
Fターム[4F206JP15]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 検知、検出、測定、識別 (1,237) | 監視(検出値の判別) (553) | 異常検知 (161)
Fターム[4F206JP15]に分類される特許
1 - 20 / 161
フィルムインサート成形品の融解損傷予測方法
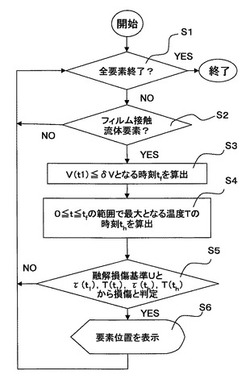
【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
成形機の制御装置と制御方法

【課題】操作表示部にアラーム画面が表示されたときに、アラームコメントに応じて成形条件の設定値等を変更できる成形機の制御装置を提供する。
【解決手段】制御装置13を有する成形機に、各種アラームコメントごとに複数の分類項目を有する診断コードグループリスト85と、各種成形条件ごとに複数の分類項目を有する成形条件グループリスト92とが格納されている。タッチパネル14aに表示されたアラーム画面中の設定ボタンを操作すると、診断コードに対応した診断コードグループリスト85が呼び出される。呼び出された診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の各分類項目とが順次照合され、両者が互いに一致したとき、その分類項目が含まれる成形条件グループリスト92を有する成形条件の情報が設定値一覧画面60に加わる。設定値一覧画面60に表示された成形条件のうちいずれかの成形条件が選択されると、設定値を変更可能な設定画面70が表示される。
(もっと読む)
電動竪型射出成形機における金型取付異常の検出方法
【課題】電動竪型射出成形機において、金型の取付忘れ、異なるサイズの金型の取付、異なる組合せの金型の取付等の、金型の取付異常を検出することができる金型取付異常検出方法をを提供する。
【解決手段】電動竪型射出成形機(1)において、型締装置(2)を駆動するとき、型締用サーボモータ(25)の駆動トルクを監視して、ピークトルク(36、40)が所定の閾値(S)を越えない場合、金型(4、6)の取付状態が異常であると判断する。あるいはピークトルク(36、40)と型締完了時における駆動トルク(37、41)の差が所定の差分閾値(T)を越えない場合、金型(4、6)の取付状態が異常であると判断する。
(もっと読む)
射出成形機の異常検出装置
【課題】異常検出のための閾値を自動的に設定してオペレータの負担を軽減しかつ最適な閾値を算出し、さらには一般的な射出成形機の制御装置に付加することが容易な異常検出装置を提供する。
【解決手段】可動部の動作を開始し、現在の時間または可動部の位置及び物理量を検出し、基準物理量は記憶済みか否か判断し、否の場合は時間または可動部の位置に対応させて基準物理量を記憶しSA12へ移行し、記憶済みの場合には物理量の偏差を算出し(SA01〜SA06)、偏差の絶対値を算出し、偏差の絶対値の平均値を算出し、記憶し、閾値を算出し、偏差の絶対値が閾値より大きいか否か判断し(SA07〜SA10)、大きい場合にはアラーム処理を実行し終了し、否の場合は動作完了か否か判断し、動作完了の場合にはサイクル終了か否か判断し、サイクルを終了し、否の場合はステップSA01に戻り処理を継続する(SA11〜SA13)。
(もっと読む)
射出成形機の異常検出装置
【課題】何らかの要因で可動部の負荷が変動した場合に成形運転を不必要に停止させることなく、かつ、本当に異常が発生した場合には精度良く異常を検出できる射出成形機の異常検出装置を提供すること。
【解決手段】型閉開始からの経過時間に対応させて型締用サーボモータ8に加わる負荷を基準負荷として記憶し、型閉区間のうちの一部(第一の部分)を異常検出区間として設定し、異常検出区間において基準負荷と現在の負荷との偏差が閾値を超えた場合に異常を検出する異常検出装置において、さらに型閉区間のうちの一部(第二の部分)を負荷変動検出区間として設定し、前記負荷変動検出区間において検出した負荷の変動120に基づいて前記異常判定のための閾値110を補正し、現在の負荷と基準負荷との偏差が補正後の閾値130を超えた場合に異常を検出する。
(もっと読む)
成形機の表示装置および表示方法
【課題】 実測成形データの時間と成形条件の変更履歴データの時間とを比較して、実測成形データとの関係において成形条件の変更履歴データが見やすくなる成形機の表示装置および表示方法を提供する。
【解決手段】 実測成形データ33の表示を行う成形機10の表示方法において、各成形の実測成形データ33と成形条件の変更履歴32をそれぞれ時間とともに記憶し、実測成形データ33の時間と成形条件の変更履歴データ32の時間を比較して実測成形データ33と成形条件の変更履歴データ32を時系列に沿って整列し、時系列に沿って整列された実測成形データ33と成形条件の変更履歴データ32を成形機10または成形機10外の表示部18に表示する。
(もっと読む)
