
Fターム[4F206JQ90]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | その他の成形装置の細部、付属装置 (597)
Fターム[4F206JQ90]に分類される特許
1 - 20 / 597
パターン転写媒体製造装置、パターン転写媒体製造方法、ディスク状パターン転写媒体、パターン転写媒体
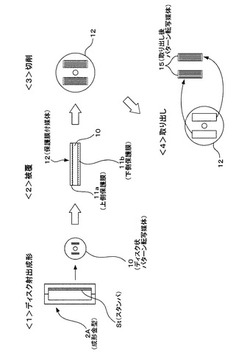
【課題】例えばバイオチップ等の微細な凹凸パターンの転写されたパターン転写媒体の製造に関してその成形精度を確保しつつ製造時間の短縮化を図る。
【解決手段】ディスク成形用金型とディスク状スタンパとを用いて光ディスクの基板生成と同様の射出成形プロセスを利用してディスク状パターン転写媒体を生成し、該ディスク状パターン転写媒体からパターン転写部の周囲を切削して所定形状のパターン転写媒体を得る。射出成形においてパターン転写媒体の形成材料を金型の中央部(つまりディスク中心部)より放射状に射出することができ、該形成材料を金型内の隅々まで行き渡らせ易くできる。これにより面内厚均一化のために要する圧力をランナー方式(角形成形)の場合よりも小さくでき、また面内厚均一化のために要する圧力印加時間もより短くできる。また光ディスクと同様の射出成形プロセスを利用することで、微細パターンの転写精度をランナー方式の場合よりも高めることができる。
(もっと読む)
成形品取出装置、成形取出装置、トリミング取出装置及び成形品取出方法

【課題】成形品スタックを扱う作業の効率を向上させることを課題とする。
【解決手段】成形品取出装置4に、供給位置L3に配置された各成形品PR1について交換要否の判定結果200を保持する交換要否保持部U7と、取替用の成形品PR3を配置するための取替品配置部U8と、供給位置L3に配置された各成形品PR1のうち判定結果200が交換要とされた成形品PR2を取替品配置部U8に配置された取替用の成形品PR3に取り替える処理を行う取替手段U10と、該処理の後に複数の成形品PR1を整列状態で搬送して積重位置L4に積み重ねる整列搬送手段U11とを設ける。
(もっと読む)
インモールド成形方法、並びに当該成形方法に使用する位置合わせステーションおよびシート材
【課題】シート材からインモールドラベルを打ち抜いて使用するインモールド成形方法において、低コストで、最終製品表面における「ラベル」の位置を正確に位置合わせする。
【解決手段】シート材2からインモールドラベル5を打ち抜いて、打ち抜かれたインモールドラベル5をロボットアームで成形型60内に配置する工程を含むインモールド成形方法に使用するラベル位置合わせステーション30。このラベル位置合わせステーション30は、打ち抜かれたインモールドラベルが置かれるテーブル31と、テーブルの周囲に配置され、テーブル面に対してほぼ直交する壁面を備え、テーブル中心に向かう前進およびテーブル中心から遠ざかる後退が可能な進退壁32とを備える。進退壁32が後退した状態でテーブル面上にインモールドラベル5が置かれた後、進退壁32が前進することで、テーブル面に対するインモールドラベル5の相対位置が所望位置に合わせられる。
(もっと読む)
射出成形装置
【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】送り歯車部が反時計回りの方向へ回転すると、送り歯車部の歯が平板状成形材料S1に食い込んで、平板状成形材料S1を射出筒39の挿通穴40に向かって送る。挿通穴40へ進入した平板状成形材料S1は、ヒータ44によって射出筒39の先端部分で溶解されて流動性を有する流動性材料Pとなる。そして、平板状成形材料S1が進行することによって、流動性材料Pがキャビティ41へ押し込まれる。すなわち、平板状成形材料S1がピストンとなって溶解した湯状の流動性材料Pを押してキャビティ41へ射出させる。