が満杯になる前に、パージ廃材を容器から廃棄することが可能な射出成形機のパージ廃材排出装置を提供する
【解決手段】射出成形機10は、パージ作業を行った際に射出装置18のシリンダ24のノズル26の先端から射出されるパージ廃材40を受け取る容器30、容器30に受け取られたシリンダ24のノズルから射出されたパージ廃材の質量または体積を計量する計量部32、容器30をシリンダ24のノズル26から射出されたパージ廃材40を受け取る位置と射出成形機10の外に位置するパージ廃材40が廃棄される位置との間を往復移動させる容器移動用アクチュエータ34、容器30に収容されたパージ廃材40を廃棄するために、パージ廃材を受け取る容器30からパージ廃材40を押し出すパージ廃材廃棄用アクチュエータ36を備え、射出成形機10の制御装置をパージ廃材排出装置の制御装置として用いる
(もっと読む)
射出成形方法及びその装置

【課題】射出成形において、成形品の品質向上を図ると共に生産効率の向上を図る。
【解決手段】射出機18の第1射出ノズル20から固定型12のキャビティ24に溶融樹脂を射出して第1成形品52を得る際、前記溶融樹脂が前記固定型12と第1可動型14との間の間隙46を通じて、第2射出ノズル26近傍に形成された第1及び第2サブキャビティ30、40に充填される。そして、固定型12から第1可動型14を離脱させる際、第1及び第2サブキャビティ30、40で成形された予備成形物54が前記第1可動型14と共に離脱する。最後に、第1可動型14を第2可動型16と交換し、第2射出ノズル26から導入孔48を通じて別のキャビティへと溶融樹脂を射出して第2成形品62を得る。
(もっと読む)
竪型射出成形機
【課題】全高を増大させることなく、射出ノズルから放出されるパージ材をパージ材受け皿に受け取れるようにする竪型射出成形機を提供すること。
【解決手段】鉛直方向下側の面11Uに上側金型15を取り付け可能な上側プラテン11と鉛直方向上側の面に下側金型16を取り付け可能な下側プラテン10とを有する竪型射出成形機100において、上側プラテン11は、上側プラテン11を鉛直方向に貫通する射出ノズル挿入孔50と、上側プラテン11の側面から該射出ノズル挿入孔50に通じるパージ材受け皿挿入孔51とを有する。
(もっと読む)
供給装置
【課題】動作が停止された時点で原料が残ることによる無駄をなくすことができる、供給装置を提供する。
【解決手段】供給装置1は、調整停止機能を有している。調整停止機能がオンにされると、混合ユニット19、供給配管26および成形機ホッパ27内における原料の貯留量および操作パネルの操作によって設定された製品重量に基づいて、混合ユニット19、供給配管26および成形機ホッパ27内に残量を残すことなく、調整停止機能がオンにされた時点で操作パネルに表示されていた停止タイミングで供給装置1および成形機2の動作が停止されるように、オン後に成形機2に供給されるべき原料の量である残供給量が設定される。そして、その設定された残供給量に基づいて、供給装置1の動作が停止される。
(もっと読む)
成形加工機洗浄用の熱可塑性樹脂組成物
【課題】成形加工機の洗浄状態の目視による確認が容易である、成形加工機洗浄用の熱可塑性樹脂組成物を提供する。
【解決手段】熱可塑性樹脂と亜リン酸エステルを含む酸化防止剤を含有する成形加工機洗浄用の熱可塑性樹脂組成物であって、前記亜リン酸エステルが、6-[3-(3-t-ブチル-4-ヒドロキシ-5-メチルフェニル)プロポキシ]-2,4,8,10-テトラ-t-ブチルジベンズ[d,f][1,3,2]ジオキソフォスフェピンである成形加工機洗浄用の熱可塑性樹脂組成物。
(もっと読む)
射出成形機の樹脂替え及び色替え方法
【課題】射出成形機の連続生産運転を中断することなく樹脂替え及び色替えを行う方法を提供すること
