
Fターム[4F206JQ11]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 射出・可塑化スクリュー (310)
Fターム[4F206JQ11]の下位に属するFターム
Fターム[4F206JQ11]に分類される特許
1 - 20 / 104
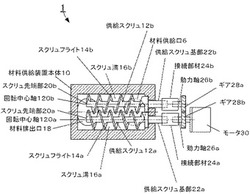
射出成形機の材料供給装置
【課題】組立調整のときに複数の供給スクリュ間の位相が容易に調整可能で、かつ、分解前後での供給スクリュ間の位相の復元が容易な射出成形機の材料供給装置を提供すること。
【解決手段】第1,第2供給スクリュ12a,12bは、接続部材24a,24bを介してモータ30に結合されているギア28a,28bを備えた動力軸26a,26bに連結され、スクリュ溝16aとスクリュ溝16bとが互いに反対向きになるようならせんの溝を持つ構造を有し、スクリュフライト14a,14bが相手側のスクリュ溝16a,16bにせり出すような配置で、それぞれの回転軸を平行に材料供給装置本体10の内部に2本並べて併設され、接続部材24a,24bは、一端に前記供給スクリュまたは前記動力軸と位相を合わせて結合するための位相合わせ部と他端に該動力軸または該供給スクリュと位相が自由な位置で結合可能な結合部を備えた射出成形機の材料供給装置。
(もっと読む)
射出成形機およびその射出制御方法

【課題】成形材料を射出成形する際に、成形サイクル毎に成形品の重量や外観寸法にばらつきを生じることがある。
【解決手段】射出充填を行う射出工程で、充填速度条件で速度制御する充填工程の後、保持圧力条件で圧力制御する保圧工程を行う射出成形機及びその射出制御方法において、充填工程の開始から終了までの全領域又はその一部領域を、時間又は射出軸の位置に基づく射出圧力検出区間とし、1回の成形サイクル毎に、その区間内で逐次検出される射出圧力の平均値又は積分値のうちの少なくとも一方からなる実測値と、予め基準として設定した射出圧力検出区間内における射出圧力の平均値又は積分値のうちの少なくとも一方からなる基準値とを比較して、その実測値とその基準値の差又はそれらの大小関係のうちの少なくとも一方に応じて、予め設定した保持圧力条件を補正して、同じ成形サイクル中の保圧工程のみ、補正後の条件で圧力制御する。
(もっと読む)
射出成形機のスクリュ取り付け構造
【課題】スクリュ交換時の作業性が良く、かつスクリュ駆動部の大きさが小さくなった場合でも対応できるような射出成形機のスクリュ取付け構造の提供。
【解決手段】スクリュ10の基部の外周にリテーナ50との係合溝である切り欠き12を設け、該切り欠きに該スクリュの軸方向の移動を規制するための該リテーナを係合させると共に、該スクリュの基部を挿通するためのキーあるいはスプラインが設けられた孔を有し、該スクリュの回転方向の移動を規制する固定ブッシュ30をスクリュ駆動部70に固定したスクリュの取付け構造において、該固定ブッシュおよび該スクリュ駆動部の何れか、あるいは双方に該スクリュの回転軸に直交する方向に設けられた該リテーナをスライドさせるためのガイド溝32と、該ガイド溝に該リテーナを挿通し、該リテーナと該固定ブッシュを共に固定するための固定ブッシュ固定ボルト31を該固定ブッシュに設けたスクリュ取り付け構造。
(もっと読む)
射出成形機用のスクリュ
【課題】フライトやシリンダ内壁の摩耗を防止し、金属粉が成形品に混入したり、金属摩擦の発熱による焼け等の成形不良が生じることがない、射出成形機用のスクリュを提供する。
【解決手段】
射出成形機用のスクリュ(1)において、圧縮部(6)寄りの供給部(5)から計量部(7)にかけて、フライト(2)の頂部にステップ状の段部(9)を形成し、頂部(9)を後方寄りの大径部(11)と前方寄りのランド部(12)とから構成する。フライト幅(B1)は加熱シリンダ(14)の内径に対して0.16〜0.26倍に選定する。ランド部(12)と加熱シリンダ(14)の内周壁の隙間(H1)は、大径部(11)と加熱シリンダ(14)の内周壁の隙間(H2)の1.65〜2.15倍に、ランド部(12)の幅(B2)は、フライト幅(B1)の0.63〜0.79倍に選定する。
