
Fターム[4F206JN12]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276) | 複数回射出充填を行うもの (562)
Fターム[4F206JN12]に分類される特許
1 - 20 / 562
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
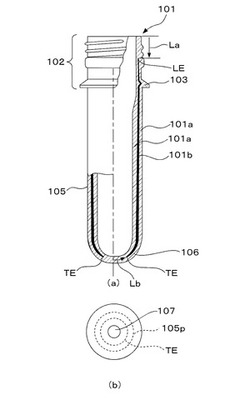
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
多層成形品

【課題】三層以上の多層成形品でありながらその外周端部は二層に成すことができて、外周端部の肉厚を必要最小限に抑えた良好な形状と特性を有する多層成形品を提供する。
【解決手段】容積が相互に異なる複数の金型キャビティのうち最小容積の金型キャビティ12aで成形した第1層としての中間成形品を容積のより大きい金型キャビティへ移送して第2層を積層成形し、以後中間成形品を第N層までの各金型キャビティへ順次移送して積層成形することにより成形される三層以上(N層)の多層成形品1であって、多層成形品1の鍔部6は、その全周に亘り二層に形成され、多層成形品1の鍔部6を除いた部分である主要部75はN層に形成されている。
(もっと読む)
多色成形品の製造方法、成形型、及び多色成形品
【課題】意匠性をより高くすることが可能な多色成形品の製造方法を提供する。
【解決手段】スライド型70を成形空間80に進入させることで、ロアボード成形空間81を形成するスライド型進入工程と、ロアボード成形空間81に溶融樹脂を射出してロアボード40を成形するロアボード成形工程と、成形空間80からスライド型70を退避させることで、アッパーボード成形空間82を形成するスライド型退避工程と、アッパーボード成形空間82にロアボード40とは異なる色の溶融樹脂を射出してアッパーボード30を成形するアッパーボード成形工程と、を備え、スライド型進入工程においては、平坦面30Cを成形するための成形面53に、スライド型70の下面71の一部を当接させるとともに、スライド型70によって開口81Aを塞ぐことで、連結面30Bと表面40Aとの連結箇所をアッパーボード30とロアボード40との境界として設定することを特徴とする。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な単層及び積層成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】固定金型12と、可動金型14と、回転金型16と、ラックアンドピニオン機構20とを備える三枚構造の射出成形金型であって、ラックアンドピニオン機構20は、ピニオン22を回転金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により回転金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
樹脂封止装置
【課題】比較的大容量で樹脂特性が同一若しくは異なる多様なワークに応じた最適な条件でトランスファ成形を行うことが可能な汎用性の高い樹脂封止装置を提供する。
【解決手段】マルチプランジャユニット16は、ワークに応じて少なくとも下型用ポット14内の樹脂を第1のタイミングで送り出す下型プランジャ14aとそれより遅い第2のタイミングで上型用ポット15内の樹脂を送り出す上型のプランジャ15aを駆動するプランジャ駆動部17を備えている。
(もっと読む)
樹脂成形品およびその製造方法
【課題】樹脂成形品のステッチ模様をより本物らしくする。
【解決手段】樹脂成形品は、意匠面31側に突出する複数の糸目部34,36が表側に並べて形成された第1部材32と、糸目部34,36の突出端部を露出させた状態で第1部材32の表側を覆うように形成された第2部材44とを備えている。意匠面31をなす第2部材44の表面と該第2部材44から露出する糸目部34,36の突出端部とは互いに異なる色とされ、複数の糸目部34,36によって樹脂成形品の意匠面31にステッチ模様の縫い目が構成される。
(もっと読む)
射出成形装置
【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
容器用プリフォーム及びその製造方法
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
サンドイッチ成形用ノズルおよび射出成形装置
