
Fターム[4F206JM04]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形サイクル上の工程 (2,537) | 射出、充填工程 (923)
Fターム[4F206JM04]に分類される特許
1 - 20 / 923
フィルムインサート成形品の融解損傷予測方法
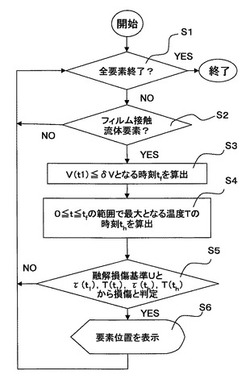
【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
プリフォームの射出成形装置、射出成形方法、及びプリフォーム

【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
複合基板および複合基板の製造方法
【課題】 特殊な工具や作業工数を要することなく、簡易に射出成形基板とプリント配線基板とを接合することが可能な複合基板の製造方法等を提供する。
【解決手段】 回路導体13を所定位置にピン等で射出成形金型である金型19a、19bに固定する。この際、プリント配線基板15を所定の位置に配置し、プリント配線基板5のパット15と回路導体13とを接触させる。この状態で、金型19a、19bにより形成されるキャビティ内に樹脂11を射出して射出成形を行う。金型19a、19b内に樹脂11を射出する際、射出温度によって回路導体13(めっき層17)の温度が上昇する。射出温度がめっき層17の溶融温度よりも高ければ、射出時にめっき層17が溶融する。したがって、回路導体13の表面とパット15との接触部において、めっき層17が溶融し、その後の冷却時にろう付けされる。
(もっと読む)
射出成形機におけるバルブピンの速度制御装置及びバルブピンの速度制御方法
【課題】 射出成形機の、バルブゲートを開閉するバルブピンの高速作動において、ゲート閉塞時のバルブピンの低速化を意図してゲート損傷を無くすようにした射出成形機におけるバルブピンの速度制御装置及びバルブピンの速度制御方法の提供。
【解決手段】 射出操作の都度、ゲート2を開閉するバルブピン3の頭部に有するピストン4をシリンダー5内で作動流体により往復動させてゲート2と通ずるキャビティ内の溶融樹脂を閉塞して冷却固化させて成形できるようにした射出成形機において、前記ピストン4のゲート2側に向う作動流体の作動面4aと、この作動面4aと相対向するシリンダー5の作動流体の流通路との間に設けた作動流体の排出量減少調節機構Aによりシリンダー5の流通路よりの流通量をバルブピン3の先端がゲート開口部に係入前より減少させてバルブピン3のゲート係入速度を遅延させるようにして成ることを特徴とするバルブピンの速度制御装置。
(もっと読む)
成形構造体の製造方法、及び成形構造体
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】外部への開口を有する取付ボス成形空間S2が形成された成形型50に対し、取付ボス成形空間S2の開口を閉塞する形でトリムボード20を配置する基材配置工程と、基材配置工程に続いて行われ、成形型50に設けられたゲート62から、取付ボス成形空間S2内に溶融樹脂を射出することで、トリムボード20と接合された状態で取付ボス30を成形する成形体成形工程と、を備え、成形体成形工程において、取付ボス成形空間S2と連通する形で成形型50に形成された充填確認部成形空間S3に溶融樹脂の一部が流動することで、取付ボス成形空間S2内への溶融樹脂の充填を確認することが可能な樹脂充填確認部35が取付ボス30と一体的に成形されることを特徴とする。
(もっと読む)
射出装置
【課題】応答性を向上させることができる射出装置を提供すること。
【解決手段】射出装置11において、射出シリンダ17の第2室17fにはアキュムレータ22が接続されるとともに、射出シリンダ17の第2ロッド17dには、射出シリンダ17の移動速度を制御する制御ユニットSが接続されている。この制御ユニットSは、第2ロッド17dの移動に追従して第2ロッド17dと同一方向へ移動可能な回転軸24と、第2ロッド17dの直線運動を回転軸24の回転運動に変換するナット25と、回転軸24の他端に連結されたブレーキディスク26と、を有する。制御ユニットSはブレーキディスク26に摺接して摩擦抵抗を発生させる第1及び第2ブレーキパッド27a,27bと、駆動用モータM1によって移動する駆動用ナットN1と、駆動用ナットN1の移動に追従して第2ブレーキパッド27bをブレーキディスク26に対し移動させる移動機構と、を有する。
(もっと読む)
樹脂封止装置