(もっと読む)
射出装置
【課題】単一の駆動手段では実現できない、高い射出速度と射出圧を実現可能し得る射出装置を提供すること。
【解決手段】作動油を射出シリンダ16に供給する作動用シリンダ23,24と、作動用シリンダ23,24のピストン23p,24pを駆動させるサーボモータM1,M2と、からなる作動機構を、複数組、射出シリンダ16に接続する。そして、成形材料を射出する低速工程及び高速工程時には、サーボ制御により、各作動用シリンダ23のピストン23pを前進動作させて作動油を射出シリンダ16のヘッド側室16hに供給する。また、増圧工程時には、サーボ制御により、作動用シリンダ24のピストン24pを前進動作させて作動油を射出シリンダ16のヘッド側室16hに供給する。このように複数組の作動機構を備えることで、サーボモータM1,M2に高い性能を要求せずに、射出シリンダ16の高速化及び高圧化を図ることが可能となる。
(もっと読む)
射出成形方法
【課題】ベース樹脂となるペレット状のポリ乳酸樹脂と粉体状の添加剤とを混合した成形材料をダイレクトミキシング方式で成形した場合でも、ベース樹脂と添加剤との混練・分散性を高めつつ高品質の成形品を得る。
【解決手段】ペレット状のポリ乳酸樹脂と粉体状の添加剤とを混合してホッ5に収容する。サークルフィーダ7と定量切り出し装置8からなる材料供給装置をホッパ5の底部に設ける。インラインスクリュ型の射出成形機を用い、計量工程中のスクリュ3の回転に同期して材料供給装置を作動させる。予め混合されたホッパ5内の成形材料は、標準的な計量時間T100の1.3倍〜2.0倍の計量時間Tsをかけてマスフローとなってシリンダ3の供給口2aから連続供給される。
(もっと読む)
射出装置及びその芯調整方法
【課題】芯調整時にけるスクリューと加熱シリンダとの接触を防止しうる射出装置及びその芯調整方法を提供する。
【解決手段】回転自在及び進退自在に加熱シリンダ33内に配設されたスクリュー31と、スクリュー31を駆動する駆動軸を有する駆動装置32とを有する射出装置であって、スクリュー31の軸芯Sに対して駆動軸46の軸芯Sを合わせる芯調整機構を設ける。また、駆動装置32はスクリュー31を回転させる計量モータ42と、スクリュー31を進退させる射出モータ43と、計量モータ42及び射出モータ43を支持する射出枠38,39,41とを有する。更に調整機構は、駆動軸46のスクリュー31に近い側の端部、又はこの端部と反対側の他端部の少なくとも一方の射出枠38,39,41に対する取り付け位置を調整可能な構成とする。
(もっと読む)
スクリュー式射出装置
【課題】容易に実施可能で、スクリューフライト及び/又は加熱シリンダの内面のかじりや焼き付きを確実に防止可能なスクリュー式射出装置を提供する。
【解決手段】加熱シリンダ5と、加熱シリンダ5内に回転可能かつ前後進可能に収納されたスクリュー8とを備えたスクリュー式射出装置において、スクリュー8を構成する圧縮部8cと加熱シリンダ5の内面との間に、スクリュー8の振れを防止するためのボール32を転動可能に配置する。ボール32の配設位置は、スクリュー8に形成された螺旋溝8e内とすることもできるし、スクリューフライトの頂面とすることもできる。
(もっと読む)
射出成形機の表示装置
【課題】樹脂漏れが発生したタイミングと、そのタイミングでの樹脂圧力の値を確認することが可能な、射出成形機の表示装置を提供すること。
【解決手段】射出からの経過時間に対応させて、溶融樹脂の樹脂圧力とノズルの押し付け力を同一グラフ上に表示した例であり、樹脂圧力の曲線上の符合bはノズル2の押し付け力が上昇開始時の樹脂圧力,符号cは最大の樹脂圧力,符号dはノズル2の押し付け力が元に戻った時の樹脂圧力を示す。この例では射出中に樹脂圧力が(b)を迎えるタイミングでノズル押し付け力が上昇し始めているので、このタイミングで樹脂漏れが発生していると判断でき、グラフから樹脂漏れが発生したタイミングでの樹脂圧力がわかるため、射出中の樹脂圧力が、樹脂漏れが発生したタイミングの樹脂圧力以下となるように成形条件の変更を行えば樹脂漏れを防止できることがわかる。
