
Fターム[4F206JW31]の内容
プラスチック等の射出成形 (77,100) | 成形品の後処理、後加工 (1,033) | 化学的処理 (118)
Fターム[4F206JW31]に分類される特許
21 - 40 / 118
成形品の製造方法
【課題】溶融樹脂に対する高圧二酸化炭素の溶解度により制限されることなく、所望の量の溶解材料を溶融樹脂に溶解でき、工業化に適した成形品の製造方法を提供する。
【解決手段】成形品の製造方法であって、溶融樹脂を成形して成形品を製造する成形品の製造方法において、高圧二酸化炭素およびそれに溶解させた溶解材料を溶融樹脂に供給することと、高圧二酸化炭素および溶解材料が供給された溶融樹脂を混錬することと、混錬された溶融樹脂から高圧二酸化炭素を排気することを含み、溶融材料を飽和濃度で溶解させた高圧二酸化炭素と、他の二酸化炭素とを混合して、溶解材料を未飽和濃度で溶解させた高圧二酸化炭素を生成し、溶融樹脂に供給する。
(もっと読む)
成形品の製造方法

【課題】溶融樹脂に対する高圧二酸化炭素の溶解度により制限されることなく、所望の量の溶解材料を溶融樹脂に溶解でき、工業化に適した成形品の製造方法を提供する。
【解決手段】溶融樹脂を成形して成形品を製造する成形品の製造方法において、高圧二酸化炭素およびそれに溶解させた溶解材料を溶融樹脂に供給することと、高圧二酸化炭素および溶解材料が供給された溶融樹脂を混錬することと、混錬された溶融樹脂から高圧二酸化炭素を排気することと、を含むことにより、溶融樹脂における高圧二酸化炭素の濃度を制御しつつ、混錬された溶融樹脂中の溶解材料の濃度を上げる成形品の製造方法であって、混錬において、溶融樹脂をスクリュを供えるシリンダ内に収容して、スクリュを正転および逆転させる。
(もっと読む)
漆器用の混合樹脂材料
【課題】 射出成形に際しての成形サイクルの高速化を実現しながら、耐熱性および機械強度の確保に有利な高度の結晶化状態を実現することができる漆器用の混合樹脂材料を提供する。
【解決手段】 難結晶性樹脂であるPET樹脂と、易結晶性樹脂であるPBT樹脂と、結晶化核剤とを所定の配合割合に混合することによって、PET樹脂の結晶化温度を引き下げる。PET樹脂の結晶化は金型内で実施し、PBT樹脂の結晶化は、離型後に多数個を取りまとめて所定温度の加熱炉等内において一挙に実施する。
(もっと読む)
吸液性樹脂及び吸液性樹脂成形体の製造方法
【課題】従来の吸液性樹脂は、成形体の吸液力が低下することや、吸液後にゲルが離脱してしまう。また、安全性や取り扱い性が悪い等の問題がある。さらに、成形できる形状がシート状や繊維状のみに限られる。
【解決手段】下記重合体(A)を含んでなる吸液性樹脂であって、160℃で剪断速度100sec-1における溶融粘度が100〜100,000Pa・sであり、かつイオン交換水に対する吸液量が10〜1,000g/gである吸液性樹脂、及びこれを使用した吸液性樹脂成形体の製造方法。
重合体(A):構成単位(a)を(A)の重量を基準として20〜100重量%含有してなり、(A)のオニウムカチオン置換率が30〜100モル%である重合体。
(もっと読む)
コネクタの製造方法
【課題】Oリング溝を有するコネクタを容易に一体成形する。
【解決手段】第1、第2接続部202の外形に対応する成形部501、502を有する第1成形型50と、挿入穴203aに対応する円柱形状を有し、成形部501、502に挿入される第2成形型51と、Oリング溝201aに対応する環状の形状を有し、第2成形型51が挿入された状態で成形部501、502に挿入される中子53とを用いて、第1、第2接続部202を樹脂で一体成形する成形工程と、成形工程の後に行われ、第1、第2接続部202を中子53とともに第1、第2成形型51から取り出す型開工程と、型開工程の後に行われ、第1接続部201内の中子53を溶剤によって溶解する溶解工程とを備える。
