
Fターム[4F206JN15]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276) | 充填通路での処理、操作 (323) | 充填通路の開閉(射出ノズルの弁の開閉を含む) (112)
Fターム[4F206JN15]に分類される特許
1 - 20 / 112
プリフォームの射出成形装置
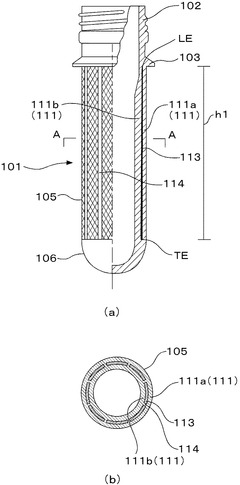
【課題】 本発明は中間層樹脂が流動する中流路の下流側の端部に遮断縦リブ片を配設して中間層樹脂を周方向に分断するようにしたノズル部を使用するプリフォームの射出成形装置において、プリフォームにおける中間層のリーディングエッジの高さ位置の周方向での変動を小さくすることを技術的課題とする。
【解決手段】 ノズル部は、基体層を形成する内流路及び外流路と、中間層を形成する中流路の3ケの円筒状の層形成流路を配設したものとし、中流路は下流側の端部に周方向に並列状にこの中流路を横断する遮断縦リブ片を配設し、この遮断縦リブ片により中流路を周方向に所定の数の流路に分断する構成とし、また、プリフォームに現出する中間層のリーディングエッジの最上端と最下端の高低差が小さくなるように、遮断縦リブ片の周方向の配設位置により中流路における中間層樹脂の流動挙動を調整する構成とする。
(もっと読む)
射出成形機におけるバルブピンの速度制御装置及びバルブピンの速度制御方法

【課題】 射出成形機の、バルブゲートを開閉するバルブピンの高速作動において、ゲート閉塞時のバルブピンの低速化を意図してゲート損傷を無くすようにした射出成形機におけるバルブピンの速度制御装置及びバルブピンの速度制御方法の提供。
【解決手段】 射出操作の都度、ゲート2を開閉するバルブピン3の頭部に有するピストン4をシリンダー5内で作動流体により往復動させてゲート2と通ずるキャビティ内の溶融樹脂を閉塞して冷却固化させて成形できるようにした射出成形機において、前記ピストン4のゲート2側に向う作動流体の作動面4aと、この作動面4aと相対向するシリンダー5の作動流体の流通路との間に設けた作動流体の排出量減少調節機構Aによりシリンダー5の流通路よりの流通量をバルブピン3の先端がゲート開口部に係入前より減少させてバルブピン3のゲート係入速度を遅延させるようにして成ることを特徴とするバルブピンの速度制御装置。
(もっと読む)
樹脂成形機のバルブスリーブ回転による色替え装置
【課題】バルブピンに配設したスリーブ片の回転により樹脂合流部の位置を変えて滞留部の残留樹脂を新しい樹脂で除去できるようにした色替え装置の提供。
【解決手段】マニホールド2に設けられる横方向の溶融樹脂の流通路3と、この流通路と連通する縦方向の流通路4を備え、前記横方向の流通路3を貫通し、かつ前記縦方向の流通路4内を縦装するバルブピン5を設け、溶融樹脂を前記マニホールド2の横方向の流通路3より縦方向の流通路4を経てゲート8を介してキャビティに射出可能とすると共に、前記バルブピン5のマニホールド2の流通路に挿通させる箇所に管状の樹脂流変更用スリーブ片10を配設し、前記スリーブ片10の端部のマニホールド2の流通路に対応して臨まれる箇所に傾斜面11を設けて溶融樹脂の色替え時にバルブピン5を中心に回転可能に設けて溶融樹脂の流通方向を可変できるようにしたことを特徴とするバルブスリーブ回転による色替え装置。
(もっと読む)
射出装置
【課題】射出シリンダを減速させるタイミングに到達した後からの応答性を向上させることができる射出装置を提供すること。
【解決手段】射出装置において、射出シリンダ17の第2室17fにはアキュムレータ22が接続されるとともに、射出装置には射出シリンダ17を減速させる減速機構Gが設けられている。減速機構Gは、射出シリンダ17の第2ロッド17dと一体移動する作動部材41と、射出シリンダ17に対する作動油の排出用の流路に設けられるとともに、作動部材41の移動に連動して流路を可変に絞る絞り部材44と、を有する。
(もっと読む)
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法