【解決手段】連続生産運転中に樹脂又は色を切り替え、所定数量を成形した後、スクリュ前進位置において溶融樹脂のスクリュ前方移動とスクリュの後退移動を阻止した状態でスクリュを連続回転させる。次いで、スクリュ後退の移動阻止を解除して所定量の溶融樹脂を計量し、連続生産運転時と同じ射出条件で溶融樹脂を金型キャビティ内に充填を行い、金型から成形品を取出す樹脂替え及び色替え運転モードを所定の設定回数繰り返してから、連続生産運転へ移行する。
(もっと読む)
電動式射出装置のパージ方法
【課題】電動式射出装置でパージをするときに、樹脂材料替え、色替えを迅速、且つ容易にすることができる射出装置のパージ方法を提供すること。
【解決手段】スクリュを前進方向に移動不可に設定し、スクリュを所定の回転数で所定時間連続して回転させてシリンダバレル内の溶融樹脂を連続的に排出する第1のパージ工程と、スクリュを所定の回転数で回転させて所定のストロークスクリュを後退移動させる計量動作と、計量した溶融樹脂をスクリュの前進移動によって排出する射出動作とからなり、シリンダバレル内の溶融樹脂を間歇的に排出する第2のパージ工程と、を備え、第1のパージ工程におけるスクリュの連続回転前進位置は、第2のパージ工程におけるスクリュの射出動作前進位置より前方に設定され、第1のパージ工程と第2のパージ工程を連続して所定の回数繰り返して行う。
(もっと読む)
射出成形金型
【課題】色替え完了後の前色樹脂の微量の混入による不良品の発生を低減し、材料コストの低減及び生産効率の向上を図る。
【解決手段】ランナの側面に沿って流動する前色樹脂Pが製品の意匠面側に配されないように、ランナの経路を変更する。例えば、ランナ50を第1分岐ランナ51及び第2分岐ランナ52に分岐させ、前色樹脂Pが存在する側面(上流側ランナ53の上側の側面)を、第1分岐ランナ51及び第2分岐ランナ52の合流面とすることで、前色樹脂Pを下流側ランナ54の中央部に配して後色樹脂Qで挟み込む。
(もっと読む)
射出成形機及び射出成形機における加熱シリンダの清掃方法
【課題】射出成形機の稼動に伴い加熱シリンダ内に付着する汚れを容易に除去できるようにする。
【解決手段】加熱シリンダ10の先端に装着した射出ノズル11から型閉された金型のキャビティに溶融樹脂を射出する射出成形機1において、筒状の加熱シリンダ10と、加熱シリンダ10内に設けられたスクリュー12と、スクリュー12を回転自在に支持する支持部材13と、支持部材13に支持されたスクリュー12を溶融樹脂の計量工程のときに回転させる回転駆動手段と、計量工程を終えた後に射出工程として、射出ノズル11からキャビティに溶融樹脂を射出するためにスクリュー12を前進させる進退駆動手段とを備え、スクリュー12の代わりに外周にワイヤーブラシ21の装着された清掃棒20を取り付け、計量工程、射出工程のときの動作によりワイヤーブラシ21を回転して加熱シリンダ10内を清掃することができる。
(もっと読む)
射出成形機、材料供給機能付きの射出シリンダ及び射出成形機用の材料供給装置
【課題】ホッパを取り外す際、ホッパの位置変更によってホッパ内に残留している射出材料がこぼれ落ちることを防止し、しかも射出材料を噛み込むことを回避すること。
【解決手段】本発明の射出成形機は、射出シリンダ内と連通する供給通路を形成する通路形成部材と、前記通路形成部材に設けられ、ホッパから射出材料を前記供給通路に導入する導入通路が形成されたホッパ取付部と、前記通路形成部材に設けられ、前記供給通路内に導入された射出材料を前記射出シリンダ内へ送り出す送出手段と、前記射出シリンダに設けられ、前記通路形成部材の先端部が接続されて前記通路形成部材を支持する支持部と、を備え、前記支持部は、射出材料が前記供給通路内に供給可能な第1の位置と、供給されない第2の位置との間で前記通路形成部材を回転可能に支持することを特徴とする。
(もっと読む)
加熱シリンダカバー
【課題】