(もっと読む)
3次元成形回路部品の製造方法
【課題】枠型の基体の上側表面、下側表面、及び内壁の面に跨る導電性回路と、この基体の外壁の全表面に亘たるシールド層とを同時に形成する。
【解決手段】絶縁材からなる枠型の基体1の表面に導電性回路2となる部分及びシールド層3となる部分を残して被覆材6を射出成形し、触媒付与後に、この被覆材を溶出除去する。被覆材6で覆われていなかった部分に、無電解めっきを選択的に行なう。導電性回路2となる部分は、基体1の周囲壁12の上側表面12a、下側表面12b、及び内壁面12cに金型の内側面を当接させて、被覆材6で覆われないようにして形成する。シールド層3は、基体1の外壁面12dの全表面に金型の内側面を当接させて、被覆材6で覆われないようにして形成する。
(もっと読む)
成形回路部品の製造方法
【課題】基体の表面に選択的にめっきして形成する導電性回路に閉じた回路が含まれる場合に、この閉じた回路の内側に被覆材を射出成形するために、別途金型に湯道を設けることを回避でする。
【解決手段】基体1の内部に、閉じた回路21,22の内側表面12と外側表面とにそれぞれ相互に連通する通路16を設ける。このような通路16を基体1の内部に設けることによって、閉じた回路の外側部分11等、または内側部分12のいずれかに被覆材3を射出成形すれば、この通路を経由して閉じた回路の内外側部分のいずれにも被覆材が充填されるため、閉じた回路の内側部分に通じる湯道を、別途金型に設ける必要が回避できる。
(もっと読む)
成形品の製造方法、及び熱交換用膜エレメント
【課題】フィルムの大きさを問わず、該フィルムを単独で枠体に貼設(一体成形)できる技術を確立する。
【解決手段】樹脂製枠体にフィルムを貼設した成形品は、1)フィルムを溶剤可溶性又は溶剤崩壊性の補強層で補強し、2)射出成形金型に前記補強されたフィルムを挿入し、3)前記金型に樹脂を供給して枠体を射出成形しつつ前記補強されたフィルムに貼り付け、4)得られた射出成形体を溶剤で処理して前記補強層を除去する方法によって製造する。前記フィルムは、延伸多孔質ポリテトラフルオロエチレンフィルムが好ましく、透湿性樹脂が前記延伸多孔質ポリテトラフルオロエチレンフィルムと複合化されているのが好ましい。
(もっと読む)
部分遮光性板材及び透光表示体
【課題】遮光部に電気メッキを施すことができる部分遮光性板材と、遮光部aが電気メッキされた透光表示体を提供する。
【解決手段】板厚み方向に光を透過させる、透光性樹脂よりなる透光部と、少なくとも一方の板面側が遮光性樹脂よりなり、板厚み方向に非透光性となっている遮光部とを有した部分遮光性板材であって少なくとも一部の透光部は、板面において閉環形に延在する閉環形状となっており、閉環形の透光部の内側の遮光部及び外側の遮光部を構成する遮光性樹脂同士が、該透光部を横断し且つ該部分遮光性板材の他方の板面から突出した遮光性樹脂よりなる橋絡部cによって連続したものとなっている部分遮光性板材。該遮光性樹脂が導電性遮光性樹脂4よりなる。
(もっと読む)
配線パターンが形成されたプラスチック成形体の製造方法および配線パターンが形成されたプラスチック成形体
【課題】プラスチック成形体に対して、プラスチック成形体に密着し且つプラスチック成形体との接触面が平滑な配線パターンを形成する製造方法およびプラスチック成形体を得る。
