
Fターム[4F206JW31]の内容
プラスチック等の射出成形 (77,100) | 成形品の後処理、後加工 (1,033) | 化学的処理 (118)
Fターム[4F206JW31]に分類される特許
41 - 60 / 118
耐湿性軽量樹脂成形体の製造方法
【課題】水中または高湿環境下においても使用可能な高外観な耐湿性軽量成形体の製造方法を提供すること。
【解決手段】二段圧縮スクリュを有する射出成形機を用いて、熱可塑性樹脂100重量部と有機系発泡剤のみからなる化学発泡剤0.001〜0.5重量部とを含む熱可塑性樹脂組成物を溶融し、該溶融状態の熱可塑性樹脂組成物に物理発泡剤を射出成形機のシリンダ途中から供給し、射出発泡成形することを特徴とする耐湿性軽量樹脂成形体の製造方法。
(もっと読む)
樹脂成形品の製造方法及び成形型並びに外観部材
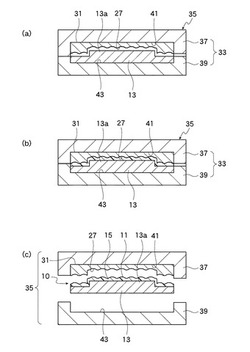
【課題】多数の樹脂成形品に同一の表面形状を容易に形成することができ、しかも、製造が容易な樹脂成形品の製造方法を提供する。
【解決手段】電鋳により転写された母型17の表面形状の転写面27を型面に備えた成形型35を用い、転写面27に樹脂成形材料を接触させて成形することにより樹脂成形品10を製造する方法であり、転写面27がHv300以上500未満の硬度を有する金属からなり、この転写面27により強化材料を含有する樹脂成形材料を成形する。
(もっと読む)
プラスチック射出成形体を含む複合材料の製造方法およびプラスチック製品

【課題】プラスチックの種類を選ぶことなく多孔質化し、表面粗さが良好でかつ密着力の高いメッキ膜等の金属膜を形成することができるプラスチック射出成形体を含む複合材料の製造方法等を提供する。
【解決手段】プラスチック射出成形体100を含む複合材料の製造方法であって、上記プラスチック射出成形体100の表面に、抽出剤を含む抽出剤含有層401を形成し、高圧二酸化炭素を上記抽出剤含有層401に接触させて、上記抽出剤含有層401から上記抽出剤を除去することとを含み、上記抽出剤含有層401を多孔質化することを特徴とするプラスチック射出成形体100を含む複合材料の製造方法が提供される。
(もっと読む)
ハウジング、ハウジングの製作方法、及びこれを用いた電子装置
【課題】構造が簡単であって、体積が小さく、内部にアンテナが設置されたハウジングを提供し、また、ハウジングの製作方法及びこれを用いた電子装置を提供する。
【解決手段】本発明のハウジングは、基体層及び前記基体層に設置されたアンテナを備え、前記アンテナは、電気めっき法によって前記基体層に形成された金属層である。
(もっと読む)
導通端子を備えた導電性樹脂成形品の製造方法
【課題】外観品位を損なうことなく、導電性樹脂成形品の表面に、十分な密着性および導通性を備えた導通端子を形成可能な導通端子を備えた導電性樹脂成形品の製造方法を提案すること。
【解決手段】二色成形により、絶縁性の本体部分2の内部に導電性フィラーであるニッケルが分散混合された合成樹脂を用いて各配線パターン部3〜5を一体形成し、本体部分2の端面2aから露出している各配線パターン部3〜5の端面に、ダイレクト蒸着法によりニッケル薄膜を形成し、これらを導通端子6〜8として用いる。外観品位を損なうことなく、密着性および導通性が確保された導通端子を備えた導通部品1を得ることができる。
(もっと読む)
成形金型の加熱システム及び加熱方法並びに樹脂成形品の製造方法
【課題】ウエルドラインのない樹脂成形品を、より短い成形サイクルで低コストに成形可能とする成形金型の加熱技術を提供する。