【課題】本発明は、簡素な手段を用いて費用効果が高く、かつ、射出成形装置のキャビティに流動性物質を均一に充填可能にする。
【解決手段】
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法は、制御装置により、ニードルシャットオフノズルの各電磁アクチュエータのために、定義されて制御装置に保存されたパルス長を有する電流パルスを個別に生成し、電流パルスが流れた電磁アクチュエータのソレノイドにより電磁場が生成され、その結果、シャットオフニードルが閉位置から開位置へ、または逆に動かされ、少なくとも2つの電磁アクチュエータのための電流パルスが時間をずらして電磁アクチュエータへ送られる。
(もっと読む)
サンドイッチ成形用ノズルおよび射出成形装置
【課題】射出成形装置10のサンドイッチ成形用ノズル30は、コア層と表皮層とを形成するための樹脂材料を容易に変更することができる。
【解決手段】サンドイッチ成形用ノズル30は、金型MdのキャビティCtに接続されるノズル孔32dと、第1または第2射出ユニット60A,60Bから供給される異なった樹脂材料を流す第1および第2樹脂通路35A,35Bとを有するノズル本体31と、ノズル孔32dと金型Mdとの接続箇所を通る軸を中心に、ノズル本体31を回転可能に支持するノズル軸支機構51とを備えている。ノズル軸支機構51は、ノズル本体31が軸を中心に回転することで、第1樹脂通路35Aおよび第2樹脂通路35Bが第1および第2射出ユニット60A,60Bに接続される箇所が入れ替わるように構成されている。
(もっと読む)
樹脂流路開閉機構及びその制御方法
【課題】射出成形装置等の樹脂流路を有する構造体において、弁移動機構を小型にすることができる技術を提供することを課題とする。
【解決手段】樹脂流路の軸Yに平行な通孔71が備えられている弁体72を加熱筒23に設ける。通孔71が樹脂流路に合うと弁開状態になり、通孔71が樹脂流路から外れると弁閉状態になる。
【効果】弁移動機構70は、弁体72を移動させる役割のみを果たす。すなわち、弁移動機構70の能力の大小は弁のシール性に影響しない。結果、弁移動機構70の小型化が図れる。
(もっと読む)
射出成形機のシャットオフノズル及び射出成形機
【課題】ロータリバルブの動作不良が発生し難い射出成形機のシャットオフノズル及び射出成形機を提供する。
【解決手段】バルブピン39は、長さ方向の略中央で、かつその軸線の延びる方向とは直交して延びるようにして形成された貫通孔39Aと、貫通孔39Aの両側においてその軸線方向に延びるようにして形成された平板状の溝部39Bと、両端部に形成された連結溝39Cと、を備えている。ノズルのバルブピン用貫通孔の内周面とバルブピン39の外周面との隙間に侵入した溶融樹脂は、シャットオフノズル駆動装置によりバルブピン39が回動される度にその外周面に形成された溝部39Bによって外周方向に流動させられて滞留することがなく、また、その一部がバルブピン用貫通孔の内周面とバルブピン39の外周面との隙間から外部に流出し、その部分での溶融樹脂の滞留・固化が防止できる。
(もっと読む)
樹脂の射出成形の設計パラメータ決定方法、射出成形品の製造方法及び樹脂の射出成形の設計パラメータ決定プログラム
【課題】 射出成形品の形状が複雑で入り組んだものである場合等であってもウエルドを適切な位置に発生させる。
【解決手段】 設計パラメータ決定方法は、射出成形品の形状モデルを生成する形状モデル生成ステップ(S01)と、射出成形品においてウエルドの発生が制御される特定領域の情報を入力する特定領域情報入力ステップ(S02)と、形状モデルにおいて特定領域から樹脂を流入したときの各位置の当該樹脂の充填時間を算出する充填時間算出ステップ(S03)と、形状モデルへの樹脂の流入状態を求める数値解析手法、及び当該形状モデルにおける各位置のウエルドの発生に対して上記の充填時間に基づき重みづけされる評価関数を用いた最適化手法によって設計パラメータを決定する設計パラメータ決定ステップ(S04〜S09)と、設計パラメータを出力する設計パラメータ出力ステップ(S10)とを含む。
(もっと読む)
発泡成形用射出成形機の射出装置