【課題】比較的大容量で樹脂特性が同一若しくは異なる多様なワークに応じた最適な条件でトランスファ成形を行うことが可能な汎用性の高い樹脂封止装置を提供する。
【解決手段】マルチプランジャユニット16は、ワークに応じて少なくとも下型用ポット14内の樹脂を第1のタイミングで送り出す下型プランジャ14aとそれより遅い第2のタイミングで上型用ポット15内の樹脂を送り出す上型のプランジャ15aを駆動するプランジャ駆動部17を備えている。
(もっと読む)
射出装置
【課題】射出シリンダを減速させるタイミングに到達した後からの応答性を向上させることができる射出装置を提供すること。
【解決手段】射出装置において、射出シリンダ17の第2室17fにはアキュムレータ22が接続されるとともに、射出装置には射出シリンダ17を減速させる減速機構Gが設けられている。減速機構Gは、射出シリンダ17の第2ロッド17dと一体移動する作動部材41と、射出シリンダ17に対する作動油の排出用の流路に設けられるとともに、作動部材41の移動に連動して流路を可変に絞る絞り部材44と、を有する。
(もっと読む)
眼内観察用レンズ及びその製造方法
【課題】反射率を低減するのみならず、優れた防曇性が付与された眼内観察用レンズ及びその製造方法を提供する。
【解決手段】レンズ本体部と、角膜上に保持されるレンズ下面と、前記レンズ上面及び前記レンズ本体部を介して眼内を観察するためのレンズ上面とを有する眼内観察用レンズにおいて、前記眼内観察用レンズが疎水性ポリマーを含む高分子物質からなり、前記レンズ上面は疎水性を有し、かつ180nm以下のピッチの微細突起を有する。
(もっと読む)
容器用プリフォーム及びその製造方法
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
成形不良評価方法および成形不良評価装置
【課題】射出成形における成形可否を判断する際に、簡易な方法で流動解析の予測精度を向上させる。
【解決手段】成形実験による圧力を取得するデータ取得ステップと、流動解析により圧力を算出する第1の流動解析ステップと、パラメータごとに、流動解析による圧力と成形実験による圧力との差を補正値として算出する補正値算出ステップと、パラメータごとに、圧力の許容値を設定する許容値設定ステップと、成形可否判断対象のパラメータを取得するパラメータ取得ステップと、取得したパラメータ基づく流動解析により圧力を算出する第2の流動解析ステップと、取得したパラメータに基づき補正値を取得する補正値取得ステップと、取得したパラメータに基づき許容値を取得する許容値取得ステップと、算出した圧力と補正値とを差分し、当該差分値と許容値とを比較して成形可否を判断する成形可否判断ステップとを有する。
(もっと読む)
フェノール樹脂成形材料および摺動部品
【課題】摩耗特性及び機械的強度を高いレベルでバランスし、且つ耐水性に優れるフェノール樹脂成形材料を提供する。
【解決手段】(A)アルキルベンゼン変性ノボラック型フェノール樹脂を含むノボラック型フェノール樹脂、(B)レゾール型フェノール樹脂、(C)ヘキサメチレンテトラミン、(D)黒鉛、(E)繊維状のフィラーを含有するフェノール樹脂成形材料であって、前記成形材料全体に対する各成分の含有量が、(A)〜(C)成分の合計が30〜40重量%、(D)成分が30〜50重量%、(E)成分が5〜20重量%である。
(もっと読む)
封止成形体の製造方法、及び封止成形体
【課題】半導体素子等の金型にセットされる部品を、金型内で動かないように固定しておくためのエジェクトピン等により、封止成形体の表面に形成される開口を塞ぐ必要を無くす技術を提供する。
【解決手段】表面に部品が載置された第一樹脂成形体を金型に保持させる保持工程と、保持工程後に、熱可塑性樹脂組成物を金型内に射出することで、第一樹脂成形体と接合されて、第一樹脂成形体とともに部品を覆う第二樹脂成形体を形成する封止工程と、を備える封止成形体の製造方法で封止成形体を製造する。
(もっと読む)
成形機の射出装置
【課題】射出プランジャを駆動する液圧装置を小型化できる成形機の射出装置を提供する。
【解決手段】射出装置5は、キャビティCaへ成形材料を押し出す射出プランジャ11と、射出プランジャ11を駆動するシリンダ装置13と、作動液を送出可能なポンプ15と、ポンプ15を駆動するモータ17と、圧力が付与された作動液を保持するアキュムレータ19と、シリンダ装置13への作動液の供給を制御する液圧回路321と、液圧回路321及びモータ17を制御する制御装置22とを有し、液圧回路321及び制御装置22は、ポンプ15によりアキュムレータ19を蓄圧し、高速射出をアキュムレータ19からシリンダ装置13への作動液の供給により行い、増圧及び射出プランジャ11の後退をポンプ15からシリンダ装置13への作動液の供給により行うように構成されている。
