
Fターム[4F206JP11]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 検知、検出、測定、識別 (1,237)
Fターム[4F206JP11]の下位に属するFターム
間欠的測定 (40)
検出値の処理、演算 (469)
監視(検出値の判別) (553)
Fターム[4F206JP11]に分類される特許
1 - 20 / 175
射出成形機の成形監視装置
【課題】従来定量化が困難だった外観不良のような不良であっても、その不良との相関が強い成形機上で計測される物理量を特定することが可能な射出成形機の監視装置を提供すること。
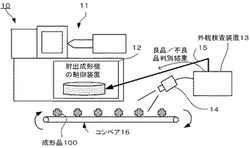
【解決手段】成形監視装置付き射出成形機10は、射出成形機本体11と該射出成形機本体11を全体的に制御する制御装置12、射出成形機本体11で成形されコンベア16で搬送される成形品100を搬送途中で撮像する撮像装置14、該撮像装置14で撮像された成形品100の外観画像情報を元に成形品100の良否判別を行い良品/不良品判別結果を信号線15を介して制御装置12に送る外観検査装置13を備え、射出成形機本体11には、成形状態を監視するため、金型や射出シリンダの温度を測定する温度検出器、樹脂圧力を検出する圧力検出器、射出スクリュの回転位置・回転速度や軸方向の移動位置・移動速度を検出する位置・速度検出器などの各種物理量を検出する図示しない各種検出器が設けられている。
(もっと読む)
射出成形機、及び射出成形機の型厚調整方法

【課題】金型装置の交換に適した射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11、可動金型16が取り付けられる第1の可動部材12、第1の可動部材12と共に移動する第2の可動部材22、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13、第2の可動部材22及び第2の固定部材13の一方に形成され、他方を吸着して型締力を発生させる電磁石49、及び第1の可動部材12と第2の可動部材22との間隔を調整する型厚調整部70を備え、第2の可動部材22と第2の固定部材13との間に所定のギャップδを形成し、且つ第2の可動部材22の型開き方向への移動を制限した状態で、型厚調整部70を駆動して、第1の可動部材12を型閉じ方向に移動させ、固定金型15及び可動金型16を介して第1の固定部材11に接触させる。
(もっと読む)
射出成形機の異常検出装置
【課題】異常検出のための閾値を自動的に設定してオペレータの負担を軽減しかつ最適な閾値を算出し、さらには一般的な射出成形機の制御装置に付加することが容易な異常検出装置を提供する。
【解決手段】可動部の動作を開始し、現在の時間または可動部の位置及び物理量を検出し、基準物理量は記憶済みか否か判断し、否の場合は時間または可動部の位置に対応させて基準物理量を記憶しSA12へ移行し、記憶済みの場合には物理量の偏差を算出し(SA01〜SA06)、偏差の絶対値を算出し、偏差の絶対値の平均値を算出し、記憶し、閾値を算出し、偏差の絶対値が閾値より大きいか否か判断し(SA07〜SA10)、大きい場合にはアラーム処理を実行し終了し、否の場合は動作完了か否か判断し、動作完了の場合にはサイクル終了か否か判断し、サイクルを終了し、否の場合はステップSA01に戻り処理を継続する(SA11〜SA13)。
(もっと読む)
ねじ抜き金型の回転中子制御装置
【課題】ねじ部を有する成形品を射出成形する金型の回転中子を駆動するサーボモータを、サイクル時間を短縮するように制御可能な回転中子制御装置を提供することである。
【解決手段】成形品の抜き出しを行い、中子原位置までの移動距離(回転中子の復帰開始位置から逆回転で中子原位置へ復帰する際の回転数Dmと回転中子の復帰開始位置から順回転で中子原位置へ復帰する際の回転数Dp)を求め、DpがDmより大きいか否か判断し、DpがDmより大きい場合(つまりYesの場合)、中子原位置まで回転中子を逆回転し、処理を終了し、DpがDmより大きくない場合(つまりNoの場合)中子原位置まで回転中子を順回転し、処理を終了する(SA01〜SA05)。
(もっと読む)
射出成形機のモニタデータ表示装置
