
Fターム[4F206JN11]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276)
Fターム[4F206JN11]の下位に属するFターム
複数回射出充填を行うもの (562)
操作条作を多段に変化させるもの (78)
充填通路での処理、操作 (323)
Fターム[4F206JN11]に分類される特許
1 - 20 / 313
フィルムインサート成形品の融解損傷予測方法
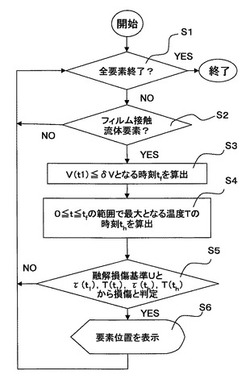
【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
フェノール樹脂成形材料および摺動部品
【課題】摩耗特性及び機械的強度を高いレベルでバランスし、且つ耐水性に優れるフェノール樹脂成形材料を提供する。
【解決手段】(A)アルキルベンゼン変性ノボラック型フェノール樹脂を含むノボラック型フェノール樹脂、(B)レゾール型フェノール樹脂、(C)ヘキサメチレンテトラミン、(D)黒鉛、(E)繊維状のフィラーを含有するフェノール樹脂成形材料であって、前記成形材料全体に対する各成分の含有量が、(A)〜(C)成分の合計が30〜40重量%、(D)成分が30〜50重量%、(E)成分が5〜20重量%である。
(もっと読む)
成形不良評価方法および成形不良評価装置

【課題】射出成形における成形可否を判断する際に、簡易な方法で流動解析の予測精度を向上させる。
【解決手段】成形実験による圧力を取得するデータ取得ステップと、流動解析により圧力を算出する第1の流動解析ステップと、パラメータごとに、流動解析による圧力と成形実験による圧力との差を補正値として算出する補正値算出ステップと、パラメータごとに、圧力の許容値を設定する許容値設定ステップと、成形可否判断対象のパラメータを取得するパラメータ取得ステップと、取得したパラメータ基づく流動解析により圧力を算出する第2の流動解析ステップと、取得したパラメータに基づき補正値を取得する補正値取得ステップと、取得したパラメータに基づき許容値を取得する許容値取得ステップと、算出した圧力と補正値とを差分し、当該差分値と許容値とを比較して成形可否を判断する成形可否判断ステップとを有する。
(もっと読む)
成形機の射出装置
【課題】射出プランジャを駆動する液圧装置を小型化できる成形機の射出装置を提供する。
【解決手段】射出装置5は、キャビティCaへ成形材料を押し出す射出プランジャ11と、射出プランジャ11を駆動するシリンダ装置13と、作動液を送出可能なポンプ15と、ポンプ15を駆動するモータ17と、圧力が付与された作動液を保持するアキュムレータ19と、シリンダ装置13への作動液の供給を制御する液圧回路321と、液圧回路321及びモータ17を制御する制御装置22とを有し、液圧回路321及び制御装置22は、ポンプ15によりアキュムレータ19を蓄圧し、高速射出をアキュムレータ19からシリンダ装置13への作動液の供給により行い、増圧及び射出プランジャ11の後退をポンプ15からシリンダ装置13への作動液の供給により行うように構成されている。
(もっと読む)
樹脂封止装置
【課題】低い樹脂成形圧でも安定した樹脂成形が可能な信頼性の高い樹脂封止装置を提供する。
【解決手段】本発明の樹脂封止装置は、ワークを樹脂封止する樹脂封止装置100であって、ワークを一方側から押さえる一方金型(上型12)と、ワークを他方側から押さえる他方金型(下型22)と、一方金型及び他方金型でワークをクランプしてワークを樹脂封止する際に、溶融した樹脂を圧送するプランジャ23と、一方金型又は他方金型のいずれかの金型に設けられたポット21に沿ってプランジャ23を摺動可能に構成されたトランスファ機構(マルチトランスファユニット24)と、トランスファ機構によりプランジャ23に加えられる樹脂成形圧を測定するロードセル30と、ロードセル30で測定された樹脂成形圧に第1の所定圧力αを加えて増幅するロードセルアンプ56とを有する。
(もっと読む)
射出装置、射出成形機、及び、射出制御方法
【課題】計量後における計量サーボモータの回転トルクを低減することで不要な電力消費を防止し、機構系の負担を軽減すること。
【解決手段】金型30を開閉する型締装置20と、金型30内に材料を射出する射出装置40とを備え、射出装置40は、金型30内に材料を射出することができるスクリュ54と、スクリュ54を回転駆動するとともに最大限界回転トルクが可変である計量サーボモータ61と、計量サーボモータ61の最大限界回転トルクを、スクリュ54により材料を計量した後、スクリュ54を金型30方向に移動させて射出する前にゼロにする又はゼロに収束させる制御部70とを備えている。
(もっと読む)
成形方法、成形品、及び金型
【課題】基板をホットメルト樹脂で一体化成形する場合において、基板の位置決め精度を確保しつつ、基板の近傍にボイドが発生することを抑制して、外観良好な成形品を作る成形方法を提供する。
