
Fターム[4F206JP13]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 検知、検出、測定、識別 (1,237) | 検出値の処理、演算 (469)
Fターム[4F206JP13]に分類される特許
1 - 20 / 469
産業機械のボールねじ寿命管理方法及び装置
射出成形機のトラブルシューティング方法
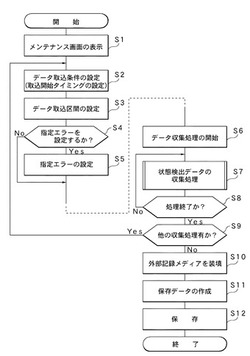
【課題】 トラブルシューティングに必要となる射出成形機の状態(状態変化)に係わる情報を十分な量及び十分な範囲で取得し、的確かつ緻密なトラブルシューティングを迅速かつ効率的に行う。
【解決手段】 予め、複数の状態検出項目,サンプリング時間Ts及びデータ取込条件を設定し、トラブルシューティング時に、動作中の射出成形機Mから、サンプリング時間Ts毎に状態検出データDm…を検出することにより、所定の記憶容量Trを有する第一バッファ2に順次記憶し、かつ記憶したデータ量が記憶容量Trに達したなら記憶した状態検出データDm…を先頭側から順次消去するエンドレス記憶処理を行うとともに、データ取込条件を満たしたなら当該データ取込条件に従って状態検出データDm…を第二バッファ3に取込むデータ取込処理を行い、第二バッファ3に取込んだ状態検出データDm…を用いてトラブルシューティングを行う。
(もっと読む)
フィルムインサート成形品の融解損傷予測方法

【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
射出成形機およびその射出制御方法
【課題】成形材料を射出成形する際に、成形サイクル毎に成形品の重量や外観寸法にばらつきを生じることがある。
【解決手段】射出充填を行う射出工程で、充填速度条件で速度制御する充填工程の後、保持圧力条件で圧力制御する保圧工程を行う射出成形機及びその射出制御方法において、充填工程の開始から終了までの全領域又はその一部領域を、時間又は射出軸の位置に基づく射出圧力検出区間とし、1回の成形サイクル毎に、その区間内で逐次検出される射出圧力の平均値又は積分値のうちの少なくとも一方からなる実測値と、予め基準として設定した射出圧力検出区間内における射出圧力の平均値又は積分値のうちの少なくとも一方からなる基準値とを比較して、その実測値とその基準値の差又はそれらの大小関係のうちの少なくとも一方に応じて、予め設定した保持圧力条件を補正して、同じ成形サイクル中の保圧工程のみ、補正後の条件で圧力制御する。
(もっと読む)
電動竪型射出成形機における金型取付異常の検出方法
【課題】電動竪型射出成形機において、金型の取付忘れ、異なるサイズの金型の取付、異なる組合せの金型の取付等の、金型の取付異常を検出することができる金型取付異常検出方法をを提供する。
【解決手段】電動竪型射出成形機(1)において、型締装置(2)を駆動するとき、型締用サーボモータ(25)の駆動トルクを監視して、ピークトルク(36、40)が所定の閾値(S)を越えない場合、金型(4、6)の取付状態が異常であると判断する。あるいはピークトルク(36、40)と型締完了時における駆動トルク(37、41)の差が所定の差分閾値(T)を越えない場合、金型(4、6)の取付状態が異常であると判断する。
(もっと読む)
生産機械の表示装置
【課題】 様々な情報を参照にして緻密な設定を行う際における、設定の、容易性,的確性,正確性及び迅速性を高めるとともに、表示する画面の種類が多い場合でも画面を切換える際における操作の容易性及び使い勝手(操作性)の向上を図る。
【解決手段】 コントローラ3に、表示面2dに少なくとも二つの独立した画面表示部X1,X2…を並べて表示可能な多面表示処理機能部Fdと、画面Va…に対するタッチスライド操作により、タッチした画面Va…を他の画面Vb…に切換え可能にする画面切換処理機能部Fcと、画面表示部X1,X2…以外の表示面2dにキー表示部Xkを設け、このキー表示部Xkに、タッチスライド操作により切換わる画面Va…の順番に対応したキーパターンPkにより配し、かつタッチ操作により、表示する画面Va…を選択可能な複数の画面切換キーKx…,Ka…を配列表示した切換キー表示処理機能部Fkとを備える。