(もっと読む)
成形条件の設定方法
【課題】充填速度および保圧の応答度合いの選択肢を広げることで応答特性を最適化できると共にその選択作業を容易にする成形条件の設定方法を提供する。
【解決手段】射出充填の開始から終了までを1以上の区間に分割し、各区間に対して射出充填の速度と射出充填の圧力のうちいずれか一方を設定することで、成形条件を1段以上の階段状に設定し、前記1以上の区間のうち少なくとも一つの区間について、当該区間に設定した射出充填の速度又は射出充填の圧力となるまで射出軸の駆動を制御するための応答区間を設定すると共に当該応答区間における成形条件を、曲り度合いが異なる2種類以上の関数から選択する。
(もっと読む)
射出成形機及び射出成形機の調整方法
【課題】射出スクリュが前進限位置にあるときの射出ノズルの内壁とスクリュヘッドとの間の隙間のばらつきを抑えることができる射出成形機を提供すること。
【解決手段】射出シリンダ10内に回転可能に且つ軸方向に移動可能に配置される射出スクリュ20の軸方向位置を検出する射出スクリュ位置検出器32を備えた射出成形機は、射出シリンダ10の先端に配置された射出ノズル12の内壁12aとスクリュヘッド23との接触を検出する接触検出部50bと、接触検出部50bにより接触が検出された際の射出スクリュ位置検出器32の出力値に基づいて射出スクリュ位置検出器32の基準を決定する基準決定部50cとを備える。
(もっと読む)
熱可塑性樹脂の金属粘着性を低減させる方法
【課題】難燃性を有するとともに、成形過程において成形機のスクリューやシリンダーなどの金属への樹脂の粘着を低減させることにより、長期の連続成形におけるヤケ異物の発生を抑制させる方法を提供する。
【解決手段】(A)熱可塑性樹脂(A成分)100重量部に対し、(B)離型剤(B成分)0.01〜5重量部を含有する樹脂組成物において、B成分としてジペンタエリスリトールと炭素数が13〜35である飽和脂肪族カルボン酸とのエステルを使用することにより金属粘着性を低減させる方法。
(もっと読む)
成形加工機洗浄用の熱可塑性樹脂組成物
【課題】より洗浄力の向上した、加工機内洗浄用組成物の提供
【解決手段】(a)スチレン系樹脂を含む熱可塑性樹脂と、(b)(b−1)アニオン界面活性剤から選ばれる1種以上と(b−2)ノニオン界面活性剤から選ばれる2種以上を含む界面活性剤混合物を含有する成形加工機洗浄用の熱可塑性樹脂組成物。
(もっと読む)
射出成形機および射出成形機の制御方法
【課題】少なくとも型締装置の作動を油圧機構により行う射出成形機において、構造を簡単にしコストを抑えるともに、省エネルギー化を達成することのできる射出成形機または射出成形機の制御方法を提供する。
【解決手段】少なくとも型締装置12の作動を油圧機構により行う射出成形機11において、射出機構26およびスクリュ回転機構29のいずれか一方の作動を行うサーボモータ30と、射出機構およびスクリュ回転機構のいずれか他方の作動を行う油圧機構とが設けられ、射出機構およびスクリュ回転機構のいずれか他方の油圧機構と型締装置の油圧機構へ作動油を供給するポンプ33は、サーボモータまたはインバータモータにより回転数が制御されるポンプとする。
(もっと読む)
射出成形機の射出装置
【課題】射出駆動機構の前支持プレートに供給ブロックに組付けて加熱筒の芯ずれ調整を、前支持プレートのプレート後面の位置決め自在な軸芯調整リングにより容易に行え得るようにする。
【解決手段】供給ブロックの開口部に加熱筒後部の連結筒を嵌挿してナットにより一体に連結する。前支持プレートの開口内に連結筒を収容して加熱筒を供給ブロックにより前支持プレートに取付ける。前支持プレートのプレート後面の開口周囲を同心円の段部に形成する。段部に内径が連結筒の後端部の外径と同一径の軸芯調整リングを位置決め自在に取付ける。軸芯調整リングに連結筒後端を嵌合して加熱筒の芯ずれを許容範囲に調整する。