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な単層及び積層成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】固定金型12と、可動金型14と、回転金型16と、ラックアンドピニオン機構20とを備える三枚構造の射出成形金型であって、ラックアンドピニオン機構20は、ピニオン22を回転金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により回転金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
薄膜を有する成形品の製造方法および製造装置
【課題】射出成形機と成膜装置のそれぞれを高い稼働率で稼動させて、高均質の薄膜を有する成形品を安価に製造する製造方法を提供する。
【解決手段】射出成形機(4)で成形した成形品(1)を第1の搬送装置(14)によってテンポラリーステージ(12)に搬送する。射出成形工程を繰り返してテンポラリーステージ(12)では射出成形工程の複数回に相当する成形品(1)をプールする。第2の搬送装置(15)はテンポラリーステージ(12)上にプールされている全成形品(1)を一括で成膜装置(5)に搬送する。成膜装置(5)において成形品(1)を成膜し、第3の搬送装置(16)によって成形品(1)を外部に搬送する。成膜工程の実施中に、引き続き射出成形工程を実施する。
(もっと読む)
温調配管付きアダプタプレートを備えた射出成形機
【課題】型盤に金型を取付ける際に用いられるアダプタと型盤との結合領域が前記金型のアダプタへの取付け面より小さい面積とし、かつ、少なくとも前記結合領域内に温度調節用媒体の配管を設けることによって、金型の熱が型盤に伝達する箇所である結合領域内を温度調節することができ、これによって、金型の温度分布を均一にすることができる射出成形機を提供すること。
【解決手段】型盤(固定盤11,可動盤12)に金型(31a,31b)を取付けるためのアダプタプレート30(30a,30b)を有する射出成形機において、アダプタプレート30は、前記型盤に取付ける面と前記金型に取付ける面を有し、前記型盤に取付ける面に前記金型の取付け面の面積より小さい面積の結合部32(32a,32b)を有し、少なくとも前記結合部32が備わった領域に対応する前記アダプタプレート30内に配管33を有する射出成形機。
(もっと読む)
金型離型回復シートおよびそれを用いた金型離型処理方法
【課題】金型成形時に使用する封止材料の種類に関わらず良好な離型性を付与することができ、洗浄後の金型表面に対する離型剤の付与を均一かつ容易に行なうことのできる金型離型回復シートを提供する。
【解決手段】加熱成形用金型に離型剤を塗布するための金型離型回復シートである。そして、上記金型離型回復シートは、未加硫ゴム生地を母材とし、これに下記の(A)および(B)成分を、下記(A)成分および(B)成分の合計含有量が、未加硫ゴム生地100重量部に対して8〜25重量部であり、かつ下記(A)成分と(B)成分の重量比が、(A):(B)=6:4〜4:6となるよう含有するとともに、下記の(C)成分を含有する。
(A)モンタン酸エステル系ワックス。
(B)ポリエチレン系ワックス。
(C)ジメチルポリシロキサン。
(もっと読む)
射出成形システム
【課題】周辺機器による消費電力を低減させる射出成形システムを提供すること。
【解決手段】本発明に係る射出成形システムは、成形動作を行う射出成形部と、周辺機器80に電源を供給可能な電源供給部75と、射出成形部及び電源供給部75を制御する制御部70とを有する射出成形システムであって、制御部70は、電源供給部75の周辺機器80に対する電源の供給と遮断とを切り換える電源制御部71を有する。好適には、電源制御部71は、射出成形部の稼働状況に応じて周辺機器80に対する電源の供給と遮断とを切り換える。より好適には、電源制御部71は、成形動作が止まったときに周辺機器80に対する電源の供給を遮断する。
(もっと読む)
ワーク搬送装置