(もっと読む)
射出成形機、及び射出成形機の型厚調整方法
【課題】金型装置の交換に適した射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11、可動金型16が取り付けられる第1の可動部材12、第1の可動部材12と共に移動する第2の可動部材22、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13、第2の可動部材22及び第2の固定部材13の一方に形成され、他方を吸着して型締力を発生させる電磁石49、及び第1の可動部材12と第2の可動部材22との間隔を調整する型厚調整部70を備え、第2の可動部材22と第2の固定部材13との間に所定のギャップδを形成し、且つ第2の可動部材22の型開き方向への移動を制限した状態で、型厚調整部70を駆動して、第1の可動部材12を型閉じ方向に移動させ、固定金型15及び可動金型16を介して第1の固定部材11に接触させる。
(もっと読む)
射出成形機の異常検出装置
【課題】異常検出のための閾値を自動的に設定してオペレータの負担を軽減しかつ最適な閾値を算出し、さらには一般的な射出成形機の制御装置に付加することが容易な異常検出装置を提供する。
【解決手段】可動部の動作を開始し、現在の時間または可動部の位置及び物理量を検出し、基準物理量は記憶済みか否か判断し、否の場合は時間または可動部の位置に対応させて基準物理量を記憶しSA12へ移行し、記憶済みの場合には物理量の偏差を算出し(SA01〜SA06)、偏差の絶対値を算出し、偏差の絶対値の平均値を算出し、記憶し、閾値を算出し、偏差の絶対値が閾値より大きいか否か判断し(SA07〜SA10)、大きい場合にはアラーム処理を実行し終了し、否の場合は動作完了か否か判断し、動作完了の場合にはサイクル終了か否か判断し、サイクルを終了し、否の場合はステップSA01に戻り処理を継続する(SA11〜SA13)。
(もっと読む)
射出成形機の成形監視装置
【課題】従来定量化が困難だった外観不良のような不良であっても、その不良との相関が強い成形機上で計測される物理量を特定することが可能な射出成形機の監視装置を提供すること。
【解決手段】成形監視装置付き射出成形機10は、射出成形機本体11と該射出成形機本体11を全体的に制御する制御装置12、射出成形機本体11で成形されコンベア16で搬送される成形品100を搬送途中で撮像する撮像装置14、該撮像装置14で撮像された成形品100の外観画像情報を元に成形品100の良否判別を行い良品/不良品判別結果を信号線15を介して制御装置12に送る外観検査装置13を備え、射出成形機本体11には、成形状態を監視するため、金型や射出シリンダの温度を測定する温度検出器、樹脂圧力を検出する圧力検出器、射出スクリュの回転位置・回転速度や軸方向の移動位置・移動速度を検出する位置・速度検出器などの各種物理量を検出する図示しない各種検出器が設けられている。
(もっと読む)
射出成形機の異常検出装置
【課題】何らかの要因で可動部の負荷が変動した場合に成形運転を不必要に停止させることなく、かつ、本当に異常が発生した場合には精度良く異常を検出できる射出成形機の異常検出装置を提供すること。
【解決手段】型閉開始からの経過時間に対応させて型締用サーボモータ8に加わる負荷を基準負荷として記憶し、型閉区間のうちの一部(第一の部分)を異常検出区間として設定し、異常検出区間において基準負荷と現在の負荷との偏差が閾値を超えた場合に異常を検出する異常検出装置において、さらに型閉区間のうちの一部(第二の部分)を負荷変動検出区間として設定し、前記負荷変動検出区間において検出した負荷の変動120に基づいて前記異常判定のための閾値110を補正し、現在の負荷と基準負荷との偏差が補正後の閾値130を超えた場合に異常を検出する。