【解決手段】成形方法では、キャビティ内に進入した基板位置決め用ピン4で配線基板1を下金型3に固定して、キャビティにホットメルト樹脂6を充填するとともに、キャビティ外に退出したボイド抑制用ピン7とキャビティ面14との間の補充空間13にもホットメルト樹脂6を充填して、基板位置決め用ピン4をキャビティ面11に向かって後退させつつ、ボイド抑制用ピン7をキャビティ面14に向かって前進させて、ボイド抑制用ピン7によって補充空間13内のホットメルト樹脂6をキャビティ内に押し出す。
(もっと読む)
樹脂製メガネフレーム及びその部品の製造方法
【課題】表面に金属光沢面を形成した樹脂製メガネフレームを提供する。
【解決手段】メガネフレームの部品となるフロント部1及びツル2,2はポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部1及びツル2の表面に厚さが0.05μ〜0.3μのチタン粉末を密着した蒸着膜を形成し、該蒸着膜の上に150℃〜200℃の高温で塗装した厚さ10μ〜20μの塗装膜を形成している。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、プランジャ5と、シリンダ装置7と、駆動装置11と、着脱部13とを有する。プランジャ5は、キャビティ105に成形材料を押し出し可能である。シリンダ装置7は、プランジャ5と連結されたピストンロッド25を有する。駆動装置11は、被駆動部(ナット65等)を有し、ナット65等をピストンロッド25と平行な方向において駆動可能である。着脱部13は、ピストンロッド25とナット65等との連結及び当該連結の解除が可能である。
(もっと読む)
電気・電子機器外装部品の製造方法
【課題】バイオマス資源を原料として使用されたポリカーボネート樹脂を溶融押出し、その後射出成形し、耐熱性、機械特性、耐環境特性に優れた電気・電子機器外装部品の製造方法を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位を含み、250℃におけるキャピラリーレオメータで測定した溶融粘度が、シェアレート600secー1の条件下で0.2×103〜4.0×103Pa・sの範囲にあるポリカーボネート樹脂(A成分)と添加剤とを、溶融混練機に供給し、シリンダー温度220〜270℃の範囲で溶融押出しペレット化し、得られたペレットをシリンダー温度220〜270℃の範囲、金型温度40〜140℃の範囲で射出成形することを特徴とする電気・電子機器外装部品の製造方法。
【化1】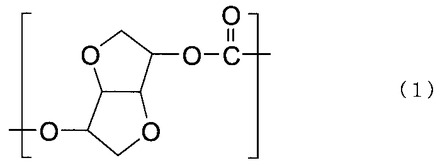 (もっと読む)
(もっと読む)
窓を有するパネル構造体
【課題】窓が設けられ且つ自動車のサイドドア、バックドア、フード、ルーフ等に使用される樹脂製のパネル構造体であって、ボディの組立工程などで直ちに使用できる様に更にモジュール化され、より生産性を向上し得る窓を有するパネル構造体を提供する。
【解決手段】パネル構造体は、窓用の開口部が設けられた樹脂製の成形パネル1と、当該成形パネルの開口部に配置された透明樹脂製の窓ガラス2と、成形パネル1の一面側に配置され且つ成形パネル1と窓ガラス2の接合部を覆う樹脂製の窓枠3と、窓ガラス2の表面を含む成形パネル1の他面側に配置された透明樹脂からなる硬質被膜とから主に構成される。成形パネル1、窓ガラス2及び窓枠3が多色成形法を利用して製造されていることにより、これらが一体化されている。
(もっと読む)
縦型射出成形機
【課題】、射出ノズルや加熱筒を着脱するときの着脱作業を容易に行なえるようにする。
【解決手段】金型が装着される型開閉ユニットの保持プレート7に、ユニットベース2を介して射出ユニット1を保持した縦型射出成形機において、ユニットベース2に、縦型射出成形機の前後左右の4方向に位置して開口部35を設け、開口部35に連通する作業空間部40をユニットベース2の内側に設ける。これにより、加熱筒4を下降させ、ユニットベース2の内側の作業空間部40に射出ノズル5や加熱筒4の先端側を挿通させた状態において、開口部35から作業空間部40へ手や工具等を差し入れて、射出ノズル5の着脱や加熱筒4の着脱作業を容易に行うことができる。
(もっと読む)
射出成形機及び射出成形機の調整方法
【課題】射出スクリュが前進限位置にあるときの射出ノズルの内壁とスクリュヘッドとの間の隙間のばらつきを抑えることができる射出成形機を提供すること。
【解決手段】射出シリンダ10内に回転可能に且つ軸方向に移動可能に配置される射出スクリュ20の軸方向位置を検出する射出スクリュ位置検出器32を備えた射出成形機は、射出シリンダ10の先端に配置された射出ノズル12の内壁12aとスクリュヘッド23との接触を検出する接触検出部50bと、接触検出部50bにより接触が検出された際の射出スクリュ位置検出器32の出力値に基づいて射出スクリュ位置検出器32の基準を決定する基準決定部50cとを備える。