電動射出成形機の電圧監視方法および電動射出成形機
【課題】外部から供給される三相交流電圧の品質が成形品に及ぼす影響を評価したり、三相交流電圧の異常による故障を防止することができる電圧監視方法を提供する。
【解決手段】電動射出成形機(1)に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、コントローラ(3)に記録するように構成する。そして前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も記録する。さらに、測定する電圧値が設定された許容範囲を超えたときには、電動射出成形機(1)を停止する。
(もっと読む)
射出成形機
【課題】樹脂部品がインサート成形されるフープ材の何れの箇所に異常があるのかを容易に把握できるようにする。
【解決手段】金型間で挟み込まれた状態で型閉された金型内に溶融樹脂を充填することで樹脂部品がインサート成形される長尺状のフープ材4と、インサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサ31と、成形条件検出センサ31で異常が検出された時に樹脂部品35がインサート成形されたフープ材4の位置を検出するフープ材動作距離検出センサ32とを備える。前記所定条件から外れたとき、それに基づき成形条件検出センサ31が異常が発生したとして検出を行ない、フープ材動作距離検出センサ32は、異常が発生した時に樹脂部品35がインサート成形されたフープ材4の位置の検出を行なう。
(もっと読む)
型締装置、成形機、型締装置の制御方法
【課題】異常検出の精度を向上させることができる型締装置を提供する。
【解決手段】一つの実施形態に係る型締装置2は、固定金型21が取り付けられる固定盤12と、移動金型22が取り付けられる移動盤13と、移動盤13を進退させる型締駆動機構17と、移動盤13に保持され、移動金型22から成形品を剥離させる押出部材15と、押出部材15を押し出す押出用駆動機構16と、型閉動作中に、押出部材15または押出用駆動機構16の状態の変化から異物を検知する異常検知手段81とを具備する。
(もっと読む)
型締装置および成形装置
【課題】型締力が不均等に作用することを抑制する。
【解決手段】成形型10の開閉動作をガイドするとともに型締め力を受ける複数本のタイロッド22と、複数本のタイロッド22に係止することで成形型10を加工位置に保持する保持手段24と、流体圧によって型締め力を発生させる型締め力発生手段25と、複数本のタイロッド22の型締め方向位置を検出するタイロッド位置検出手段26と、タイロッド位置検出手段26の検出結果に基づいて型締め力発生手段25の作動を制御する制御手段27とを備え、制御手段27は、タイロッド位置検出手段26が検出した複数本のタイロッド22の位置の差が所定値を超えている場合、型締め力発生手段25を強制的に停止させる。
(もっと読む)
インサート成形用金型
【課題】穿刺具に代表されるインサート成形品を簡単に検査させることができる技術を提供することを課題とする。
【解決手段】インサート部材20に、方向違いや異常変形があると張出し片81が形成される。投光素子78から発射された赤外線やレーザ光の大部分又はかなりの部分が張出し片81で遮られる。結果、受光素子79での受光強さが一定値を下回り、インサート成形品10は不良品であると、判定される。
【効果】目視又はオプチカルセンサで、貫通穴が塞がれていれば不良品、塞がれていなければ良品との判定をさせることができる。この検査には、X線検査装置は不要であり、放射線技師も必要ない。したがって、本発明によれば、インサート成形品を簡単に検査させることができる技術が提供される。
(もっと読む)
樹脂詰まり検出装置および樹脂詰まり検出方法
【課題】金型に設けられた複数のエアベントのそれぞれについて、樹脂の詰まりを検出することが難しいという問題を解決することが可能な樹脂詰まり検出装置を提供する。
【解決手段】圧力センサ1A〜1Bを有する検出部は、キャビティー21に設けられた複数のエアベントのそれぞれと接続された複数の配管のそれぞれにかかる圧力を検出する。データ収集部2は、各圧力の時間変化を監視し、各時間変化に基づいて、各エアベントの状態を示す複数の状態値を求める。異常判定制御部3は、複数の状態値に基づいて、エアベントごとに、そのエアベントに前記樹脂が詰まっているか否かを判断する制御部と、
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】駆動源を増設せずに、型締め、型移動にそれぞれ適した駆動力を得ること。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源を備え、該駆動源の駆動力により前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記駆動源を制御する制御手段と、を備え、前記制御手段は、前記駆動源に駆動力を出力させることにより、前記第1の型締部を前記金型に型締力が作用しない退避位置から型締完了位置まで移動させ、かつ、前記第1の型締部の位置により前記駆動源の駆動力を変化させることを特徴とする。