(もっと読む)
成形不良評価方法および成形不良評価装置
【課題】射出成形における成形可否を判断する際に、簡易な方法で流動解析の予測精度を向上させる。
【解決手段】成形実験による圧力を取得するデータ取得ステップと、流動解析により圧力を算出する第1の流動解析ステップと、パラメータごとに、流動解析による圧力と成形実験による圧力との差を補正値として算出する補正値算出ステップと、パラメータごとに、圧力の許容値を設定する許容値設定ステップと、成形可否判断対象のパラメータを取得するパラメータ取得ステップと、取得したパラメータ基づく流動解析により圧力を算出する第2の流動解析ステップと、取得したパラメータに基づき補正値を取得する補正値取得ステップと、取得したパラメータに基づき許容値を取得する許容値取得ステップと、算出した圧力と補正値とを差分し、当該差分値と許容値とを比較して成形可否を判断する成形可否判断ステップとを有する。
(もっと読む)
パーティングライン決定装置、パーティングライン決定プログラム
【課題】成形品のパーティングラインの決定に要する工数を低減することができるパーティングライン決定装置、及びパーティングライン決定プログラム得る。
【解決手段】成形品の各面について、各手段により、キャビ型で成形させる面か、コア型で成形させる面か、スライド型で成形させる面か,分割面か、又は絶対アンダー面かが、決定され、この情報が、パーティングライン決定手段16Uへ入力される。パーティングライン決定手段16Uは、この情報に基づいて、各面に異なった色情報を付与し、各面の境界にパーティングラインを作成することでパーティングラインを決定する処理を終了する。このように、成形品のパーティングラインの決定に要する工数を低減することができる。
(もっと読む)
射出成形機、および射出成形機の設定支援装置
【課題】成形条件の設定を支援できる射出成形機および射出成形機の設定支援装置を提供すること。
【解決手段】加熱軟化された樹脂を収容する加熱シリンダ21と、加熱シリンダ21内を進退自在なスクリュ23とを備え、スクリュ23が前進することにより、樹脂が加熱シリンダ21から射出され金型装置50内のキャビティ55に供給される射出成形機10において、スクリュ23の前進速度の減速開始以降におけるキャビティ55内の樹脂の質量増加量ΔWおよび/または流動先端伸長量ΔLを樹脂の状態方程式に基づいて検出する検出部61を備える。
(もっと読む)
成形機の表示装置および表示方法
【課題】 実測成形データの時間と成形条件の変更履歴データの時間とを比較して、実測成形データとの関係において成形条件の変更履歴データが見やすくなる成形機の表示装置および表示方法を提供する。
【解決手段】 実測成形データ33の表示を行う成形機10の表示方法において、各成形の実測成形データ33と成形条件の変更履歴32をそれぞれ時間とともに記憶し、実測成形データ33の時間と成形条件の変更履歴データ32の時間を比較して実測成形データ33と成形条件の変更履歴データ32を時系列に沿って整列し、時系列に沿って整列された実測成形データ33と成形条件の変更履歴データ32を成形機10または成形機10外の表示部18に表示する。
(もっと読む)
自動給脂方法及び給脂装置
【課題】電動射出成形機の被給脂箇所に、定量バルブを使用して給脂するとき、グリス圧送ポンプの無駄な稼働を防止できる、自動給脂方法を提供する。
【解決手段】設定時間グリス圧送ポンプ(41)が稼働している間に、吐出されるグリスの圧力により前回蓄積されている所定量のグリスが被給脂箇所(U、U、…)に給脂され、前記グリス圧送ポンプが停止しグリスの圧力がなくなると、次回吐出される所定量のグリスが蓄積されるようになっている定量バルブ(50。50、…)を使用して電動射出成形機の被給脂箇所に給脂するとき、前記設定時間を周囲温度に合わせて夏期は短く、冬期は長くする。
(もっと読む)
電動射出成形機の停電時の運転方法、および電動射出成形機
【課題】停電時に、電動射出成形機のサーボアンプに電力を供給して適切な状態で停止して金型を保護できる電動射出成形機の運転方法を提供する。