【解決手段】成形金型20が型開きしたときから、第一の制御手段62による加熱手段52の加熱制御により、合流キャビティ面部分の温度を第一の設定温度に向かって昇温させ、合流キャビティ面部分の温度が第二の設定温度となったときから、第一の制御手段62に代わって、第二の制御手段64による加熱手段52の加熱制御により、合流キャビティ面部分の温度を第二の設定温度に保温し、更に、成形キャビティ内への溶融樹脂の充填の完了後に、第二の制御手段64に代わる、第三の制御手段66による加熱手段52の加熱制御により、合流キャビティ面部分を第三の設定温度にまで降温させるようにした。
(もっと読む)
ポリブチレンテレフタレート樹脂組成物
【課題】冷熱サイクル環境での高度な耐久性等の性能と、付加反応型シリコーンゴムとの接着性を両立させたポリブチレンテレフタレート樹脂組成物を提供する。
【解決手段】(A)ポリブチレンテレフタレート樹脂100重量部に対し、(B)スチレン成分が40重量%以下であるスチレン系熱可塑性エラストマー5〜30重量部、(C)ガラス繊維20〜100重量部を配合してなる、付加反応型シリコーンゴムとの接着性に優れたポリブチレンテレフタレート樹脂組成物。
(もっと読む)
ポリブチレンテレフタレート樹脂組成物
【課題】冷熱サイクル環境での高度な耐久性等の性能と、シリコーンゴムとの接着性を両立させたポリブチレンテレフタレート樹脂組成物を提供する。
【解決手段】(A)ポリブチレンテレフタレート樹脂100重量部に対し、(B)コア層がアクリル系ゴムで構成されており、平均粒子径が2μm以上であるコアシェル型ポリマー5〜30重量部、(C)ガラス繊維20〜100重量部を配合してなる、シリコーンゴムとの接着性に優れたポリブチレンテレフタレート樹脂組成物。
(もっと読む)
成膜成形品およびその製造方法
【課題】基材2の表面に施される成膜面3を、歪補正がなされて転写性がよい凸面鏡1を形成する。
【解決手段】型合わせされた第一、第二金型5、6で基材2を射出成形した後、該基材2の表面に成膜装置7によって成膜面3を施した後、射出用型面5aに基材2を型入れした状態で第二金型6に設けた子金型6bを突出させて基材2の裏面を加圧することで高密度化し、これによって反射面となる成膜面2を、歪補正が成されて転写性が良い凸面鏡1を製造するようにした。
(もっと読む)
射出成形品の除電方法及び射出成形方法並びに射出成形装置
【課題】静電気による塵埃等の異物の吸着が確実に防止され得る射出成形品の除電技術を提供する。
【解決手段】射出成形用金型16の複数の分割型26,28が型開きされた後において、射出成形品10が、未だ成形キャビティ32内に位置せしめられている状態から、複数の分割型26,28同士の間に突き出された状態を経て、複数の分割型26,28同士の間より外部に取り出されるまでの間にかけて、かかる射出成形品10に対してイオンを継続的に照射することにより、射出成形品10の除電処理を行うように構成した。
(もっと読む)
生分解性樹脂成形品およびその製造方法
【課題】簡単な構造で断熱効果を実現しつつ環境の悪化を回避することができる生分解性樹脂成形品およびその製造方法を提供する。
【解決手段】生分解性樹脂成型品14では、本体21の表面は断熱材22で被覆される。簡単な構造で断熱効果が実現される。しかも、接着剤23は例えば加熱処理で溶融する。本体21の表面から断熱材22は容易に引き剥がされる。加えて、生分解性樹脂材料から形成される本体21は例えば土の中で容易に分解される。廃棄物の発生は防止される。その他、例えばサーマルリサイクルにあたって、本体の焼却時に石油系樹脂材料の焼却時に比べて二酸化炭素の排出量は半分程度に抑制される。環境の悪化は回避される。
(もっと読む)
プラスチック成形体の表面改質方法、それを含む金属膜の形成方法およびプラスチック部品
