
Fターム[4F206JN27]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | キャビティ内での処理、操作 (1,234) | 加圧ガスの導入 (210)
Fターム[4F206JN27]に分類される特許
1 - 20 / 210
樹脂成形品の製造方法
【課題】優れた耐薬品性を有し、且つ歩留まりを向上させることができる樹脂成形品の製造方法の提供。
【解決手段】帯状の第1面11、第2面12及び突出部20、21を有し、熱可塑性樹脂組成物からなる樹脂成形品100の射出成形法による製造方法であって、金型キャビティ内に溶融した該熱可塑性樹脂組成物を充填する工程と、該熱可塑性樹脂組成物を該金型キャビティ内で冷却時間t1、冷却温度T1で冷却し、粗樹脂成形体を得る工程と、該粗樹脂成形体を液体冷媒中で冷却時間t2、冷却温度T2にて冷却し、樹脂成形体を得る工程と、該樹脂成形体を乾燥し該樹脂成形品を得る工程とを含み、該熱可塑性樹脂組成物がポリカーボネート樹脂及び、ポリエステル樹脂又はスチレン系樹脂を含む複合樹脂組成物からなり、t1、T1、t2及びT2が、下記(1)及び(2)の条件を満たす樹脂成形品の製造方法。(1)T1−T2=20〜70[℃](2)t1<t2
(もっと読む)
ポリエステル樹脂組成物及びこれを成形してなる樹脂製基体
【課題】
優れた耐衝撃性、耐薬品性、ハイサイクル性、寸法安定性、流動性、金属調の高級感のある光沢・深み・色調の意匠性を兼備した樹脂製基体の提供。
【解決手段】
ポリエステル樹脂組成物をガスアシスト成形法で成形してなる中空樹脂成形体の表面に金属蒸着層とハードコート層をこの順に設けてなる樹脂製基体であって、前記ポリエステル樹脂組成物が、ポリエステル樹脂(A)、ポリカーボネート樹脂(B)、熱可塑性エラストマー(C)を所定量含有し、熱可塑性エラストマーが特定のコア/シェル型グラフト共重合体である樹脂製基体。
(もっと読む)
射出成形体の製造方法

【課題】 冷却期間の長期化を抑えつつもより設計値に近い形状の射出成形体を製造し得る射出成形体の製造方法を提供することを目的とする。
【解決手段】 型締状態にある第1金型及び第2金型によって形成されるキャビティに、溶融状態にある熱可塑性樹脂を射出する樹脂射出工程P2と、前記キャビティに加圧気体を注入し、前記加圧気体によって、前記熱可塑性樹脂の内部に中空部を形成させた後に前記熱可塑性樹脂を突き破らせ、前記キャビティに連絡される経路と前記中空部とを連通させる加圧気体注入工程P3と、前記熱可塑性樹脂が突き破られた時点から所定の期間が経過する以前に前記加圧気体の注入を停止し、前記期間が経過するまで前記経路を閉塞した状態で、前記冷却用媒体の注入を待機する保圧工程P4と、前記期間が経過した以後に、前記経路を開放し、前記中空部に前記冷却用媒体を経由させる冷却工程P6とを備える。
(もっと読む)
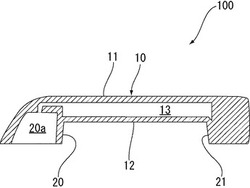
車両用ドアハンドル及び車両用ドアハンドルの製造方法
【課題】本発明の課題は、中空部を設けた車両用ドアハンドルを形成する場合に、ガス注入口部分の貫通孔を塞ぐために別部品を別工程で取付ける必要がなく、同一金型内にて貫通孔を塞ぐことができ、安価で丈夫な車両用ドアハンドル及び車両用ドアハンドルの製造方法を提供することにある。
【解決手段】封止工程では、ガス注入工程と同一の金型内でガス30注入と同一の位置から貫通孔14を封止するための封止樹脂21が注入される。この封止樹脂21を注入することで、ガス30注入のための貫通孔14を塞ぐことができる。このとき、貫通孔14を封止するための封止樹脂21の注入量は、中空部17側の開口縁の周辺17aまで回り込むだけの量が注入される。
(もっと読む)
インサート成形方法、および射出成形機
【課題】簡単な構成で、成形中にインサート部品のガス付着防止領域にガスが付着するのを確実且つ容易に防止することができるインサート成形方法と、インサート成形に使用する射出成形機とを提供する。