(もっと読む)
樹脂複合成形体の製造方法、及び樹脂複合成形体
【課題】二重成形法による樹脂複合成形体の製造において、結晶性熱可塑性樹脂を用いる場合であっても、一次成形体と二次成形体との密着力を高めつつ、上記のような熱処理を樹脂複合成形体に施さなくても、結晶性熱可塑性樹脂の結晶化度を充分に高めることが可能な技術を提供する。
【解決手段】二重成形に用いる一次成形体を、キャビティ表面の一部に断熱層が形成された断熱金型を用い、金型温度が一次成形体を構成する結晶性樹脂の冷結晶化温度(Tc1)−10℃以下の条件で製造する。
(もっと読む)
ロータリ射出成形機の制御方法
【課題】ロータリ射出成形機の連続成形を成形原料、時間及び労力の無駄なくして立上げ及び終了させることができる制御方法を提供する。
【解決手段】8次の成形工程を有するロータリ射出成形機1により連続成形を立上げるとき、1次成形のキャビティ18aのみ射出充填を実行し、2次成形から8次成形の各キャビティ18b〜18hへの射出充填を停止し、回転盤9を(360/8)度回転させて次の成形工程へ移行する度毎に、射出充填を実行するキャビティを2次成形から8次成形のものまで順次に追加し、8回以降の成形工程では、全てのキャビティを射出充填して連続成形を立上げる。
(もっと読む)
射出成形装置及び射出成形方法
【課題】1基の主射出機と複数基のサブ射出機を有する射出成形装置において、キャビティへの射出条件を均等にすることができる技術を提供することを課題とする。
【解決手段】プレート53Aが距離haだけ下がるとシリンダ46Aでの溶融樹脂59の圧力はP4になる。同様に、プレート53Bが距離hbだけ下がるとシリンダ46Bでの溶融樹脂59の圧力はP4になり、プレート53Cが距離hcだけ下がるとシリンダ46Cでの溶融樹脂59の圧力はP4になる。このようにして溶融樹脂予圧工程を実施することで、溶融樹脂59の圧力をP4に揃える。次に、ピストン47A、47B、47Cを予め定めた距離La〜Lcだけ前進させて、サブ射出工程を実施する。
【効果】複数のサブ射出機に係る樹脂通路の圧力が互いに同一になる上に、複数のサブ射出機からの各々適量の溶融樹脂が射出されるため、キャビティへの射出条件をより一層均等にすることができる。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】樹脂部材を連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、連続繊維補強材の繊維配向が乱され難く、樹脂部材と連続繊維補強材の密着強度の高い繊維強化樹脂材を製造することのできる製造方法を提供する。
【解決手段】成形型10を構成する下型2のキャビティ面の上に熱可塑性樹脂からなる第1のマトリックス樹脂5a内に連続繊維5bが含有されてなる連続繊維補強材5を載置して型閉めし、下型2は第1のマトリックス樹脂5aの融点未満の温度に調整し、上型1は第1のマトリックス樹脂5aの融点以上の温度に調整しておくステップ、熱可塑性樹脂からなり、溶融している第2のマトリックス樹脂6aの塊6をキャビティC内にチャージし、冷却して第1、第2のマトリックス樹脂5a,6aを硬化させ、第2のマトリックス樹脂が硬化してなる樹脂部材6”の一部を連続繊維補強材5’が補強してなる繊維強化樹脂材20を製造するステップからなる。
(もっと読む)
偏光ビームスプリッタを作製する方法
【課題】本開示は、ポリマー偏光ビームスプリッタを作製する方法を提供する。
【解決手段】代表的な方法には、第1の面と第2の面を備えている偏光フィルムを成型型内に担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。別の代表的な方法には、偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
(もっと読む)
成形品の製造方法
【課題】キャビティ内でスキン層を発生させることなく、外観不良のない良品を得ることが可能となるガスアシスト射出成形による成形品の製造方法を提供する。
【解決手段】金型のキャビティ内にガス体の注入を伴うガスアシストにより樹脂の射出成形を行う成形品の製造方法であって、
ノズル先端の樹脂経路が解放されたオープンノズルを用い、溶融した熱可塑性樹脂を前記金型に充填する間に前記ガス体の該金型への注入を開始する第一の工程と、
前記樹脂が前記金型のゲートを通過する前に、ガス体の昇圧を完了させる第二の工程と、を有する構成とする。
(もっと読む)
1 - 20 / 923
[ Back to top ]