
Fターム[4F206JQ62]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 射出ノズル (336) | 開閉装置 (97)
Fターム[4F206JQ62]の下位に属するFターム
ニードル弁 (31)
回転(ロータリー)弁 (9)
スライド弁 (4)
ボール弁 (2)
Fターム[4F206JQ62]に分類される特許
1 - 20 / 51
射出成形の装置及び方法
【課題】微小シリコーン成形型取り付けプランジャー射出システムを提供する。
【解決手段】このシステムには、シリコーンカートリッジアセンブリ、微小プランジャー射出アセンブリ、及びコールドデッキノズルアセンブリが含まれる。このシステムにおいて、これらの3つの構成要素が直接相互接続され、これによって材料の流動経路長さと直径が大幅に低減される。このシステムは、構成品を製造するのに必要な望ましい射出重量に実質的に等しい単回射出量の材料を送ることができる。
(もっと読む)
注入ノズル

【課題】ノズル本体に対するバルブピンユニットの着脱を容易にする。
【解決手段】ノズル本体1側における外形が円筒形の本体側連結部5の外面を部分的に切り欠いて平坦部5bと円弧部6を形成する。円弧部6には半径方向にのびるピン穴8を設ける。本体側連結部5には円周方向にのびる小径段差部7を設ける。バルブピンユニット10の環状のバルブピンユニット側連結部12には半径方向内方にのびる内向きフランジ部13とピン14とを設ける。内向きフランジ部13を部分的に切り欠いて切欠部15を形成する。ノズル本体1側の円弧部6に、バルブピンユニット10側の切欠部15を位置合わせし、バルブピンユニット10を回転させ、内向きフランジ部13を小径段差部7に係合させると共に、バルブピンユニット10側のピン14をノズル本体1側のピン穴8に引き抜き可能に挿通する。
(もっと読む)
樹脂流路開閉機構及びその制御方法
【課題】射出成形装置等の樹脂流路を有する構造体において、弁移動機構を小型にすることができる技術を提供することを課題とする。
【解決手段】樹脂流路の軸Yに平行な通孔71が備えられている弁体72を加熱筒23に設ける。通孔71が樹脂流路に合うと弁開状態になり、通孔71が樹脂流路から外れると弁閉状態になる。
【効果】弁移動機構70は、弁体72を移動させる役割のみを果たす。すなわち、弁移動機構70の能力の大小は弁のシール性に影響しない。結果、弁移動機構70の小型化が図れる。
(もっと読む)
射出装置およびその射出制御方法
【課題】射出充填時に圧縮性が高い成形材料は、1ショット毎に成形品の形状や重量がばらつく場合がある。
【解決手段】成形材料を金型に射出充填する射出装置およびその射出制御方法であって、充填工程で、射出軸を充填開始位置から充填終了位置まで前進させた後、射出室内に残った成形材料の圧力値が所定の条件を満たすまで射出軸を充填終了位置に保持させ、条件を満たしたらその保持を解除すると共にその充填工程を終了する際に、所定の条件を、圧力値が予め設定された値になった場合にのみその保持を解除するか、または、その圧力値が時間に対する圧力変動が小さくなって略一定値になった場合にのみその保持を解除するか、又は、圧力値が予め設定された値になった場合もしくは圧力値が時間に対する圧力変動が小さくなって略一定値になった場合の少なくともどちらかを満たす場合にその保持を解除するか、のうちの少なくとも1つを条件とする。
(もっと読む)
ロータリ射出成形機の制御方法
【課題】ロータリ射出成形機の連続成形を成形原料、時間及び労力の無駄なくして立上げ及び終了させることができる制御方法を提供する。
【解決手段】8次の成形工程を有するロータリ射出成形機1により連続成形を立上げるとき、1次成形のキャビティ18aのみ射出充填を実行し、2次成形から8次成形の各キャビティ18b〜18hへの射出充填を停止し、回転盤9を(360/8)度回転させて次の成形工程へ移行する度毎に、射出充填を実行するキャビティを2次成形から8次成形のものまで順次に追加し、8回以降の成形工程では、全てのキャビティを射出充填して連続成形を立上げる。