強制通風冷却装置と、この冷却風を外部に逃がす連通部とを有する加熱シリンダカバーをもった可塑化装置において、樹脂替えに伴う加熱シリンダの降温必要時においては連通部や通気部から熱を外部に逃がし効果は著しいが、逆に昇温必要時においては熱が外部に逃げ熱効率が悪いという問題があった。
【解決手段】
加熱シリンダカバー内部と外部との連通部にスライド方式の遮断手段をもつものとするので、加熱シリンダの降温必要時には遮断手段を開として加熱シリンダの急激な降温を可能として成形準備時間を短縮すると同時に、昇温必要時には遮断手段を閉として外部への熱の逃げを防止し熱効率の向上を図ることができる。
(もっと読む)
射出成形機におけるパージ制御
【課題】 特別な機構を設けることなく金型等の部材にパージ樹脂を付着させず、またパージ作業を行う度に金型の移動位置を通常成形時とは別途設定する必要のない、作業性を向上した射出成形機のパージ動作方法を提供する。
【解決手段】 固定側金型と、該固定側金型と当接する面を有し固定側金型との間にキャビティを形成する可動側金型との一対の金型を有し、前記金型を開いた状態でパージを行う射出成形機のパージ動作方法であって、パージ動作開始の指令によって前記金型を通常の成形時における型開き位置とは異なる位置に移動させてパージを行う。
(もっと読む)
樹脂成形加工機用の洗浄用樹脂組成物
【課題】樹脂の成形加工機を洗浄剤で洗浄し、次に使用する樹脂で前記洗浄剤を押し出して除去するとき、除去処理の終了時の判定が容易にでき、洗浄剤除去のために使用する樹脂量を減少、あるいは、洗浄剤残留が原因の不良を低減させることができる、樹脂成形加工機用の洗浄用樹脂組成物及びその洗浄方法を提供。
【解決手段】熱可塑性樹脂に蛍光を発生するトレーサー物質を添加し、樹脂成形加工機用の洗浄用樹脂組成物をえた。この洗浄用樹脂組成物を用いて、樹脂成形加工機を洗浄した後、次に使用する成形用樹脂により洗浄後、樹脂成形加工機に残留する前記洗浄用樹脂組成物を押出し、成形体表面に蛍光の有無を確認することにより、前記洗浄用樹脂組成物の残留の有無を判定する。
(もっと読む)
射出成形用金型及び該成形用型を用いた射出成形品の色替え方法
【課題】色替えに要する手間や時間を大幅に削減することが可能な射出成形用金型を提供する。
【解決手段】射出成形用金型を、射出ユニット60から成形材料M1,M2を導入するための導入口I1,I2が設けられたノズルタッチブロック10と、導入口I1,I2からそれぞれ導入された成形材料M1,M2をそれぞれ独立して案内するためのホットランナーR10,R20が設けられたマニホールド20と、ノズルタッチブロック10をマニホールド20に対して移動可能に支持するための支持手段30とを備えたものとして、ノズルタッチブロック10をマニホールド20に対して移動させてノズル61に接続される導入口を導入口I1と導入口I2とで切り替えることにより、使用するホットランナーをホットランナーR10とホットランナーR20とで切り替えることができるようにした。
(もっと読む)
材料供給装置
【課題】
成形材料が入っている材料供給装置1において、ホッパー2の排出口15をシャッター6が開いた状態のまま、ホッパーユニット5を取り外してしまう場合があり、成形材料が散乱してしまうことがあった。
【解決手段】
シャッター6に、ホッパーユニット5の離脱防止手段を設け、シャッター6を閉じた時のみホッパーユニット5をホッパー台4から取り外すことができる様にすることで、排出口15開口時のホッパー2からの成形材料の散乱を防止する。
(もっと読む)
液状材料の射出成形における材料置換方法
【課題】ランナの材料置換を射出装置によらず置換部材の採用により置換材料を直接金型に圧送することにより置換材料の節減と作業時間の短縮を図る。
【解決手段】射出装置のノズル前部に置換部材を装着する。置換部材を前記射出装置の前進により前記ランナ金型に当接する。置換部材と前記材料供給装置の液状樹脂材料を接続する流路を形成する。材料供給装置から前記置換部材に前記液状樹脂材料を圧送供給して前記ランナ金型内の材料置換を行う。