【解決手段】成形材料から発生するガスの付着を防止すべきガス付着防止領域Wa、Wbを有するインサート部品Wを金型1内のキャビティ3に配置し、キャビティ3内に成形材料を射出充填するインサート成形方法であって、キャビティ3内のインサート部品Wのガス付着防止領域Wa、Wbの表面の圧力が他の部分と比較して高くなるようにキャビティ3内に圧力分布を付与した状態で成形材料を射出充填する。さらに、成形材料から発生するガスを、金型1のキャビティ3の成形材料が最後に到達する位置63、65から吸引する。
(もっと読む)
樹脂成形体、曲管射出成形用型及び曲管射出成形方法
【課題】屈曲パイプ部に流体を通すための供給パイプ及び排出パイプを接続しても容器部の経時的な形状変化を抑えることができる樹脂成形体、この樹脂成形体を形成するための曲管射出成形用型及び曲管射出成形方法を提供することを目的とする。
【解決手段】樹脂成形体1は、容器部2と、中空の屈曲パイプ部3と、中空のノズル部4とが一体形成されて、屈曲パイプ部3とノズル部4とが連通されている。屈曲パイプ部3の胴部3aは、容器部2の底部4に接続されており、屈曲パイプ部3の一対の端部3bは、容器部2の側部6の内壁面6aに接続されている。ノズル部4は、側部6の外壁面6bに接続されているとともに、側部6に形成されたフランジ部7に接続されている。そして、フランジ部7には、フランジ部7の肉厚を薄くする肉盗み部10bが形成されている。
(もっと読む)
成形品の製造方法
【課題】キャビティ内でスキン層を発生させることなく、外観不良のない良品を得ることが可能となるガスアシスト射出成形による成形品の製造方法を提供する。
【解決手段】金型のキャビティ内にガス体の注入を伴うガスアシストにより樹脂の射出成形を行う成形品の製造方法であって、
ノズル先端の樹脂経路が解放されたオープンノズルを用い、溶融した熱可塑性樹脂を前記金型に充填する間に前記ガス体の該金型への注入を開始する第一の工程と、
前記樹脂が前記金型のゲートを通過する前に、ガス体の昇圧を完了させる第二の工程と、を有する構成とする。
(もっと読む)
樹脂成形品および樹脂成形品を用いたユニット
【課題】機構部品を支持する支持部を備えた構造体を発泡樹脂で成形するに当たり、該構造体の支持部における剛性低下を抑制することが可能となる樹脂成形品および樹脂成形品を用いたユニットを提供する。
【解決手段】機構部品を支持する支持部を備えた構造体を発泡樹脂で成形した発泡樹脂成形品であって、
前記構造体における前記機構部品を支持する支持部以外が、内部に気泡セルが複数分布する発泡部によって成形されると共に、
前記機構部品を支持する支持部が、前記気泡セルが内部に存在しない非発泡部によって、前記支持部以外の発泡部と一体成形された構成とする。
(もっと読む)
タイヤ側面への装飾形成方法および装飾形成装置
【課題】生産性を損なうことなくタイヤ側面に形成する装飾のデザイン自由度を向上させる。
【解決手段】加硫済みのタイヤTの側面に装飾を形成する方法であって、加流済みのタイヤTの側面にキャビティ3aを有する金型3を押し当て、該キャビティ3a内に射出装置5から熱可塑性エラストマーを射出、充てんすることによりタイヤTの側面に射出成形部Mを一体化して上記装飾とすることを特徴とするものである。
(もっと読む)
射出成形方法
【課題】樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供する。
【解決手段】金型キャビティを形成可能な第1金型2及び第2金型4を用いて成形品を成形する射出成形方法であって、第1金型2と第2金型4とを型締めし、金型キャビティを形成する型締め工程と、型締め工程の完了後に、金型キャビティに発泡性溶融樹脂9bを射出充填し、金型キャビティ内を発泡性溶融樹脂9bで満たす第1射出充填工程と、第1射出充填工程の開始後に、金型キャビティを所定量だけ拡張させ、発泡性溶融樹脂9bを発泡させる金型キャビティ拡張工程と、第1射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後に、金型キャビティ内の発泡性溶融樹脂内に溶融樹脂又はガス10bを注入する第2射出充填工程とを備える。
(もっと読む)