【課題】複数の中から任意のモニタデータを選択し、複数の射出成形機に対して、所定期間の時刻を第一軸とし、第二軸を選択されたモニタデータとしてグラフ表示できる射出成形機のモニタデータ表示装置を提供する
【解決手段】複数の射出成形機の前記モニタデータを前記第一軸の時刻を同時刻として同時に表示することを特徴とする射出成形機のモニタデータ表示装置は、全射出成形機の表示または選択した射出成形機の表示の選択、表示期間の設定、表示するモニタデータの選択がなされ、同一時間軸で表示され、1〜3号機の射出成形機の表示が選択されており、表示するモニタデータはサイクルタイムであり、表示する期間の開始日時及び、終了時刻が表示され、表示画面内の左上部に選択した機械番号と、右上部にサイクルタイムを文字表示し、左部に表示する成形機に対応する線種と、下部に開始・終了日時を表示し、中央部に各成形機に対応するグラフを個別に表示する
(もっと読む)
射出成形機の型締力設定方法および型締力設定装置
【課題】金型が開かない必要最小限の設定型締力を求めることで、バリを防ぎ、ガス抜きされた成形による品質の向上や、金型の寿命を短くしない射出成形機の型締力設定方法および型締力設定装置を提供する
【解決手段】状態2(設定型締力を下げると射出時の型締力最大増加量が増加する区間)から状態3(型締力最大増加量が状態2よりも大きく増加する区間)の移行点の検出は、2区間の任意の2点で測定を行い、測定された型締力最大増加量Amax、と型締力最大増加量Bmaxを取得し、線形近似式Fmax=a*Fs+bを求め、状態2にある設定型締力Cは測定された型締力最大増加量Cmax≦(a*C+b)+βを満たし、状態3にある設定型締力Dは測定された型締力最大増加量Dmax>(a*D+b)+βとなることから、状態3に移行したことを判別でき、適正な型締力は状態2から状態3へ移行したときの設定型締力を基に設定することができる。
(もっと読む)
射出成形機のパージ廃材排出装置
【課題】パージ廃材を受け取る容器が満杯になる前に、パージ廃材を容器から廃棄することが可能な射出成形機のパージ廃材排出装置を提供する
【解決手段】射出成形機10は、パージ作業を行った際に射出装置18のシリンダ24のノズル26の先端から射出されるパージ廃材40を受け取る容器30、容器30に受け取られたシリンダ24のノズルから射出されたパージ廃材の質量または体積を計量する計量部32、容器30をシリンダ24のノズル26から射出されたパージ廃材40を受け取る位置と射出成形機10の外に位置するパージ廃材40が廃棄される位置との間を往復移動させる容器移動用アクチュエータ34、容器30に収容されたパージ廃材40を廃棄するために、パージ廃材を受け取る容器30からパージ廃材40を押し出すパージ廃材廃棄用アクチュエータ36を備え、射出成形機10の制御装置をパージ廃材排出装置の制御装置として用いる
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】ノズルタッチ力を正確に制御するとともに、万一ノズルタッチに異常が発生した場合には異常を的確に検出し、さらに異常による成形不具合や機械の故障を未然に防止することができる射出成形機のノズルタッチ制御装置を提供すること。
【解決手段】ノズル2の先端が金型(固定側金型46b)の当接する前の状態1から、ノズル前後進用サーボモータ214を駆動(モータ回転)することにより、射出ユニット39を金型46方向に前進させると共にノズル2の先端も金型46方向に前進し、ノズル2の先端が金型(固定側金型46b)の射出ユニット39側の面にノズルタッチし、ノズル2の先端が金型46にタッチすると弾性部材(バネ35)が縮み始め、近接スイッチ38は弾性部材であるバネ35が縮み始めると反応する位置に設置されていることから、近接スイッチ38の反応によってノズル2が固定側金型46bにタッチしたことを検出することができる。
(もっと読む)
射出成形機
【課題】加熱対象部材の温度をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、複数の温度制御ゾーンZ1、Z2、Z3、Z4に分割されて温度制御される加熱シリンダ1と、複数の温度制御ゾーンZ1、Z2、Z3、Z4のうちの所定の温度制御ゾーンZ1を加熱するバンドヒータ30と、バンドヒータ30で所定の温度制御ゾーンZ1以外の箇所Z1.5の温度を所定温度に制御する温度制御部20と、を有する。