(もっと読む)
射出装置
【課題】スクリューの軸力をスラスト軸受を介さないでロードセルへ伝達できると共に軸受予圧及び軸受の影響を受けない構造の射出装置を提供することを課題とする。
【解決手段】スクリューの軸力は中継ライナー55を介して直接筒形ロードセル53に加わる。そして、予圧用ナット51を締めてスラスト軸受47に予圧を掛けても、予圧用ナット51による締付け力が筒形ロードセル53に加わる心配はない。すなわち、スラスト軸受47に付与する締付け力が加わらない部位に筒形ロードセル53が設けられている。そのため、筒形ロードセル53とは無関係にスラスト軸受47に自由に予圧を掛けることができることになる。
(もっと読む)
スクリューの交換時期の予測方法、スクリュー交換時期予測装置
【課題】スクリューの交換時期を精度良く予測して、適切なタイミングでスクリューを交換することのできるスクリューの交換時期の予測方法、スクリュー交換時期予測装置を提供することを目的とする。
【解決手段】次回の点検時におけるスクリュー12の摩耗量hn+1を求め、それが、予め設定された摩耗限界量hmaxに到達するか否か(hmax>hn+1)を判定する。次回の点検時におけるスクリュー12の摩耗量hn+1が摩耗限界量hmaxに到達する場合、次回点検時までにスクリュー12の交換が必要であるので、交換用のスクリュー12の準備が必要なことを示す情報を出力する。
(もっと読む)
射出成形機のスクリュ温度制御装置、及びスクリュ温度制御方法
【課題】簡素な構造でスクリュの温度、さらには、溶融樹脂温度を制御することができる射出成形機のスクリュ温度制御装置及びその温度制御方法を提供する。
【解決手段】溶融した樹脂材を搬送するスクリュフライト部11を有するスクリュ2と、スクリュ2の、スクリュフライト部11に対して溶融した樹脂材の搬送方向の上流側の位置に設けられスクリュ2の温度を制御するペルチェ素子6と、を備えることで溶融樹脂温度を制御する射出成形機のスクリュ温度制御方法および、射出成形機のスクリュ温度制御装置。
(もっと読む)
射出成形機
【課題】射出工程及び保圧工程における射出用電動サーボモータの駆動制御の応答性が高く、高品質の薄物、精密品又は厚物を高能率に成形可能な射出成形機を提供する。
【解決手段】VP切替位置に至ったとき、2次圧位置s2pがVP切替位置よりも後方(2次圧位置s2p≧VP切替位置)に設定されているか、前方(2次圧位置s2p<VP切替位置)に設定されているかの判定(2次圧位置判定)を行い、2次圧位置s2p≧VP切替位置である場合には、2次圧位置s2pまでスクリュ1を高速で後退させ、射出圧が予め設定された2次圧に至った段階で、保圧設定パターンp0に従った制御に切り替える。2次圧位置s2p<VP切替位置である場合には、2次圧位置s2pまでスクリュ1を高速で前進させ、射出圧が予め設定された2次圧に至った段階で、保圧設定パターンp0に従った制御に切り替える。この制御を、保圧工程中の最終の保圧設定圧力まで繰り返す。
(もっと読む)
射出成形機のスクリュおよび射出成形機
【課題】超臨界状態の不活性流体を溶融樹脂に注入するとき、確実に所定の圧力以上に維持できる射出成形機のスクリュを提供する。
【解決手段】軸方向に分割可能な複数のスクリュピース(6a)からスクリュ(6)を構成する。スクリュピース(6a)に、加熱シリンダ(5)内を第1、2のエリア(A1、A2)に分離するシール(31)を設ける。スクリュピース(6a)内に、第1、2のエリア(A1、A2)を連通し、小径部(33e)を有する溶融樹脂流路(33)を設ける。スクリュピース(6a)の端面(37)からポペット格納穴(36)を明ける。ポペット格納穴(36)にポペット(35)と皿バネ(38)を挿入してリティナ(39)で締め付ける。小径部(33e)は皿バネ(38)によって付勢されたポペット頭部(35a)によって閉塞され、所定の圧力が作用すると開口する。
(もっと読む)
1 - 20 / 104
[ Back to top ]