(もっと読む)
射出成形装置
【課題】ウェルドラインの発生を防止しつつ、バリの発生量を抑制可能とする射出成形装置を提供する。
【解決手段】環状のキャビティCを有する金型と、キャビティCに成形材料を射出する射出機構200と、を備える環状の成形品を成形する射出成形装置Sにおいて、金型には、射出機構200からキャビティCに成形材料を導く環状の第1供給通路T1が設けられており、射出機構200には、成形材料を第1供給通路T1の入り口まで導く環状の第2供給通路T2が設けられていることを特徴とする。
(もっと読む)
射出成形機及び成形品の製造方法
【課題】ノズルの流路の断面積を容易に変更して、流路から成形型内に射出する成形材料の温度を精度よく制御する。
【解決手段】射出成形機1は、ノズル30の流路31から成形材料Sを成形型10内に射出する。流路31には絞り部32が形成されている。流路調節部材50は、流路31内に配置され、絞り部32との間の距離の変化に伴い絞り部32との間の流路31の断面積を変更する。ネジ機構8は、ノズル30の回転により、流路調節部材50に対してノズル30を変位させる。回転手段60は、ノズル30を回転させて、絞り部32と流路調節部材50との間の距離を変化させる。
(もっと読む)
トーピード
【課題】射出圧力を生じさせる射出装置を小型化しても、キャビティに連通するゲートをスムーズに開放させることができるトーピードを提供すること。
【解決手段】トーピード1は、ノズルケース2の内部30に組み付けたとき、この内部30の内面に対して空隙Fが生じるように形成された本体10と、この本体10の先端から軸方向に進退可能なニードルピン20とを備え、この空隙Fに送り込まれたペレットPが溶かされて成る溶融樹脂Mが所定の圧力を超えると、ノズルケース2に組み付けられる金型3のキャビティ40に連通するゲート42をニードルピン20が開放する構造となっている。ニードルピン20は、溶融樹脂Mから射出圧力を受けるとゲート42を開放し易いように多段状20a、20bに形成されている。
(もっと読む)
射出成形機及び成形品の製造方法
【課題】ノズルの流路の断面積を容易に変更して、ノズルの流路から成形型内に射出する成形材料の温度を精度よく制御する。
【解決手段】射出成形機1は、流路31に絞り部32が形成されたノズル30を備え、流路31から成形材料Sを成形型10内に射出して成形品を製造する。成形材料Sの射出時に、射出成形機1は、ノズル30を成形型10に当接させ、流路31内に配置された流路調節部材50と絞り部32との間の距離を変化させて、絞り部32と流路調節部材50との間の流路31の断面積を調節する。射出成形機1は、絞り部32と流路調節部材50との間の流路31を通して成形材料Sを成形型10内に射出する。
(もっと読む)
溶融樹脂充填装置
【課題】溶融樹脂材料の品質が低下し難い溶融樹脂充填装置を提供する。
【解決手段】繊維が混合された樹脂材料Aを収容可能に、軸芯Xを鉛直方向に沿わせてある縦シリンダ3と、縦シリンダ3内に収容された樹脂材料Aを加熱溶融可能なヒータ4と、縦シリンダ3内で溶融された溶融樹脂材料を、当該縦シリンダ3の下端側に配設した連通口14を介して受け取る横シリンダ8と、連通口14を開閉自在な開閉部材15と、横シリンダ8内に収容された溶融樹脂材料を金型に向けて押出可能なプランジャ9とを備えた。
(もっと読む)
射出成形機用射出装置
【課題】低生産性、低効率、溶融材料の漏れ、溶融材料の流れの停滞およびそれによる分解といった従来の射出装置の問題点のうち少なくともいくつかを解決する。