箔転写射出成形方法および箔転写射出成形装置、ならびに金型
【課題】立体形状の成形品を箔転写射出成形しても、フィルムのしわや破れを回避できる箔転写射出成形方法を提供する。
【解決手段】第1金型11と第2金型12を接近させて、第2金型12に設けられた枠状の可動ブロック15を第1金型11に当接させ、第1金型11と第2金型12との間に配置されたフィルム13と、第2金型12と、可動ブロック15とで、密閉された空間を形成し、第2金型12に設けられた気体注入路18から前記密閉された空間に気体を注入して、フィルム13を第1金型11の凹部11aに沿うようにプリフォームする。
(もっと読む)
射出成形用金型
【課題】金型キャビティ内に先に射出充填された溶融樹脂の表面に形成されるスキン層(冷却固化層)が強固な場合においても、該溶融樹脂内に、他の流体を確実に充填・注入可能な射出成形用金型を提供する。
【解決手段】金型キャビティ内に、第1流体を流入させる第1流体流路と、第2流体を流入させる第2流体流路と、第2流体流路の金型キャビティ内に連通する開口部分に進退自在に配置され、前進状態においては、第2流体流路の開口部分をシールさせると共に、先端部を金型キャビティ内に所定量突出させ、後退状態においては、第2流体流路の開口部分を開放させると共に、先端部を前記金型キャビティ外に退避させ、先端部の形状が、その進退方向と直交する断面積を、その前進方向に漸次、減少させる形状であるシールピン機構と、を備える射出成形用金型によって達成される。
(もっと読む)
樹脂の成形方法
【課題】金属表面の微細凹凸パタンを高度に成形品に転写でき、しかも、生産性及び経済性に優れる樹脂の成形方法を提供すること。
【解決手段】本発明の樹脂の成形方法は、金型表面に設けられた微細凹凸パタンを樹脂表面に転写する樹脂の成形方法であって、あらかじめ二酸化炭素を1MPa〜15MPaの圧力でキャビティに充填してから、0.1重量%以上の二酸化炭素が溶解した液状樹脂をキャビティに充填する充填工程を有し、金型の微細凹凸パタンが、凹みの開口部(11)を楕円で近似した場合に、短軸の長さが3μm以下であり、凹みの深さと前記短軸の長さの比(前記凹み深さ/前記短軸の長さ)が0.5以上、4.0以下であることを特徴とする。
(もっと読む)
射出成形機および射出成形方法
【課題】金型装置の構成を簡略化できる射出成形機および射出成形方法を提供すること。
【解決手段】樹脂を発泡成形する射出成形機10において、第1の型板32と第2の型板44の型締めにより形成されるキャビティC1に対しガスを供給する給気機構70と、給気機構70により大気圧よりも高い気圧に加圧されたキャビティC1に発泡性樹脂を射出する射出装置50と、発泡性樹脂の射出中または射出後、キャビティC1内のガスを大気に放出するガス放出機構80とを有し、ガス放出機構80は、第1の型板または第2の型板44に貫通形成される貫通孔47の内壁面47aと、貫通孔47に挿入される金型部材61の外周面61aとの間に形成される隙間G1を介して、キャビティC1内のガスを大気に放出する。
(もっと読む)
管状中空成形品の製造方法及び成形型
【課題】異なる径部分を有し、かつ異なる径部分における中空内周面の内径も異なる管状中空成形品を効率的かつ容易に製造することができる管状中空成形品の製造方法及び成形型を提供する。
【解決手段】基準中空内周面に対して拡径した中空内周面を有する大径部を端部に有する管状中空成形品60を成形する成形型10を用いた管状中空成形品の製造方法において、キャビティ面との間で大径部を成形するとともにキャビティ13と成形型10の外部とを連通する加圧ポート34のキャビティ13側にフローティングコア50が保持された中子20をキャビティ13の一端部に装着して成形型10を型締めし、キャビティ13に溶融材料を充填した後に加圧ポート34から圧入される加圧流体によってフローティングコア50を溶融材料中に押し出してキャビティ13に沿って進行させて管状中空成形品60の基準中空内周面を成形する。
(もっと読む)
射出発泡成形用金型装置、及びこれを用いた射出発泡成形体の製造方法