(もっと読む)
生産切替え機能を有する射出成形機の制御装置
【課題】型締部の段取りと射出部の段取りとを独立して起動することが可能な生産切替え機能を備えた射出成形機を提供すること。
【解決手段】制御装置の表示装置の表示画面はタッチパネル式の表示画面を備え、生産切替えシーケンス登録画面V1は、生産切替えシーケンスを自動的に実行させることを選択する生産切替えシーケンスボタンpcb、型締部生産切替えシーケンスを設定する表示領域である型締部段取り表示ウィンドウcw、射出部生産切替えシーケンスを設定する表示領域である射出部段取り表示ウィンドウiw、型締部生産切替えシーケンスで次の段取りシーケンスを手動で起動することができる型締部次シーケンス起動ボタンである型締部段取り確認ボタンcb、射出部生産切替えシーケンスで次の段取りシーケンスを手動で起動することができる射出部次シーケンス起動ボタンである射出部段取り確認ボタンibが表示される。
(もっと読む)
射出ノズル
【課題】比較的簡単な構成でありながらも十分に混練させ、しかも樹脂の種類や色を交換する際の負担を軽減し、さらに糸引き等の不具合の発生を抑制する射出成形機の提供。
【解決手段】ノズルボディ30の樹脂通路31に着脱可能に配設され、シリンダ側から加えられる溶融樹脂の圧力を低減する第一圧力低減部41及び第二圧力低減部42を備える。第一圧力低減部41は、樹脂通路31を閉鎖する第一閉鎖部45、その外周面において凹設された複数の第一連通溝46、及び溶融樹脂を樹脂通路31の内周面31aに向って誘導する第一上流側ガイド部47を有する。また、第二圧力低減部42は、樹脂通路31を閉鎖する第二閉鎖部50、その外周面において凹設された複数の第二連通溝51、及び第一連通溝46を通過した溶融樹脂のうち第二連通溝51に流入されない溶融樹脂を第一圧力低減部41側に跳ね返し渦流を発生させる第二上流側ガイド部52を有する。
(もっと読む)
材料計量供給装置
【課題】材料ホッパ内の樹脂材料を容易に取り出すことができる材料計量供給装置を提供する。
【解決手段】材料ホッパ20と、計量容器30と、計量ホイール40と、計量ホイール40の上方部分に設けられかつ材料ホッパ20から落下された樹脂材料を計量ホイール40の上部外周面で受けて保留する材料保留空間50と、計量ホイール40の外周面に沿って設けられかつ材料保留空間50に連通する材料供給路60を形成する案内部材61とを備える。材料保留空間50は、計量ホイール40の回転中心を通る鉛直線Lよりも材料供給路60と反対側に位置する部分に設定される。計量容器30には、材料保留空間50内の樹脂材料を計量ホイール40の外周面に沿って流下させる排出経路68が設けられる。排出経路68には開閉部材70が配設されている。
(もっと読む)
射出成形機におけるスクリュ回転制御方法及びスクリュ回転制御装置
【課題】加熱筒内のスクリュによる樹脂の異常供給状態を適切に検出して、加熱筒およびスクリュの損傷を確実に防止する。
【解決手段】成形運転またはパージ運転を行う際、スクリュ7の背圧およびスクリュの回転数を設定する。成形動作開始直後においては、加熱筒6の先端部側に供給された溶融樹脂の圧力は低く、スクリュ7の後退速度も遅いから、スクリュ7は低回転モードで回転する。スクリュ7の回転により加熱筒6の先端部側に供給された溶融樹脂の圧力が高くなり、これに伴いスクリュ7は後退移動する。この加熱筒6の先端部側に供給された溶融樹脂の圧力と後退速度を監視し、加熱筒6の先端部側に供給された溶融樹脂の圧力と後退速度の何れかが設定した所定値に達すると、制御手段20によってスクリュ7をそれまでの低回転モードから通常回転モードに切り換える。これにより、加熱筒6の内壁とスクリュ7との金属接触による損傷を防止することができる。
(もっと読む)
1 - 20 / 42
[ Back to top ]