
Fターム[4F206JQ03]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 装置細部の共通的特徴 (819) | ベント、ガス抜き (172)
Fターム[4F206JQ03]の下位に属するFターム
Fターム[4F206JQ03]に分類される特許
1 - 20 / 115
成形装置
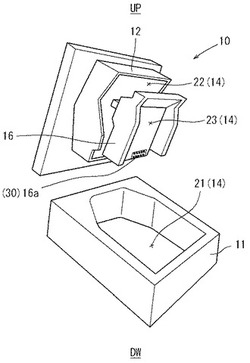
【課題】成形装置の部品点数を削減しつつ、発泡成形品を良好に成形することにある。
【解決手段】第一型11と、第一型11に閉じ合せ可能な第二型12と、第一型11と第二型12の間に形成されるキャビティ14とを有し、キャビティ14内の成形材料を発泡させて車両用シートのクッション材を成形する成形装置10において、第一型11と第二型12の少なくとも一方に、成形装置10の外部と非連通の複数の凹部30を設けるとともに、複数の凹部30に、成形材料の発泡時においてキャビティ14内に滞留する気体を流入可能な構成とした。
(もっと読む)
成形機における射出装置

【目的】投入した大量のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口を備えたシリンダー1と、スクリュー3と、駆動手段4と、器本体部21に錐体状の通路で且つ流入側大開口22aから流出側小開口22bに連通する多数の溶融孔22が形成されてなる溶融器2と、シリンダー1の射出側に設けられた出口部材8と、溶融器2を加熱する加熱手段6とからなること。溶融器2はスクリュー3と出口部材8との間に配置されると共に溶融孔器2の流入側大開口22a側の面をスクリュー3の先端と対面する流流入側面部21aとし、流入側面部21aと反対側で出口部材8と対面する面を流出側面部21bとし、且つスクリュー3の先端面の形状は、溶融器2の流入側面部21aと同一形状としてなること。
(もっと読む)
成形機における射出装置
【目的】投入した大量のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口を備えたシリンダー1と、プランジャー3と、駆動手段4と、器本体部21に錐体状の通路で且つ流入側大開口22aから流出側小開口22bに連通する多数の溶融孔22が形成されてなる溶融器2と、シリンダー1の射出側に設けられたノズル14と、溶融器2を加熱する加熱手段6とからなること。溶融器2はプランジャー3とノズル14との間に配置されると共に溶融孔器2の流入側大開口22a側の面をプランジャー3の先端と対面する流入側面部21aとし、流入側面部21aと反対側でノズル14と対面する面を流出側面部21bとし、且つプランジャー3の先端面の形状は、溶融機2の流入側面部21aと同一形状としてなること。
(もっと読む)
射出成形機および射出成形機の作動方法
【課題】加熱筒内にて前側に逆流防止装置が設けられ回転可能かつ前後進可能なスクリュを用いて材料の可塑化工程を行う際に、計量される溶融材料の量を安定させることができる射出成形機および射出成形機の作動方法を提供する。
【解決手段】真空吸引可能な加熱筒内にて前側に逆流防止装置18が設けられ回転可能かつ前後進可能なスクリュ17を用いて材料の可塑化工程を行う射出成形機11の作動方法において、可塑化工程時には逆流防止装置18よりも後方側の加熱筒内の空間が真空状態に保持されるとともに、溶融材料をスクリュ前方28に供給し、スクリュ回転終了より後にスクリュ17を前進させる。
(もっと読む)
偏光ビームスプリッタを作製する方法
【課題】本開示は、ポリマー偏光ビームスプリッタを作製する方法を提供する。
【解決手段】代表的な方法には、第1の面と第2の面を備えている偏光フィルムを成型型内に担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。別の代表的な方法には、偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