【解決手段】電動射出成形機1において、交流電圧を直流電圧に変換する交流直流変換器2の直流回路(P、N)側に、直流電圧を電力として貯蔵すると共に貯蔵した電力を直流回路に供給できる、電力貯蔵装置3を備える。正常時は、電力貯蔵装置3に所定の電力を貯蔵する。型閉工程中、型開工程中、または突出工程中において、交流電圧の異常を検出すると、電力貯蔵装置3から直流電圧を供給してこれらの工程を完了させ、その後電動射出成形機1を停止する。
(もっと読む)
射出成形機
【課題】樹脂部品がインサート成形されるフープ材の何れの箇所に異常があるのかを容易に把握できるようにする。
【解決手段】金型間で挟み込まれた状態で型閉された金型内に溶融樹脂を充填することで樹脂部品がインサート成形される長尺状のフープ材4と、インサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサ31と、成形条件検出センサ31で異常が検出された時に樹脂部品35がインサート成形されたフープ材4の位置を検出するフープ材動作距離検出センサ32とを備える。前記所定条件から外れたとき、それに基づき成形条件検出センサ31が異常が発生したとして検出を行ない、フープ材動作距離検出センサ32は、異常が発生した時に樹脂部品35がインサート成形されたフープ材4の位置の検出を行なう。
(もっと読む)
同期ノズルタッチ機構を有する射出成形機
【課題】射出ユニット後退に要した時間を毎サイクル計測し、型締完了と同時または遅延時間に合わせてノズルタッチ完了を行わせることが可能な同期ノズルタッチ機構を有する射出成形機を提供すること。
【解決手段】スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために減算して差分を計算する。スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために、型締時間から射出ユニット前進時間を減算して差分を計算する。nショット目の型締時間(型閉じ開始から型締完了までの時間)を計測してTとし、射出ユニット前進開始からノズルタッチ完了までの時間(射出ユニット前進時間)を計測してtとし、時間差α=T−tにより差分を計算する。時間差αに基づいて射出ユニット前進開始の時刻(タイミング)を設定する。
(もっと読む)
成形機、及び射出制御方法
【課題】射出工程中の不具合の抑制を図ることができる成形機を提供する。
【解決手段】一つの実施形態に係る成形機1は、固定金型11が取り付けられる固定盤3と、移動金型12が取り付けられる移動盤4と、移動盤4を進退させ、移動金型12と固定金型11との型締を行う型締駆動機構6と、前記型締の状態に関する情報を検出する検出部31と、射出装置7と、射出工程中に検出部31からの情報を監視し、前記情報から得られた数値により射出装置7の射出圧力を抑制するように制御する制御手段8とを具備する。
(もっと読む)
逐次射出成形プロセスにおけるポリマー材料の送出制御
【課題】逐次射出成形プロセスにおいてポリマー材料の送出を制御する方法と装置。
【解決手段】複数の金型キャビティ14a〜14iへ第1の材料の第1回ショットを同時に送出するステップと、第1回ショットの送出のステップ中に対応するキャビティ14a〜14iへ送出される材料の容積または流量を示す特性を、それぞれのキャビティ14a〜14iについて独自に検知するステップと、第1回ショットの送出中に対応するキャビティ14a〜14iについて検知された特性を示す信号を変数として使用するプログラムに従って、1個以上のキャビティ14a〜14iへ第1回ショットを送出するステップを独自に停止するステップと、および第1回ショットを送出するステップを停止するステップに引続いて、第2の材料の第2回ショットをキャビティ14a〜14iへ同時に送出するステップと、を有する方法を提供する。
(もっと読む)
1 - 20 / 469
[ Back to top ]