【課題】ワーク形状によらず、製品以外の部分が最終的に製品となる部分と一体化した状態のワークを効率良くかつ安定して搬送することで、生産工程のハイサイクル化を達成する。
【解決手段】本発明に係るワーク搬送装置10は、長手方向の中心軸Xまわりに回転可能な複数の棒状部材11と、棒状部材11の回転を制御するための回転制御部12とを備え、ワークWが複数の棒状部材11に跨って載置可能なように、複数の棒状部材11が互いに平行に配設され、ワークWを載置した状態で棒状部材11の回転を回転制御部12で制御することにより、ワークWを棒状部材11の長手方向に沿って移動可能とした。
(もっと読む)
射出装置、成形機、射出装置の制御方法
【課題】本発明は、駆動装置の寿命の低下や動作精度の低下を抑制することができる射出装置を提供する。
【解決手段】射出装置30は、射出部30aと、駆動装置50と、駆動装置50を冷却する、第1〜4の冷却通路91〜94と制御部1とポンプ100とタンク80とを備える。射出部30aは、可塑化された材料Mを収容する射出用バレル32と、射出用バレル32に形成されるノズル38と、射出用バレル32に収容されて可塑化された材料Mをノズル38を通して射出装置30の外部に押し出すプランジャ33とを備える。駆動装置50は、プランジャ33を駆動する。
(もっと読む)
ノズルタッチ力の調整方法と調整装置
【課題】所定のノズルタッチ力で金型を押圧した際に、ノズルタッチ位置が高さ方向に変化しても、基台へ支持される支持部材に掛かる曲げ応力値の安全性を確保しつつ、支持部材の曲げ歪や、繰返し使用による疲労破壊を防止するノズルタッチ力の調整方法と調整装置を提供することを目的する。
【解決手段】 基準位置で金型14,15を基準ノズルタッチ力F0で押圧した時に、基台上面位置で基台2へ支持される軸部材36に掛かる基準曲げ応力値σ0と、ノズルタッチ位置が高さ方向に変化した全ての高さ位置において基台上面位置で軸部材36に掛かる曲げ応力値σが、常に一定になるようにノズルタッチ力Fを調整することである。
(もっと読む)
樹脂供給装置、樹脂モールド装置および樹脂供給方法
【課題】被供給部の水平面内に樹脂を偏りなく供給することのできる技術を提供する。
【解決手段】搬送ハンド6A(樹脂供給装置)は、同一水平面内で仕切られて配置された鉛直方向に貫通する複数のキャビティ用孔41aを有し、複数のキャビティ用孔41aにキャビティ内樹脂35がセットされるセット部41と、セット部41下側に設けられ、複数のキャビティ用孔41aの下部開口を各々開閉するキャビティ用シャッタ部43とを備えている。この搬送ハンド6Aは、水平面内の一定方向に複数のキャビティ用孔41aに対してキャビティ用シャッタ部43を開いていき、キャビティ用シャッタ部43を閉じて複数のキャビティ用孔41aにセットしたキャビティ内樹脂35を落下させてキャビティ31a(被供給部)へ供給していく。
(もっと読む)
射出成形機
【課題】長尺の部品が組み付けられるエンドプレートの設置位置をより柔軟に設定可能な射出成形機を提供すること。
【解決手段】竪型射出成形機100は、型締用ボールねじ機構50が組み付けられるエンドプレート12と、上端が可動プラテン11に結合され下端がエンドプレート12に結合されるタイバー13a〜13bとを備える。エンドプレート12は、エンドプレート12の剛性を補強する補強部12xを含み、補強部12xは、エンドプレート12に対して脱着可能である。
(もっと読む)
自動給脂方法及び給脂装置
【課題】電動射出成形機の被給脂箇所に、定量バルブを使用して給脂するとき、グリス圧送ポンプの無駄な稼働を防止できる、自動給脂方法を提供する。
【解決手段】設定時間グリス圧送ポンプ(41)が稼働している間に、吐出されるグリスの圧力により前回蓄積されている所定量のグリスが被給脂箇所(U、U、…)に給脂され、前記グリス圧送ポンプが停止しグリスの圧力がなくなると、次回吐出される所定量のグリスが蓄積されるようになっている定量バルブ(50。50、…)を使用して電動射出成形機の被給脂箇所に給脂するとき、前記設定時間を周囲温度に合わせて夏期は短く、冬期は長くする。