(もっと読む)
液状樹脂材料用成形設備
【課題】射出装置が不要であり、材料の十分な混合が得られる液状樹脂材料用成形設備を提供することを課題とする。
【解決手段】液状樹脂材料用成形設備10は、金型11と、この金型11を型締めする型締装置12と、金型11へ液状樹脂材料を供給する供給装置20とからなる。この液状樹脂材料の供給装置20は、主剤に硬化剤などの添加剤を添加した液状樹脂材料を、十分に攪拌混合する撹拌混合機構30と、得られた液状混合材料を圧送するポンプ機構50と、このポンプ機構50から第1流路51を介して送られてきた液状混合材料を一定量計量し、間欠的に第2流路61を通じて金型11へ供給する定量計量供給機構60とからなる。
【効果】予め混合した液状混合材料を定量計量供給機構から直接金型へ供給することができる。結果、射出装置が不要となる。
(もっと読む)
射出成形用金型の温度制御装置
【課題】金型のキャビティ内に射出される樹脂の温度を出来る限り正確に所定温度にするとともに、ホットランナー部での滞留樹脂の過加熱を防止し、これにより、成形品の品質を出来る限り向上させる。
【解決手段】ヒータ制御部41が、ホットランナー部における樹脂がキャビティ内に射出されているときには、ホットランナー部の出口部における樹脂の温度(第1の樹脂温度検出センサ52による検出樹脂温度)に基づいてヒータ51をフィードバック制御する一方、ホットランナー部における樹脂がキャビティ内に射出されていないときには、ホットランナー部の出口部以外の部分における樹脂の温度(第2の樹脂温度検出センサ53による検出樹脂温度)に基づいてヒータ51をフィードバック制御する。
(もっと読む)
樹脂の温度制御方法
【課題】射出ノズルから射出される射出直後の溶融樹脂の温度が、適切な温度になるように制御する方法を提供する。
【解決手段】溶融樹脂は射出ノズル(17)から射出されるときに摩擦やせん断作用によって発熱し、加熱シリンダ(13)内の射出前の溶融樹脂よりも高温になる。金型から射出ノズル(17)を離間した状態で射出し、このときに測定される射出圧力(P0)が損失して熱エネルギに変化すると仮定する。そうすると発熱による溶融樹脂の温度上昇分(ΔT)を推定することができる。射出ノズル(17)の出口側の目標温度(Tt)を定める。加熱シリンダ(13)内の溶融樹脂の温度の射出前目標温度(Tk)は、射出ノズル出口側目標温度(Tt)から温度上昇分(ΔT)を減じたものとして決定する。
(もっと読む)
射出成形機及び射出成形機の制御方法
【課題】金型へ射出される射出材料の射出量の均一化を図ること。
【解決手段】本発明の射出成形機は、射出シリンダと、前記射出シリンダ内に配設された押圧部を備え、前記押圧部を移動することで前記射出シリンダ内の射出材料を前記射出シリンダから射出させる駆動手段と、前記駆動手段を制御して、射出時の圧力よりも低い圧力で前記押圧部により前記射出シリンダ内の射出材料を押圧させるプリプレッシャ制御を行う駆動制御手段と、前記押圧部の位置を検出する検出手段と、前記検出手段により検出された、前記プリプレッシャ制御により移動した前記押圧部の位置に基づき、射出量が規定量となるように成形条件を設定する設定手段と、を備えたことを特徴とする。
(もっと読む)
射出成形装置及び射出成形方法
【課題】樹脂の射出成形にあたり、ウエルドライン部の強度不足,ジェッティング,ガラス繊維浮きなどを解消する。
【解決手段】固定型16と可動型32の間に形成されるキャビティCには、2つのゲート22A,22Bから樹脂34が射出される。樹脂34の射出にあたり、前記キャビティCを形成する成形穴36の内部でのスライドコア38の進退により、射出開始から一定時間経過後までは、キャビティCを一定容積に維持する。そして、一定時間が経過し、キャビティC内の樹脂34が合流して密着した後は、射出完了までスライドコア38を徐々に後退させてキャビティCの容積を徐々に拡張する。スライドコア38の進退は、スライドコア進退機構80により行う。これにより、製品120のウエルドラインの発生をなくし、強度不足が解消される。また、ジェッティングやガラス繊維入り材料使用時のガラス繊維浮きを解消する。
(もっと読む)
射出成形機の樹脂替え及び色替え方法
【課題】射出成形機の連続生産運転を中断することなく樹脂替え及び色替えを行う方法を提供すること
【解決手段】連続生産運転中に樹脂又は色を切り替え、所定数量を成形した後、スクリュ前進位置において溶融樹脂のスクリュ前方移動とスクリュの後退移動を阻止した状態でスクリュを連続回転させる。次いで、スクリュ後退の移動阻止を解除して所定量の溶融樹脂を計量し、連続生産運転時と同じ射出条件で溶融樹脂を金型キャビティ内に充填を行い、金型から成形品を取出す樹脂替え及び色替え運転モードを所定の設定回数繰り返してから、連続生産運転へ移行する。
(もっと読む)
1 - 20 / 313
[ Back to top ]