(もっと読む)
射出成形機のモニタ装置
【課題】変量を色、濃度、等高線等の表示形式に変換してグラフに表示することで、1成形サイクル中で変量にばらつきが発生しているタイミングや区間、さらにはばらつきが発生している成形サイクルの特定やばらつきの傾向等の成形安定性に関する情報を視覚的に把握できるようにし、効率的な良否判定条件の設定が可能な射出成形機のモニタ装置を提供すること。
【解決手段】(a)変量Qの大きさを所定の区間に区切りそれぞれの区間に色情報をあらかじめ対応させて設定し変量Qと色情報とを対応させて表示する表示形式、(b)変量Qの大きさを所定の区間に区切りそれぞれの区間に表示の濃度情報をあらかじめ対応させて設定し変量Qと表示の濃度情報とを対応させて表示する表示形式、(c)等高線を描画する変量Qの大きさをあらかじめ設定し変量Qと等高線とを対応させて表示する表示形式が、射出成形機Mの制御装置100にされている。
(もっと読む)
射出成形機の波形モニタ装置
【課題】 特定の成形方式により成形を行う射出成形機に対応した生産時の十分なモニタリングを可能にし、成形品質及び歩留まり率等の向上を実現するとともに、汎用性及び発展性に寄与する。
【解決手段】 特定の成形方式により成形を行う射出成形機Mに搭載することにより、少なくとも成形時の動作波形をモニタリングするための射出成形機Mの波形モニタ装置1を構成するに際して、成形時における時間に対するパーティング開量Lmの変化データを検出するパーティング開量検出手段Fpと、少なくとも金型2への樹脂充填開始ts以降から金型2の冷却時間終了teまでのパーティング開量検出手段Fpにより検出した変化データを、成形機コントローラ3に付属するディスプレイ4の画面4vの波形表示部5に表示する動作波形表示手段Fdとを備える。
(もっと読む)
樹脂封止装置
【課題】低い樹脂成形圧でも安定した樹脂成形が可能な信頼性の高い樹脂封止装置を提供する。
【解決手段】本発明の樹脂封止装置は、ワークを樹脂封止する樹脂封止装置100であって、ワークを一方側から押さえる一方金型(上型12)と、ワークを他方側から押さえる他方金型(下型22)と、一方金型及び他方金型でワークをクランプしてワークを樹脂封止する際に、溶融した樹脂を圧送するプランジャ23と、一方金型又は他方金型のいずれかの金型に設けられたポット21に沿ってプランジャ23を摺動可能に構成されたトランスファ機構(マルチトランスファユニット24)と、トランスファ機構によりプランジャ23に加えられる樹脂成形圧を測定するロードセル30と、ロードセル30で測定された樹脂成形圧に第1の所定圧力αを加えて増幅するロードセルアンプ56とを有する。
(もっと読む)
竪型射出成形機
【課題】型厚調整装置がエンドプレートから下方に突出させたタイバーと支持面との衝突をより確実に防止する竪型射出成形機を提供すること。
【解決手段】本発明に係る竪型射出成形機100は、タイバー13a〜13cに接続された可動プラテン11とエンドプレート12との間の距離を調整する型厚調整部50と、型厚調整部50による調整量を制限する型厚調整制限部60と、を備える。型厚調整制限部60は、検出部62、63と、検出部62、63に対して鉛直方向に相対的に変位する被検出部64とを有し、検出部62、63が被検出部64の近接を検出したときに型厚調整部50による調整を停止させる。
(もっと読む)
射出成形機
【課題】モータに備えられるブレーキ部の状態を検知可能な射出成形機を提供すること。
【解決手段】モータ部35およびモータ部35を制動可能なブレーキ部36を有するモータ33と、モータ部35およびブレーキ部36を制御する制御装置50とを有する射出成形機10において、制御装置50は、ブレーキ部36によってモータ部35を制動した状態で、モータ部35に所定の出力を生じさせ、モータ部35の回転を検出する回転検出部37からの情報に基づいて、ブレーキ部36の状態を検知する検知部51を有する。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出ユニットの機構部に過大な負荷が加わることがない射出成形機のノズルタッチ制御装置の提供。