【解決手段】射出成形機用射出装置が提供される。当該射出成形機用射出装置は、フランジと、シャットオフノズルと、充填シリンダと、上記フランジに接続される射出シリンダとを具備する。上記充填シリンダは、溶融材料を上記シャットオフノズルを介して上記射出シリンダに供給し、上記フランジの内部には、上記射出シリンダに相互接続する射出経路が設けられ、上記射出シリンダは当該射出経路を介して射出を行うことが可能である。上記充填シリンダの内部には、充填スクリューが設けられ、当該充填スクリューの前部には、上記シャットオフノズルの入口を塞ぐことが可能な充填シャットオフアセンブリが設けられる。上記射出シリンダには射出スクリューが設けられる。
(もっと読む)
ワックスモデル射出成形装置の射出ノズル
【課題】ワックス鋳造後、ワックス射出装置のワックス供給流路内に残存し、廃棄しなければならないワックス量を減らすことができる射出ノズルを提供する。
【解決手段】ワックス樹脂の射出鋳造装置に使用される射出ノズル1であって、先端にワックス樹脂の吐出口8を有する外筒部2と、一端が該吐出口8と流体的に連通し、他端が排気系に流体的に連通するように、該外筒部2内に画定される排気流路3と、該排気流路3と該吐出口8との間を閉鎖し、または開放するように、該排気流路3内を摺動可能な排気流路封止弁4とを備え、一端が該吐出口8と流体的に連通し、他端がワックス樹脂供給源に流体的に連通するように画定されるワックス供給流路5と、該ワックス樹脂流路5と該吐出口8との間を閉鎖し、または開放するように、該ワックス樹脂流路5内を摺動可能なワックス封止弁6とを備える射出ノズル1により解決する。
(もっと読む)
射出装置及び樹脂の射出方法
【課題】 大掛かりな機構を用いることなく、保圧機構に対する樹脂の滞留を確実になくす。
【解決手段】 射出スクリュー2の加圧により、保圧プランジャー22を樹脂の圧力で後退させて保圧路9に樹脂を流入させると共に、樹脂路6の樹脂を加圧し(一次保圧)、遮断プランジャー12を閉じて保圧プランジャー22により樹脂路6及び保圧路9の樹脂を加圧し(二次保圧)、更に、遮断プランジャー12を開いて先端が樹脂路6に突出する状態まで保圧プランジャー22を前進させて保圧路9の樹脂の全てを樹脂路6に排出し、遮断プランジャー12よりも射出スクリュー2側の保圧路9に対して樹脂を保持させる。
(もっと読む)
2−in−1型の混練射出成形装置及びその使用方法
【課題】2−in−1型の混練射出成形装置及びその使用方法を提供する。
【解決手段】前記装置は、フィード段、押圧段、溶融段、混練段、降温段及び射出成形段を含む混練押出ユニットと、それぞれがモールドユニットの入り口に接続されるバルブ制御出口を有する少なくとも一つの配分路を有する配分ユニットと、モールドユニットとから構成される。前記方法は主に、まず高分子物質をフィード段内に投入し、投入された高分子物質を、押圧、溶解、物理発泡剤との混練及び降温などのプロセスをそれぞれ経過させ、前記射出成形段を介して高分子混合物を配分ユニット内に射入する。そして、バルブ制御出口を開き、高分子物質混合物を前記モールドユニットの内部に入らせて充満させる。離型すると、高発泡製品が得られる。
(もっと読む)
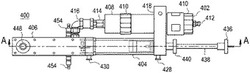
低粘度樹脂用射出装置
【課題】射出筒内にシャットオフピンを設けた場合の課題を、ヘッドプレートの採用により射出筒外でのシャットオフノズルの取付けを可能として解決する。
【解決手段】射出筒は射出スクリュを内装する。射出筒内と連通する樹脂流路を縦に有する厚肉板状のヘッドプレートを、射出筒先端に一端部を下方に長くして取付ける。ヘッドプレートの一端部前面にシャットオフノズルを樹脂流路と接続して取付ける。内装したシャットオフピンの後部をヘッドプレートを通して射出筒の下側に突出位置する。シャットオフノズルを射出筒先端の下側に段違いに並設する。駆動シリンダを射出筒の下側に取付けてシャットオフピンと連結する。
(もっと読む)
射出成形機、および射出成形方法