【課題】射出成形装置10のサンドイッチ成形用ノズル30は、コア層と表皮層とを形成するための樹脂材料を容易に変更することができる。
【解決手段】サンドイッチ成形用ノズル30は、金型MdのキャビティCtに接続されるノズル孔32dと、第1または第2射出ユニット60A,60Bから供給される異なった樹脂材料を流す第1および第2樹脂通路35A,35Bとを有するノズル本体31と、ノズル孔32dと金型Mdとの接続箇所を通る軸を中心に、ノズル本体31を回転可能に支持するノズル軸支機構51とを備えている。ノズル軸支機構51は、ノズル本体31が軸を中心に回転することで、第1樹脂通路35Aおよび第2樹脂通路35Bが第1および第2射出ユニット60A,60Bに接続される箇所が入れ替わるように構成されている。
(もっと読む)
成形部品、電子機器及び成形部品の製造方法
【課題】成形品質、耐久性に優れた成形部品、これを筐体に用いた電子機器、及び当該成形部品の製造方法を提供すること。
【解決手段】本技術の一形態に係る成形部品は、一次成形層と、二次成形層と、インモールド層とを具備する。上記一次成形層は、基体部と突出部とを含む。上記基体部は、全体的に箱状である。上記突出部は、上記基体部の周縁から突出する。上記二次成形層は、上記一次成形層の上に積層され、光透過性の樹脂材料からなる。上記インモールド層は、上記一次成形層と上記二次成形層との間に形成される。
(もっと読む)
少なくとも一つの硬質部材と少なくとも一つの軟質部材を含む複合材料
【課題】高いレベルの電磁波遮蔽性を有する複合材料の提供。
【解決手段】導電性添加剤を含む弾性率が1000MPa以上である少なくとも一つの硬質部材と、導電性添加剤を含む弾性率が500MPa以下である少なくとも一つの軟質部材とが結合したプラスチック複合材料であり、前記複合材料の導電率は0.01S/cmよりも大きく、表面導電率は0.1S/cmよりも大きく、さらに、複合材料の結合強度は少なくとも0.5N/mm2である。
(もっと読む)
ロータリ射出成形機の制御方法
【課題】ロータリ射出成形機の連続成形を成形原料、時間及び労力の無駄なくして立上げ及び終了させることができる制御方法を提供する。
【解決手段】8次の成形工程を有するロータリ射出成形機1により連続成形を立上げるとき、1次成形のキャビティ18aのみ射出充填を実行し、2次成形から8次成形の各キャビティ18b〜18hへの射出充填を停止し、回転盤9を(360/8)度回転させて次の成形工程へ移行する度毎に、射出充填を実行するキャビティを2次成形から8次成形のものまで順次に追加し、8回以降の成形工程では、全てのキャビティを射出充填して連続成形を立上げる。
(もっと読む)
射出成形方法及び射出成形装置
【課題】厚肉又は棒状の樹脂成形品を寸法精度よく容易に製造可能な射出成形方法及び射出成形装置を提供する。
【解決手段】金型2とコア3との間に形成するキャビティ4に樹脂を射出し、満充填させた後、キャビティの内圧を所定の圧力以上に維持しながら、再度又は複数回、コアを後退させてキャビティを形成して樹脂を射出する。先にキャビティ内に充填された樹脂は金型に接している表面から順次凝固し、同時に、所定圧力下で新規な樹脂が連続的に補充され、凝固時の収縮によるヒケの発生を安定的に抑えることができる。これらの工程は、最終形状を形成するまで行われるため、厚肉等の樹脂成形品の寸法精度が著しく向上する。さらにコアを後退させることで、発泡剤を含有する樹脂内部での発泡を促進させる工程を組み合わせることもできる。また、さらにコアを前進させることで、発泡による過度の膨張を抑止し、製品密度を高める工程を組み合わせることもできる。
(もっと読む)
偏光ビームスプリッタを作製する方法
【課題】本開示は、ポリマー偏光ビームスプリッタを作製する方法を提供する。
【解決手段】代表的な方法には、第1の面と第2の面を備えている偏光フィルムを成型型内に担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。別の代表的な方法には、偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
(もっと読む)
コンテナ及びコンテナの射出成形方法
【課題】 本発明は、リサイクル性に優れ且つ優れた剛性及び耐衝撃性を有するコンテナを提供する。