【解決手段】速度補償器106は、速度偏差に基づいて比例、積分などの速度ループ制御をおこなってトルク指令(電流指令)を求める。トルク制限値108は、トルク制限指令TlimCMDにより、該速度補償器から入力するトルク指令を制限し、減算器110に出力する。該減算器は、トルク指令(電流指令)から、サーボアンプ114の駆動電流を検出する電流検出器(図示せず)よりフィードバックされる電流フィードバックIfを減算し電流偏差を求める。電流補償器112は、電流偏差を基に該サーボアンプに出力される電圧指令が生成する。該サーボアンプは該電流補償器から入力する電圧指令に基づいてサーボモータ116を駆動制御する。該サーボモータにトルク制限値を超える過大な負荷が発生した場合には該サーボモータが負荷に負けて回転する。
(もっと読む)
ウェルドラインの定量化測定方法及びその測定装置
【課題】本発明は、ウェルドラインの外観評価を数値で管理し、一定の基準で外観評価を行うこと、サンプル表面の複数個所を同時に測定して変動係数の計算に必要なデータを一度の測定で取得し、変動係数を用いることで試料の色間の影響を受けずにウェルドラインの外観評価を一元管理することを目的としている。
【解決手段】このため、光沢計において、ウェルドラインの定量化測定装置用標準板にて標準合わせを行い、光源からの光入射角側絞りにて入角量を絞り試料に照射し、試料からの反射光を受光角側の受光角側絞りを用いずに受光器で受光し、測定された値を基に樹脂のウェルドラインの定量化を行う。また、ウェルドラインの定量化測定方法を実施するためのウェルドラインの定量化測定装置とした。
(もっと読む)
型締装置、成形機、型盤、型締装置の制御方法、及び型盤の制御方法
【課題】高精度に調整可能な型締装置を提供する。
【解決手段】一つの形態に係る型締装置1は、金型11が取り付けられる型盤3と、型盤3の傾きを調整可能な駆動部31と、型盤3または金型11の角度に関する情報を検出する測定部33と、測定部33からの情報に基づいて駆動部31を動作させる制御部34とを備える。
(もっと読む)
射出成形機の温度分布矯正装置
【課題】 温度制御時に生じる温度分布のオーバシュートを排除し、正規の温度分布となるように、より正確な矯正を行うとともに、温度分布を変更する必要が生じた場合であっても、変更に対する自由度(柔軟性)、更には適応性及び汎用性を高める。
【解決手段】 加熱筒2におけるフィードゾーンZfを加熱する後部ヒータ3fの後方に配設し、後部ヒータ3fよりも、軸方向Fs長さが短く、かつワット密度が大きい矯正ヒータ3sと、後部ヒータ3fの後端3frから矯正ヒータ3sの軸方向Fs中央位置間に配設して、加熱筒2の温度を検出する矯正温度センサ4sと、矯正温度センサ4sにより検出した温度(矯正検出温度)Tsdと予め設定した矯正目標温度Tssに基づいてフィードバック制御を行う制御手段5とを備える。
(もっと読む)
検査装置
【課題】射出成形機の成形金型の型開時に成形品の成形不良を確実に検出することができ、不良検査の信頼性の向上を図ることが可能な検査装置を提供する。
【解決手段】検査装置1は、型開した成形金型内を撮像するための撮像手段31と、撮像手段31をヘッド部21に取り付けて型開した成形金型内に進入させるように構成したロボットアーム2と、成形金型が型開されると、ロボットアーム2を駆動させてヘッド部21を成形金型内に進入させ、ヘッド部21に取り付けた撮像手段31により成形金型に保持された成形品5を正面から撮像し、得られた撮像画像に基づいて成形品5の不良判定を行うように制御する制御手段4とを備える。
(もっと読む)
樹脂成形品の成形金型及び成形方法
【課題】複数の固定部に金属製の円筒体又は長円筒体を正確に配置することができる良好な樹脂成形品の成形金型及び成形方法を提供する。
【解決手段】成形金型51は、箱本体の複数の固定部にそれぞれ形成される挿通孔の内面に、金属製の円形カラー33又は長円形カラーをインサート成形するためのキャビティ54,55を備える。円形カラー33が装着される円筒ボス部61備えたキャビティ54には、円形カラー33が円筒ボス部61に挿入される際には干渉せず、長円形カラーが円筒ボス部61に挿入される際には干渉して該長円形カラーが円筒ボス部61に挿入されるのを阻止する複数の突起63が突設されている。
(もっと読む)
1 - 20 / 175
[ Back to top ]