(もっと読む)
金型ホルダ及び射出成形機
【課題】金型が位置決めされた状態であるかを確認可能とすること。
【解決手段】本発明の金型ホルダは、金型が着脱自在に装着されるホルダ本体と、金型を位置決めされた状態で前記ホルダ本体に保持する保持位置と、前記ホルダ本体に対する金型の着脱を許容する退避位置と、の間で可動の可動部材と、前記可動部材の位置を検出する位置検出手段と、を備える。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】機構系の噛み込みを生じた場合に、その復旧を行うこと。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源としてのモータと、前記第1の型締部の移動を案内する軸とを含み、前記第1の型締部の互いに異なる被付勢部位に対して、前記第2の型締部に近接・離間する方向に前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段と、前記第1の型締部が前記軸に対して異常姿勢となった場合に、各々の前記モータを制御して、前記第1の型締部を正常姿勢に復旧させる復旧制御手段を備え、前記復旧制御手段は、回転方向を切り替えながら各々の前記モータを駆動することを特徴とする。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の操作性を一段と向上させるものである
【解決手段】監視領域の設定において、キャビティCVの画像部分を囲うように監視領域を設定する際の基準となる始点位置P1をユーザにより指定され、続いてユーザ所望の監視領域の形状を選択された後、終点位置P2を指定されると、ユーザが選択した監視領域の形状に対応させて監視領域を設定することにより、ユーザに煩雑な操作を強いることなく、監視処理において高い精度で異常の検出を行うことができ、操作性を一段と高め得る射出成形機監視装置を実現できる。
(もっと読む)
射出圧縮成形機の型締制御方法および型締装置
【課題】クローズドループ制御により流量制御して供給可能なバルブが各型締シリンダに設けられた型締装置により圧力制御すると、高圧になる型締シリンダと低圧になる型締シリンダにバラつきが発生するという問題があった。
【解決手段】固定盤14または可動盤19のいずれか一方に複数配設された型締シリンダ16と、型締シリンダ16毎に対してクローズドループ制御により作動油を供給可能なバルブ28と、型締シリンダ16毎に設けられ作動油の圧力を検出する圧力センサ34,35と、可動盤19または可動金型18の位置を検出する位置センサ23とが設けられ、圧力センサ34,35より作動油の圧力を検出してバルブ28をクローズドループ制御し、型締シリンダ16毎に圧力制御を行うとともに、位置センサ23により可動盤19または可動金型18の位置を検出し、可動盤19または可動金型18のそれぞれの位置の偏差が設定値を超えたら異常と判断する。
(もっと読む)
金型監視装置
【課題】射出成形機の動作異常が生じたときに、その原因を除去する操作を行うことで、警報器の作動停止および制御機構の再起動が自動的に実行される金型監視装置の提供。
【解決手段】一次監視動作または二次監視動作によって射出成形機の動作が異常であるとされたときに、当該射出成形機の運転を停止すると共に警報器を作動し、射出成形機において安全扉を開く操作および運転モード切替スイッチをその他の運転モードに切り替える操作のいずれかの操作が行われたときに、当該射出成形機からの信号により、警報器の作動を停止させ、可動型が型開限の状態にあり、射出成形機における安全扉が閉められた状態にあり、かつ射出成形機における運転モード切替スイッチが自動運転モードの状態にあるときに、当該射出成形機からの信号により、制御機構が再起動される。
(もっと読む)
金型監視装置
【課題】動作異常が生じたときに当該射出成形機の運転を停止し、成形異常が生じたときに当該射出成形機の運転を続行することが可能な金型監視装置を提供する。
【解決手段】監視カメラと制御機構とを備え、制御機構に、型開動作完了後の成形エリア内に成形品が保持された状態の可動型の型面を撮像して得られた一次基準画像データ、および成形品突出動作完了後の成形エリアから成形品が離型された状態の可動型の型面を撮像して得られた二次基準画像データが予め記録され、制御機構において、射出成形機の自動運転中に、型開動作完了後の可動型の型面を撮像して一次監視画像データを取得し、一次監視画像データを一次基準画像データと比較し、一次監視画像データが一次基準画像データと一致するときに、射出成形機の運転を続行し、一次監視画像データが一次基準画像データと相違するときに、一次監視画像データを二次基準画像データと比較する。
(もっと読む)
1 - 20 / 161
[ Back to top ]