【解決手段】 本発明のコンテナAは、底面部1とこの底面部1の外周縁部から上方に向かって延設された周壁部2と、この周壁部2から外方に向かって延設された鍔部3とを有するコンテナにおいて、上記鍔部3及び上記周壁部2の上端部を除いた残余部分は、少なくとも一種のポリオレフィン系樹脂と0.01〜3.0重量%の塩素含有樹脂とを含む第一熱可塑性樹脂から構成されているコア部4と、このコア部4を被覆し且つ第二熱可塑性樹脂からなるスキン層5とから構成されている一方、上記鍔部3及び上記周壁部2の上端部21は上記第二熱可塑性樹脂から構成されていることを特徴とする。
(もっと読む)
成形品の製造方法
【課題】 本発明は、リサイクル性に優れており、優れた剛性及び耐衝撃性を有する成形品を製造することができる成形品の製造方法を提供する。
【解決手段】 本発明の成形品の製造方法は、金型のキャビティ内にスキン層を構成するスキン層用熱可塑性樹脂を射出した後に、上記キャビティ内にコア部を構成するコア部用熱可塑性樹脂を射出して、上記スキン層用熱可塑性樹脂及び上記コア部用熱可塑性樹脂を上記キャビティ内にて層状に流動させて、スキン層が上記スキン層用熱可塑性樹脂から構成され且つコア部がコア部用熱可塑性樹脂から構成された成形品を製造する成形品の製造方法であって、上記コア部用熱可塑性樹脂は、少なくとも一種のポリオレフィン系樹脂と0.01〜3.0重量%の塩素含有樹脂とを含むことを特徴とする。
(もっと読む)
樹脂製中空体の製造方法、および空気流量測定装置
【課題】空気流量測定装置の筐体2として利用する樹脂製中空体1をDSI法により製造するにあたり、中空6を仕切る仕切り壁12の空気漏れ防止に対する信頼性を高める。
【解決手段】DSI法の1次成形工程では、仕切り壁12を構成する接合縁20ai、20biにそれぞれ線状の溝21を設け、型移動工程では、接合縁20ai、20biを当接させることにより、2つの溝21を併せた線状の空洞23iを形成する。そして、2次成形工程では、空洞23iに溶融樹脂を充填して線状の2次モールド部24iを成形することで接合縁20ai、20biを溶着接合して仕切り壁12とする。これにより、2次モールド部24iを、空気の通路7に沿わせることができるので、仕切り壁12の空気漏れ防止に対する信頼性を高めることができる。
(もっと読む)
射出成形方法
【課題】樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供する。
【解決手段】金型キャビティを形成可能な第1金型2及び第2金型4を用いて成形品を成形する射出成形方法であって、第1金型2と第2金型4とを型締めし、金型キャビティを形成する型締め工程と、型締め工程の完了後に、金型キャビティに発泡性溶融樹脂9bを射出充填し、金型キャビティ内を発泡性溶融樹脂9bで満たす第1射出充填工程と、第1射出充填工程の開始後に、金型キャビティを所定量だけ拡張させ、発泡性溶融樹脂9bを発泡させる金型キャビティ拡張工程と、第1射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後に、金型キャビティ内の発泡性溶融樹脂内に溶融樹脂又はガス10bを注入する第2射出充填工程とを備える。
(もっと読む)
車載用電子モジュールの樹脂モールド方法
【課題】車載用電子モジュールをモールドする際にコネクタ端子の変形や樹脂漏れなどが起こり難く成形品質を高めた樹脂モールド方法を提供する。
【解決手段】車載用電子モジュール1を型開きしたトランスファ成形用の第一のモールド金型6に搬入し、熱硬化性樹脂をポット9内に搬入し、コネクタ4を除いた基板面を第一のモールド金型6によりクランプして電子部品2が搭載された基板面を一次成形する工程と、一次成形された車載用電子モジュール1を、第二のモールド金型12に搬入し、一次成形されたパッケージ部11とコネクタ4のコネクタ成形部4aをクランプして露出する基板接続端子5aを二次モールドする工程と、を含む。
(もっと読む)
インサート成形方法および装置
【課題】インサート物が例え柔軟な部分を含んでいても高品位の製品を安価に得ることができるインサート成形方法を提供する。
【解決手段】半製品(50)の製作に使用された製作治具(55)を利用して半製品(50)の外周面を樹脂層(J1、J2)で被覆する。製作治具(55)に保持されている半製品(50)の上半分と固定側金型(1)の凹部(5L、5R)とにより構成されるキャビティ(C1)に射出して1次成形する(J1)。1次成形され固定側金型(1)に残っている半製品(50)の下半分と可動側金型(20)の凹部(30L、30R)とにより構成されるキャビティ(C2)に射出して2次成形する(J2)。1、2次成形を実質的に同時に実施する。
(もっと読む)
1 - 20 / 562
[ Back to top ]