(もっと読む)
射出成形機の波形モニタ装置
【課題】 特定の成形方式により成形を行う射出成形機に対応した生産時の十分なモニタリングを可能にし、成形品質及び歩留まり率等の向上を実現するとともに、汎用性及び発展性に寄与する。
【解決手段】 特定の成形方式により成形を行う射出成形機Mに搭載することにより、少なくとも成形時の動作波形をモニタリングするための射出成形機Mの波形モニタ装置1を構成するに際して、成形時における時間に対するパーティング開量Lmの変化データを検出するパーティング開量検出手段Fpと、少なくとも金型2への樹脂充填開始ts以降から金型2の冷却時間終了teまでのパーティング開量検出手段Fpにより検出した変化データを、成形機コントローラ3に付属するディスプレイ4の画面4vの波形表示部5に表示する動作波形表示手段Fdとを備える。
(もっと読む)
成形機における射出装置
【目的】投入した多数のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口11aを備えたシリンダー1と、シリンダー1内に配置されると共に軸方向に往復するプランジャー3と、プランジャー3を軸方向に往復移動させる駆動手段4と、錐体状の通路で且つ流入側大開口22aと流出側小開口22bとからなる多数の溶融孔22を有する溶融器2と、シリンダー1の射出側に設けられたノズル14と、溶融器2を加熱する加熱手段6とからなること。溶融器2はプランジャー3とノズル14との間に配置されると共に流入側大開口22aはプランジャー3に対面してなること。
(もっと読む)
射出成形金型及び発泡成形品の製造方法
【課題】射出成形金型を用いたカウンタープレッシャー工法による発泡成形品の製造において、得られる発泡成形品の表面にアバタが発生することを抑制する。
【解決手段】キャビティ14を形成する可動側金型10と固定側金型12を有する金型であって、軸部20及び頭部22を有し、キャビティ14内で成形された発泡成形品を頭部22で突き出す突出し駒24が固定側金型12に設けられ、固定側金型12における突出し駒24の頭部22の裏側に、カウンタープレッシャーガスを排気するガス流路30が形成された射出成形金型1。また、射出成形金型1を用いた発泡成形品の製造方法。
(もっと読む)
射出成形装置および射出成形方法
【課題】
本発明は、ボイドとして残存する可能性が高い気泡を含んだ熱硬化樹脂がキャビティ内で加圧・硬化されることを抑制することができる、単純な構成の射出成形装置および射出成形方法を提供することを目的とする。
【解決手段】
本発明に係る射出成形装置10は、上型20および下型30と、樹脂が流入する流入口およびエアを排出する排出口を備え、上型20および下型30によって形成される所定形状の空間であるキャビティ40と、排出口から単位時間当たりに排出されたエアの排出量を計測して、計測値として出力する計測手段50と、流入口からキャビティ40内へ樹脂を流入させ、計測値が所定の値より小さくなった時、樹脂を計測値が所定の値より小さくなった時の流入速度よりも大きい所定の流入速度で流入させる樹脂流入手段60と、を備える。
(もっと読む)
ノッキングセンサの製造方法
【課題】 樹脂成形体のウエルド部において、樹脂密度を高めて、熱衝撃に対する強度を高めることができるノッキングセンサの製造方法を提供する。
【解決手段】 樹脂成形体110を射出成形する射出成形工程であって、成形型50の内部に形成された空間内にセンサ本体190を収容した状態で、成形型50のうちセンサ本体190の側方に位置するゲート51から成形材料を成形型内に流入すると、この成形材料が、センサ本体190の周方向周囲を時計回りR1と反時計回りR2との二手に分かれて流れた後にウエルド部Wにおいて合流するように流れる射出成形工程を備える。成形型50のうちウエルド部Wと接触する部位の少なくとも一部は、成形型50の内部から外部への通気性を有する多孔質体12からなる。
(もっと読む)
射出成形装置