【課題】簡単な構成で、効率よく樹脂成形品の多品種少量生産を行うことができる射出成形機、およびその方法を提供する。
【解決手段】本発明の射出成形機は、金型30、34に成形材料を射出充填するための複数の射出装置11、12・・・と、射出装置11、12・・・以上の数の型締装置21、22・・・と、射出装置11、12・・・が型締装置21、22・・・に対して対応してその金型30の導入部と接続可能である接続位置P3、P4・・・と、射出装置11、12・・・が型締装置21、22・・・に対して対応しない準備位置P1、P2とに、各射出装置11、12・・・と各型締装置21、22・・・をそれぞれ独立して相対移動させる移動手段と、射出装置11、12・・・と各型締装置21、22・・・の相対的な移動を制御する制御手段とを備えている。
(もっと読む)
混練機、射出成形装置及び被混練物の計量方法
【課題】被混練物を計量し圧力を高めて吐出することが可能な混練機を提供する。
【解決手段】外周部8aにスクリュー7を有し回転可能に設けられた軸状のスクリュー部8と、スクリュー部の外周部及び先端部8bを囲繞するように設けられたシリンダー部9と、を有し、シリンダー部とスクリュー部の外周部及び先端部との間の混練空間に、スクリュー部の内部側に設けられた循環流路を通して被混練物Wを循環させて混練を行う混練機2であって、被混練物を混練空間の外部に吐出させるためスクリュー部の先端部に対向する位置のシリンダー部に設けられた吐出口12と、吐出口を開閉する吐出口開閉機構13と、循環流路を開閉する循環流路開閉機構14と、スクリュー部をスクリュー部の軸線方向Dに進退させるスクリュー駆動機構15と、を備える。
(もっと読む)
混練機、射出成形装置及び被混練物の計量方法
【課題】被混練物をペレット化せずに計量して吐出することが可能な混練機を提供する。
【解決手段】軸状のスクリュー部8と、スクリュー部を囲繞するように設けられたシリンダー部9と、を有し、シリンダー部とスクリュー部との間の混練空間Sに、スクリュー部の内部側に設けられた循環流路を通して被混練物Wを循環させて混練を行う混練機2であって、スクリュー部を軸線方向に貫通する計量シリンダー部16と、スクリュー部の外周部と計量シリンダー部との間に貫通し循環流路の一部を構成する第1の流路17と、計量シリンダー部に軸線方向に進退可能に内嵌されたプランジャー部18と、を備え、第1の流路とスクリュー部の先端部8bとの間に循環流路の他を構成する第2の流路を形成する循環状態と、第1の流路とスクリュー部の先端部との間を閉止するとともに計量シリンダー部に被混練物を出入れ可能とする計量状態とを、プランジャー部の位置で切り替える。
(もっと読む)
射出成形機
【課題】成形品1個あたりのエネルギー消費量と放熱量の削減と、装置の価格の低減または装置の価格の増加をなるべく抑えた射出成形機を提供する。
【解決手段】射出装置16の加熱筒22内で材料を溶融し、溶融した材料を成形金型13A,13B,13Cのキャビティ内で固化させて成形品を成形する射出成形機11において、誘導加熱装置29を備えた加熱筒22と、加熱筒22の数よりも多い成形金型13A,13B,13Cまたは加熱筒22の数よりも多い注入孔14A,14B,14Cを配設することにより成形品1個あたりのエネルギー消費量と放熱量の削減と、装置価格の低減または装置価格の増加抑制を図る。
(もっと読む)
射出成形方法および射出成形機
【課題】ホットランナとバルブゲートを備えた金型を使用して成形するとき、バルブゲートから溶融樹脂が漏れず、成形不良が生じない射出成形方法を提供する。
【解決手段】ホットランナとバルブゲートとを備えた金型(3)に、射出圧力を検出する圧力センサ(34)と、コントローラ(35)とを設ける。射出圧力が所定の圧力に達したらコントローラ(35)は、バルブピン(27)を後退させてバルブゲートを開にする。
(もっと読む)
1 - 20 / 51
[ Back to top ]