【解決手段】本発明の製造方法は、表面部2に金属元素含有微粒子3を分散させたプラスチック成形体1を用意することと(図1(A))、プラスチック成形体1についての配線パターン4の輪郭の領域に対してレーザ光10などの電磁波を照射して、電磁波が照射された表面部2または表面部2に分散した金属元素含有微粒子3を選択的に除去することと(図1(B))、除去処理後のプラスチック成形体1を、アルコールを含む無電解めっき液に常圧下で浸漬して、配線パターン4の形状に無電解めっき膜を形成することとを含む(図1(C))。
(もっと読む)
金属膜を有する樹脂成形品の製造方法
【課題】常圧の無電解めっき液を用いた安価な処理により、樹脂成形品の材料などにかかわらず汎用的に、高い密着性を有する金属膜を樹脂成形品に形成できる製造方法を得る。
【解決手段】少なくとも一方の表面が、金属微粒子を分散させたポリアミド系樹脂から形成されている樹脂シート10を、樹脂成形品5を成形する金型73内に、ポリアミド系樹脂が金型73と接した状態で設置することと(S1)、樹脂シート10が設置された金型73内に溶融樹脂を充填して、樹脂シート10と溶融樹脂とが一体化してなる樹脂成形品5を成形することと(S2)、アルコールを含有した無電解めっき液に樹脂成形品5を常圧下で浸漬させることと(S3)を含む製造方法が提供される。
(もっと読む)
インサート樹脂成形品およびその製造方法
【課題】金属製のインサート部材と樹脂成形部との境界面に硫黄を含有する接着層を備える密着性の高いインサート樹脂成形品および該製品を製造する方法を提供する。また、該成形品を備える電池の提供を他の目的とする。
【解決手段】本発明により提供される金属製のインサート部材64と熱可塑性樹脂から成る樹脂成形部70との境界面に、硫黄原子を含む成分を含有する接着剤から形成された接着層90を備えるインサート樹脂成形品の製造方法は、上記インサート部材64と上記樹脂成形部70との境界面に上記接着層90が形成されたインサート成形体を用意し、該成形体を所定の時間加熱することにより該接着層90中の遊離硫黄と該樹脂成形部70を構成する熱可塑性樹脂とを結合させて、加熱前よりも該接着層90中の遊離硫黄を減少させることを特徴とする。
(もっと読む)
プラスチックメッキ体の製造方法及びプラスチックメッキ体
【課題】簡単な工程で、表面平滑性を良好とし、メッキ密着強度が高く、耐熱性の良好なPAS樹脂のプラスチックメッキ体及びその製造方法の提供。
【解決手段】ポリアリーレンスルフィド(A)と、アミド基及び/又はイミド基を有するポリマー(B)と、を含む樹脂組成物からなるプラスチック成形体に、5〜35MPaの範囲にある高圧二酸化炭素を接触させる工程を用いてメッキを施すことを特徴とするプラスチックメッキ体の製造方法;該製造方法により得られるプラスチックメッキ体。
(もっと読む)
光学素子の製造方法、光学素子及び光ピックアップ装置。
【課題】耐環境性を向上させることのできる光学素子の製造方法、光学素子及び光ピックアップ装置を提供すること。
【解決手段】ブルー用光ピックアップ装置に用いられる対物レンズの製造方法は、酸化防止剤を1〜5wt%含有する熱可塑性樹脂製の成形部50を成形する成形工程と、成形部50の表面に対してフッ素化処理を行うフッ素化工程とを備える。
(もっと読む)
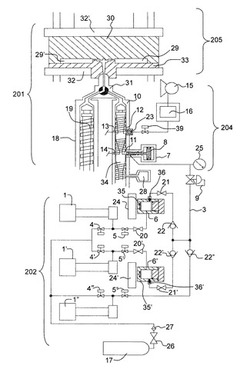
成形品の製造方法および製造装置
【課題】高圧二酸化炭素の圧力および温度の変動に影響されることなく、高圧二酸化炭素に溶解する金属錯体などの溶解材料を安定した量で樹脂内へ供給でき、量産に適した成形品を改質する成形方法および成形装置を提供する。
【解決手段】溶融樹脂を用いて成形品を製造する成形品の製造方法において、高圧二酸化炭素に溶解する溶解材料を、高圧二酸化炭素に過飽和となる量で溶解させて、溶解材料が飽和濃度で溶解した高圧二酸化炭素を生成することと、溶解材料が飽和濃度で溶解した高圧二酸化炭素に、さらに追加の高圧二酸化炭素を混合させて、溶解材料が未飽和濃度で溶解した高圧二酸化炭素を生成することと、溶解材料が未飽和濃度で溶解した高圧二酸化炭素を上記溶融樹脂へ供給することと、を含む成形品の製造方法が提供される。