(もっと読む)
電動射出成形機の停電時の運転方法、および電動射出成形機
【課題】停電時に、電動射出成形機のサーボアンプに電力を供給して適切な状態で停止して金型を保護できる電動射出成形機の運転方法を提供する。
【解決手段】電動射出成形機1において、交流電圧を直流電圧に変換する交流直流変換器2の直流回路(P、N)側に、直流電圧を電力として貯蔵すると共に貯蔵した電力を直流回路に供給できる、電力貯蔵装置3を備える。正常時は、電力貯蔵装置3に所定の電力を貯蔵する。型閉工程中、型開工程中、または突出工程中において、交流電圧の異常を検出すると、電力貯蔵装置3から直流電圧を供給してこれらの工程を完了させ、その後電動射出成形機1を停止する。
(もっと読む)
射出成形機の設定データ管理方法
【課題】一般オペレータの知識不足やミス等により一部の成形条件に無用な変更が行われる不具合を回避し、成形不良の発生や稼動停止等のトラブルを防止する。
【解決手段】成形機コントローラに登録された成形条件に係わる複数の設定データを管理するに際し、登録された複数の設定データを表示した設定画面に対して、所定のパスワードが認証されることを条件に、複数の設定データの変更を許可し、かつ複数の設定データに対して、パスワードの認証を必要としない変更を可能にする個々の設定データに対応する設定項目(制限解除項目)の設定を許可するとともに、制限解除項目を設定画面(制限設定画面)により表示した際は、制限解除項目の変更のみを可能にする制限設定モードを設ける。
(もっと読む)
射出成形による樹脂成形歯車の製造方法
【課題】収縮による歯車精度の悪化を伴うことなく、歯部への加圧状態を維持することが可能となる射出成形による樹脂成形歯車の製造方法を提供する。
【解決手段】リムの外周面に形成された歯部と、リムの内周面に延在するウェブと、ウェブの少なくとも一部に接合し中心軸の心部に形成されたボスに配設されたゲート部と、
を有する樹脂成形歯車を、射出成形によって一体成形する樹脂成形歯車の製造方法であって、
合成樹脂として溶融温度がTm℃の合成樹脂を用い、樹脂成形歯車を形成する金型のキャビティ内に、溶融温度Tm℃のもとで溶融した樹脂を射出充填する工程と、
ゲート部の固化時に、ウェブの肉厚中心温度T1を(Tm−20)℃以上、(Tm+20)℃以下で、歯部の表面温度T2を(T1−50)℃以下とする工程と、
キャビティ内の成形品表面温度がTm℃以下になるように冷却する工程と、を有する構成とする。
(もっと読む)
射出装置
【課題】簡単な構成で潤滑剤の供給を可能とした射出装置を提供する。
【解決手段】筒状に形成されて一方側にスクリュ31が接続されると共に他方側に射出モータ43に接続されたボールねじ46が接続され、外周に第1のスプライン49が設けられた回転摺動部材40と、回転摺動部材40を囲繞するよう配設されており計量モータ42に配設された第2のスプライン47が第1のスプライン49とスプライン係合することにより回転摺動部材40を回転させる計量モータ42とを有する射出装置であって、回転摺動部材40は、潤滑剤61を当該回転摺動部材40の内側から第1及び第2のスプライン49,47の係合位置に供給する貫通孔61を有する。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、プランジャ5と、シリンダ装置7と、駆動装置52と、リンク機構56とを有する。プランジャ5は、キャビティ105に成形材料を押し出し可能である。シリンダ装置7は、プランジャ5と連結されたピストンロッド25を有する。駆動装置52は、被駆動部(ナット65)を有し、ナット65をピストンロッド25に交差する方向において駆動可能である。リンク機構56は、ナット65の前記交差する方向における運動をピストンロッド25に平行な方向の運動に変換してピストンロッド25に伝達可能である。
(もっと読む)
1 - 20 / 597
[ Back to top ]