【課題】計量樹脂溜め部内に蓄えられた溶融樹脂への物理発泡剤の拡散を迅速化する。計量樹脂溜め部に供給された物理発泡剤のスクリュー本体側への逆流を防止する。
【解決手段】加熱筒ヘッド内に、少なくとも一部が多孔質材料をもって形成され、該多孔質材料をもって形成された部分に前記樹脂通路の一部を構成するセンタ孔が開設されたスリーブを内蔵し、該スリーブの外周部分に物理発泡剤の導入空間を形成すると共に、前記加熱筒ヘッドに前記物理発泡剤供給ノズルを取り付け、該ノズルから供給される物理発泡剤を前記物理発泡剤の導入空間内に噴射し、該導入空間内に噴射された前記物理発泡剤を、前記多孔質材料が有する微細な空孔を通して前記加熱筒ヘッドに開設された樹脂通路内に供給する。
(もっと読む)
射出成形機及び成形品の製造方法
【課題】ノズルの流路の断面積を容易に変更して、流路から成形型内に射出する成形材料の温度を精度よく制御する。
【解決手段】射出成形機1は、ノズル30の流路31から成形材料Sを成形型10内に射出する。流路31には絞り部32が形成されている。流路調節部材50は、流路31内に配置され、絞り部32との間の距離の変化に伴い絞り部32との間の流路31の断面積を変更する。ネジ機構8は、ノズル30の回転により、流路調節部材50に対してノズル30を変位させる。回転手段60は、ノズル30を回転させて、絞り部32と流路調節部材50との間の距離を変化させる。
(もっと読む)
射出成形機のロータリ式シャットオフ弁
【課題】ロータとロータケーシングとの間の摩耗が少なく、また密着度が調節できる射出成形機のロータリ式シャットオフ弁を提供する。
【解決手段】ロータ(22)の軸受装置を、ロータケーシング(10)に装着されるオイルレス金属製の円筒状の軸受リング(30)と、断面が楔形の隙間調整リング(31)と、調整ナット(27)とから構成する。調整ナット(27)により、隙間調整リング(31)を軸受リング(30)とテーパ部(24)との間に押し込む。押し込む位置により、軸受リング(30)と隙間調整リング(31)との間の密着度あるいは隙間、および隙間調整リング(31)とロータのテーパ部(24)との間の密着度あるいは隙間を調整する。
(もっと読む)
トーピード
【課題】射出圧力を生じさせる射出装置を小型化しても、キャビティに連通するゲートをスムーズに開放させることができるトーピードを提供すること。
【解決手段】トーピード1は、ノズルケース2の内部30に組み付けたとき、この内部30の内面に対して空隙Fが生じるように形成された本体10と、この本体10の先端から軸方向に進退可能なニードルピン20とを備え、この空隙Fに送り込まれたペレットPが溶かされて成る溶融樹脂Mが所定の圧力を超えると、ノズルケース2に組み付けられる金型3のキャビティ40に連通するゲート42をニードルピン20が開放する構造となっている。ニードルピン20は、溶融樹脂Mから射出圧力を受けるとゲート42を開放し易いように多段状20a、20bに形成されている。
(もっと読む)
トーピード
【課題】ペレットの可塑化の効率をより向上させることができつつ、ブレードを簡便に加工できるトーピードを提供すること。
【解決手段】トーピード1は、ノズルケース2の内部30に組み付けたとき、この内部30の内面に対して空隙Fが生じるように外面にブレード14が形成された略円柱状の本体10と、この本体10の先端から軸方向に進退可能なニードルピン20とを備え、この空隙Fに送り込まれたペレットPが溶かされて成る溶融樹脂Mが所定の圧力を超えると、ノズルケース2に組み付けられる金型3のキャビティ40に連通するゲート42をニードルピン20が開放する構造となっている。ブレード14は、本体10の軸方向に沿うように、本体10の周方向に均等を成すように、且つ、その軸方向の途中位置を境に本体10の周方向において互い違いを成すように複数形成されている。
(もっと読む)
射出成形方法および射出成形装置
【課題】キャビティ内へ吐出する溶融樹脂の吐出量および圧力を最適とすることにより、成形不良の発生を防止し、品質の高い成形品を安定して生産することができる射出成形方法および射出成形装置を提供する。