(もっと読む)
成形品の製造方法
【課題】溶融樹脂に対する高圧二酸化炭素の溶解度により制限されることなく、所望の量の溶解材料を溶融樹脂に溶解でき、工業化に適した成形品の製造方法を提供する。
【解決手段】溶融樹脂を成形して成形品を製造する成形品の製造方法において、高圧二酸化炭素およびそれに溶解させた溶解材料を溶融樹脂に供給することと、高圧二酸化炭素および溶解材料が供給された溶融樹脂を混錬することと、混錬された溶融樹脂から高圧二酸化炭素を排気することと、を含むことにより、溶融樹脂における高圧二酸化炭素の濃度を制御しつつ、混錬された溶融樹脂中の溶解材料の濃度を上げる成形品の製造方法が提供される。
(もっと読む)
めっき面を有する複合成形体とその製造方法
【課題】 多色射出成形等により得られた複合成形体の樹脂部分がめっきされており、めっきに起因する損傷がない複合成形体とその製造方法の提供。
【解決手段】 熱可塑性樹脂を含む熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマーからなる成形体を有する、多色射出成形等により得られた複合成形体であって、前記熱可塑性樹脂組成物からなる成形体の露出面が、クロム酸浴によるエッチングを使用しないめっき法でめっきされているものである、めっき面を有する複合成形体。
(もっと読む)
熱可塑性樹脂組成物、成形品及びメッキ成形品
【課題】エンジニアリングプラスチック樹脂の特徴やABS樹脂の良好なメッキ性が損なわれることなく、その流動性(成形加工性)が改良される熱可塑性樹脂組成物を提供する。
【解決手段】特定のゴム質含有グラフト共重合体(A)、芳香族ビニル系単量体単位及びシアン化ビニル系単量体単位を含むビニル共重合体(B)、特定の共重合体(C)、及び、エンジニアリングプラスチック(D)とからなり、それらを特定量含有する熱可塑性樹脂組成物。
(もっと読む)
加飾表面を備えた加工品の製造方法
【課題】本発明の目的は、写真等の転写技術や特殊な塗料を必要とせず、フィルム等の貼り合わせを不要とした加飾表面を備えた加工品の製造方法を提供する。
【解決手段】本発明は、加飾表面を備えた加工品の製造方法であり、基材に絞を形成する絞付き基材の形成工程10と、絞付き基材の形成工程で形成された基材を脱脂する脱脂工程と20、脱脂工程の後で、第1の塗料を塗布する第1中塗り工程30と、第1中塗り工程の後で、半乾燥した状態で、第2の塗料を塗布する第2中塗り工程50と、第2中塗り工程の後で、乾燥させる乾燥工程60と、乾燥工程の後で、塗布面を研磨する研磨工程70と、研磨工程の後で、漆により仕上げ層を形成する仕上げ塗布工程80と、仕上げ塗布工程の後で、漆に紫外線を照射する工程90と、を備えた。
(もっと読む)
ランプ反射鏡
【課題】BMC材料中にガラス中空体を添加することで、BMC成形体の特性を保持しかつ軽量化できるランプ反射鏡の提供。
【解決手段】不飽和ポリエステル樹脂を主成分とするマトリックス樹脂に少なくとも補強材であるガラス繊維を無機充填材として添加混練したBMC材料を射出成形することで形成したBMC成形体を基体とするランプ反射鏡であって、BMC材料中に無機充填材としてガラス中空体を添加し、BMC成形体20の肉厚を1,5mm以上にすることで、射出成形の際、ガラス中空体の耐圧強度以上に射出剪断圧力が上昇せず、ガラス中空体が潰れて欠肉不良が発生したり十分な軽量化が達成できないとか、剛性が低下するといった問題が解消される。
(もっと読む)
21 - 40 / 118
[ Back to top ]