【課題】シール部材を使うことなく、かつ、簡便に、高発泡倍率を有する外観の優れた発泡成形体を得ることを目的とする。
【解決手段】固定型と、前進・後退可能な可動型及び外縁部可動中子を有して構成され、外縁部可動中子は、可動型の外縁部の突き当て面に、固定型の方向に押すスプリングを介して取り付けられた可動中子であり、固定型と可動型との突き合わせ面には、固定型と可動型との間に形成されるキャビティを構成するためのキャビティ面がそれぞれ形成され、固定型及び可動型の少なくとも一方に、その外表面からキャビティ面に向かって、原料注入孔、ランナー、樹脂ゲート、ガス注入孔及びガス排出孔が形成され、成形時に上記可動型を後退させたとき、外縁部可動中子によって、キャビティの密閉状態が保持され、ガス注入孔からキャビティを経てガス排出孔にかけて、ガスを流通させるガス供給装置を配する。
(もっと読む)
射出成形金型及び発泡成形品の製造方法
【課題】射出成形金型を用いたカウンタープレッシャー工法による発泡成形品の製造において、得られる発泡成形品の表面にアバタが発生することを抑制する。
【解決手段】キャビティ14を形成する可動側金型10と固定側金型12を有する金型であって、軸部20及び頭部22を有し、キャビティ14内で成形された発泡成形品を頭部22で突き出す突出し駒24が固定側金型12に設けられ、固定側金型12における突出し駒24の頭部22の裏側に、カウンタープレッシャーガスを排気するガス流路30が形成された射出成形金型1。また、射出成形金型1を用いた発泡成形品の製造方法。
(もっと読む)
射出成形方法
【課題】 製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】 本発明によれば、意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ面に、樹脂をコーティングしたりする等して、樹脂が離型しやすくなるように表面加工する。この状態の金型で、樹脂の射出完了後に型締力を低下させて、短時間で金型内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂を短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。なお、前述の射出完了後に反意匠面側の金型キャビティ面にガスを注入すれば、前述の発明の効果が更に高まる。
(もっと読む)
発泡成形装置及び発泡成形方法
【課題】カウンタープレッシャー法を採用した発泡成形において、発泡性樹脂の充填完了時等の所定の時期に、速やかにキャビティ内のガスを排出することにある。
【解決手段】発泡成形装置は、発泡性樹脂が射出されるキャビティを形成するための金型と、キャビティ内を加圧状態にするためにガスを圧入するためのガス圧入装置と、ガス圧入装置によりキャビティ内に圧入されたガスを大気に放出するために金型に形成されたガス放出口と、キャビティ内への発泡性樹脂の充填動作が行われている間はガス放出口を塞ぎ、設定されたガス放出時にガス放出口を開く放出口開閉機構と、を有する。
(もっと読む)
オーバーモールド容器の製造方法、およびオーバーモールド容器の製造装置
【課題】容器の形状に依存することなく、インナーボトルの変形や表面の流動を防止し、高品質で美観に優れたオーバーモールド容器を製造するための方法を提供する。
【解決手段】金型50内に配置されたインナーボトル10の外側に溶融樹脂を射出してアウター20を成形する際、ボトル内にロッド60を挿入して加圧ステップと循環ステップとを実行し、ロッド内にはボトルの外方に露出する外部口(61o〜63o)と、ボトル内にて開口する内部口(61i〜63i)とを連絡する供給管(61,62)と排気管63とに区別された複数の通気管が形成され、加圧ステップでは、供給管の外部口に供給したエアを内部口からインナーボトルの内壁に気体を吹き付けつつ、ボトル内が所定の圧力となるまで加圧し、循環ステップでは、ボトル内に供給した気体を排気管の内部口から外部口を経由してボトル外に排気してインナーボトル内の圧力を維持しつつ気体を循環させる。
(もっと読む)
1 - 20 / 210
[ Back to top ]