【解決手段】射出成形装置1は、射出スクリュー21により溶融樹脂を射出し、バルブゲート32、33を介して、キャビティ31に射出充填する構成を有する。射出成形装置1は、バルブゲート32、33の開度を調整するゲートピン34、35と、ゲートピン34、35の進退位置を制御するゲートピン駆動部38と、射出スクリュー21の前進位置を検出するスクリュー位置センサ22と、条件マップ6を基に目標進退位置を算出するコントローラ5とを有する。射出成形装置1は、ゲートピン駆動部38により、ゲートピン34、35の進退位置が常に目標進退位置に近づくように各ゲートピン34、35の進退位置を位置制御する構成を有している。
(もっと読む)
射出成形方法
【課題】 金型がわずかに開いた状態で樹脂を充填する射出プレス成形方法、或いは射出圧縮成形方法により製品を連続成形する場合に、製品重量を安定化させる。
【解決手段】 本発明の方法よれば、射出完了後、特定の型締条件下において、金型キャビティ内の樹脂に型締力が負荷される状況とし、射出ユニットと金型キャビティとの間で樹脂を流通させることによって、金型キャビティ内の樹脂が、同じ挙動を繰り返し再現するようになるので、製品の重量を安定化させることができる。また、本発明の方法を表皮材のインサート成形等に用いれば、成形中に表皮材の厚みが変化しても、金型キャビティ内の樹脂の挙動は影響を受けにくいので、安定した運転が可能である。
(もっと読む)
射出成形用金型
【課題】射出ノズル7に開閉弁を有さない射出装置を用い、カウンタープレッシャーの圧力に制約を受けることなくカウンタプレッシャー成形を行うことができるようにする。
【解決手段】スプルー6の出口を閉鎖してカウンタープレッシャーの漏れを防止すると共に、射出ノズル7の射出圧力によって前記スプルー6の出口を開放するシール駒17を備えたスプルー開閉装置10を射出成形用金型に設ける。
(もっと読む)
射出成形装置及び射出成形方法
【課題】複数のキャビティを有する金型を用いた射出成形において、加工品の品質をより向上させること。
【解決手段】溶融樹脂が射出充填される複数のキャビティ26と各キャビティ26と連通する複数の溶融樹脂通路24を有する射出成形金型4と、溶融樹脂材料を計量・可塑化した溶融樹脂を射出成形金型4へ射出充填する樹脂射出装置6と、樹脂射出装置6が射出充填した溶融樹脂が選択したキャビティ26へ射出充填されるように各溶融樹脂通路24を開閉する溶融樹脂通路開閉機構と、選択したキャビティ26aへの一回の充填量に応じた溶融樹脂材料を計量・可塑化するように樹脂射出装置6を制御し、さらに、選択したキャビティ26aへの一回の充填量に応じた溶融樹脂材料を計量・可塑化した溶融樹脂が選択したキャビティ26aへ射出充填されるように溶融樹脂通路開閉機構を制御する射出成形制御装置8を備える。
(もっと読む)
射出成形機
【課題】添加剤を含んだ溶融樹脂によって成形品を得る射出成形機において、添加剤が原因によるチェックリングの磨耗を防止し製品寿命を延ばすことを可能とした射出成形機を提供する。
【解決手段】フィラー等の添加剤を含んだ溶融樹脂を射出して成形得る射出成形機において、下記式によって求められるリーク速度V(mm/s)が2.0<V≦20の範囲となるよう、チェックリング5と加熱筒3との間隙b及びチェックリングの全長Lとを選択することで、バックフローを防止しつつチェックリング5の磨耗を防ぎ、射出成形機の製品寿命を長くすることができる。
【数1】
【数2】 (もっと読む)
(もっと読む)
射出装置及び樹脂の射出方法
【課題】 大掛かりな機構を用いることなく、保圧機構に対する樹脂の滞留を確実になくす。
【解決手段】 射出スクリュー2の加圧により、保圧プランジャー22を樹脂の圧力で後退させて保圧路9に樹脂を流入させると共に、樹脂路6の樹脂を加圧し(一次保圧)、遮断プランジャー12を閉じて保圧プランジャー22により樹脂路6及び保圧路9の樹脂を加圧し(二次保圧)、更に、遮断プランジャー12を開いて先端が樹脂路6に突出する状態まで保圧プランジャー22を前進させて保圧路9の樹脂の全てを樹脂路6に排出し、遮断プランジャー12よりも射出スクリュー2側の保圧路9に対して樹脂を保持させる。
(もっと読む)
1 - 20 / 112
[ Back to top ]