【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】下端がノズルになっており、スティック状成形材料Sが一列に上側から順次供給され、下方側が保熱性の良い材料で構成された縦型射出筒61と、射出筒61の下部を加熱するヒーター65と、スティック状成形材料Sを下方に向かって押し込む押込シャフト75とを備え、押込シャフト75により最上段のスティック状成形材料が押し込まれると、最下段の既に完全溶解した成形材料がキャビティ21に射出されると共に、ヒーター65からの熱がノズルタッチを介して金型9側に伝達される。
(もっと読む)
加工物を製造するための成形方法
【課題】樹脂の悪臭を低減する。
【解決手段】型1,2内にガラス繊維4を準備するステップと、ガラス繊維4の周囲に閉鎖された型キャビティ7を準備するステップと、閉鎖された型キャビティ7内に無酸素ガスを流通させるステップと、前記閉鎖された型キャビティ7内に樹脂を噴射するステップと、成形された加工物を硬化させるステップとを有する。
(もっと読む)
樹脂成形品の製造法
【課題】一次成形品をインサート物として含み、当該一次成形品を二次成形品と一体に成形する樹脂成形品の製造において、一次成形品を二次成形品の成形金型に確実に固定し、加えて、二次成形時のガス排出通路の目詰まりを抑え成形金型の保守を軽減する。
【解決手段】一次成形品として樹脂製ナットホルダ2を準備する。二次成形品の射出成形において、その成形金内に設けた位置決め壁に樹脂製ナットホルダ2の一部表面領域9を密接させると共に成形金型の型締めにより、樹脂製ナットホルダ2を保持する。樹脂製ナットホルダ2と成形金型により閉じられた空間を構成して二次成形品の成形キャビティ10とする。前記位置決め壁と密接させる樹脂製ナットホルダ2の一部表面領域9には、一端が成形キャビティ10の外に通じ、他端が成形キャビティ10内に開放される溝を設けて、二次成形品の射出成形時のガス排出通路とする。
(もっと読む)
型締装置及び射出成形機
【課題】駆動機構間の誤差や金型の取り付け誤差が解消されるように駆動源に対する制御量を補正すること。
【解決手段】第1の型締部の互いに異なる被付勢部位に対して前記第1の型締部を進退させる移動力を付勢する、複数軸タイプの駆動手段と、軸毎の各々のモータを制御して型締時の型締力を制御する型締力制御手段と、各々の前記被付勢部位の移動量を検出する検出手段と、型締時の制御量を補正するための補正値を設定する補正手段とを備え、前記補正手段は、型締方向に前記第1の型締部が移動するよう各々の前記モータを制御する移動制御手段と、前記検出手段が検出した移動量と前記移動制御手段の制御における指令移動量との差分が規定値を超えた前記被付勢部位について対応する前記モータの制御量に関する制御情報を保存する保存手段と、各々の前記モータの前記制御情報に基づいて前記補正値を設定する設定手段と、を備えたことを特徴とする。
(もっと読む)
ガス抜き手段を備えたスクリュプリプラ式射出装置
【課題】樹脂の可塑化溶融が完了して、その樹脂が盛んにガスを発生させたあとの溶融樹脂の流路からガス排出させるのにあたり、バラツキのない精密計量と、長期間の高排出効率の維持が望まれる。
【解決手段】そこで、樹脂を可塑化スクリュで可塑化溶融する可塑化部と、可塑化部から供給される溶融樹脂で射出プランジャを後退させて計量したあと射出する射出部と、それらを連通する連通路と、連通路を開閉させる逆流防止手段とを含むスクリュプリプラ式射出装置において、そのスクリュ先端の前方から連通路の射出部側の開口までの間の溶融樹脂の流路途中に、その流路を担う内孔と、その内孔の内周面に開口する通気孔とを有する通気部材を含むガス抜き手段を備えて、溶融樹脂が射出部に供給され計量される前に、その流路内のガスを射出装置外部に排出させる。さらに、ガス抜き手段が逆流防止手段よりも可塑化部側の溶融樹脂流路に配置されると良い。
(もっと読む)
ハングリー成形装置
【課題】ハングリー成形の本来の高い成形品質を確実に得ることを可能とする。
【解決手段】フィードシリンダー203の供給開口部203cから落下する原料の量を規制する原料供給規制手段を設けて、そのフィードシリンダー203の供給開口部203cから供給筒201の内部に落下する原料の量を適宜の量となるように調整し、原料の過多状態の発生のおそれを防止して供給筒201内における原料のカサ密度を好適状態に維持するように構成したものである。
(もっと読む)
ハングリー成形装置
【課題】ハングリー成形の本来の高い成形品質を確実に得ることを可能とする。
【解決手段】可塑化シリンダー101内の加熱原料から発生して当該可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内壁面に至ったガス成分の流れに沿うようにして機外雰囲気Y中の空気を、前記可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内部空間Xに導き入れる外気取入れ連通路202aを設けて、両者の接続部分に形成される段差部Sによるガス成分の貯留状態を回避して吸引装置等を配置したガス排出経路におけるガス成分の流動性を良好に確保するように構成したものである。
(もっと読む)
可塑化装置のスクリュおよび可塑化装置
【課題】形状を工夫することにより溶融樹脂から発生したガスを加熱筒の後部側から容易に抜くことができる可塑化装置のスクリュ、および前記スクリュが配設される可塑化装置を提供する。
【解決手段】フライト部31と溝部32a,33a,34a,35a,36aが形成され、加熱筒12内で少なくとも回転可能に設けられた可塑化装置11のスクリュ15の後部から前部に向けて、溝部32a全体が深溝に形成される第1ゾーン32と、溝後部33bが深溝から徐々に浅くなるように形成されるとともに溝前部33cが引き続き深溝に形成される第2ゾーン33と、溝後部34bが浅溝に形成されるとともに溝前部34cが引き続き深溝に形成される第3ゾーン34と、溝後部35bが引き続き浅溝に形成されるとともに溝前部35cが深溝から徐々に浅くなるように形成される第4ゾーン35と、溝部36a全体が浅溝に形成される第5ゾーン36を設ける。
(もっと読む)
射出成形機
【課題】溶融樹脂を射出するための射出ノズルの供給孔の先端側内面に所定の粗さのガス抜き構造を形成することで、供給孔内にガスが滞留することを抑え、ガスが加圧されるのに伴い、樹脂が異常加熱して焦げなどの黒ずみが成形体に含有されることを防止することができる射出成形機を提供する。
【解決手段】供給孔15にD/2以上の寸法のランド長Lで、中心線平均粗さを12.5aとするガス抜き構造20を、断続的にならないよう実質的に連続して形成する。これにより、テーパ状などの先細り形状でガスが滞留し易いような供給孔15であったとしても、供給孔15内に樹脂と共に供給されるガスが射出ノズル12の先端から外部へ排出することができることから、供給孔15内で閉塞状態となってしまったガスが供給孔15内で圧縮(断熱圧縮)され自己発熱され、供給孔15内に有する樹脂が異常加熱より黒ずんで炭化することを抑止することができる。
(もっと読む)
成形機のガス巻き込み抑制ノズル構造
【課題】成形機のガス巻き込み抑制ノズル構造において、簡単な構造で、コストも低くして、溶融した熱可塑性射出成形材料に含まれる気体をこの熱可塑性射出成形材料が成形される前に効率良く除去する構造を提供する。
【解決手段】射出ノズル16には、溶融した熱可塑性射出成形材料が流入して来る側で所定の内径D1の流入用流路30とこの流入用流路30に連通してテーパ形状の先細り流路32とこの先細り流路32に連通し且つ流入用流路30の内径D1よりも小さな内径D2に形成されて溶融した熱可塑性射出成形材料を金型10に射出する射出用流路33とからなる材料用流路29を形成するとともに、前記先細り流路32に対応した箇所で溶融した熱可塑性射出成形材料に含まれる気体を外部へ抜くのための多孔質性部34を設ける。
(もっと読む)
1 - 20 / 115
[ Back to top ]