【課題】プラスチック成形体が複雑な3次元形状のものであったとしても、良好なアンカリング効果の得られる表面粗化が可能な表面改質方法、それを含む金属膜の形成方法およびプラスチック部品を提供する。
【解決手段】表面改質方法は、プラスチックを溶融して成形金型へ射出することにより形成されるプラスチック成形体2の表面改質方法であって、溶融プラスチック120に、フッ素化合物が溶解した高圧二酸化炭素を接触させるステップと、高圧二酸化炭素が接触した溶融プラスチック120を成形金型101へ射出して成形するステップと、この成形ステップで得られたプラスチック成形体2の表面部に含浸しているフッ素化合物を高圧二酸化炭素で溶解して、プラスチック成形体2の表面部からフッ素化合物を除去するステップと、を含む。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】自動車用内装部品並びにその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の端末処理作業を簡素化する。
【解決手段】ドアトリム本体20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される補強機能を有する樹脂リブ22と、発泡樹脂基材21の表面に積層される加飾材23とから構成する。そして、発泡樹脂基材21と加飾材23を接着するためのホットメルトシート24を加飾材23側に予めラミネートしておき、成形上下型41,42の型締めにより、加熱軟化処理した発泡樹脂シートSを絞り成形して発泡樹脂基材21を所要形状に成形するとともに、加飾材23と一体化する。その後、ドアトリム本体20を脱型して、加飾材23の巻込みシロ26裏面側のホットメルトシート24Aを加熱溶融させて巻込みシロ26を発泡樹脂基材21の裏面側に巻込み処理することにより、端末処理作業を簡素化する。
(もっと読む)
樹脂成形品
【課題】透明性、機械特性、表面特性に優れたバイオマス資源を原料として使用されたポリカーボネート樹脂からなる樹脂成形品を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位からなり、250℃におけるキャピラリーレオメータで測定した溶融粘度が、シェアレート600secー1の条件下で0.2×103〜4.0×103Pa・sの範囲にあるポリカーボネート樹脂(A成分)を、シリンダー温度220〜270℃の範囲で射出成形して得られる、JIS K7105に従って測定された厚み1mmの平滑平板状成形品における全光線透過率が75%以上であることを特徴とする樹脂成形品。
【化1】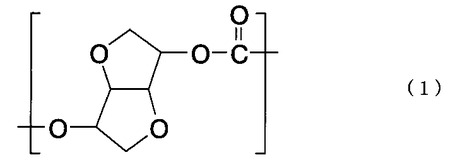 (もっと読む)
(もっと読む)
成形体、めっき部品及びめっき部品の製造方法
【課題】 特定の個数平均径の凹部を有し、かつ、特定の凹部の壁間距離の平均値である表面を有することから優れためっき特性を有するポリフェニレンスルフィド樹脂組成物からなる成形体及びめっき皮膜面の鏡面性とめっき皮膜密着性に優れるめっき部品を提供する。
【解決手段】 ポリフェニレンスルフィド樹脂組成物よりなり、電子顕微鏡観察による測定により個数平均径0.1〜5μmの凹部を有し、かつ、凹部の壁間距離の平均値0.1〜5μmである、表面を有する成形体、及び、該成形体の少なくとも一部の表面に金属めっき皮膜を有しためっき部品。
(もっと読む)
射出成形体の製造装置、燈体の製造装置および燈体
【課題】一の半製品を二種類の材料で構成することができる射出成形体の製造装置、手間をかけずに遮光領域を有した燈体を製造することができる燈体の製造装置、および遮光領域を確実に確保することができる燈体を提供する。
【解決手段】レンズ部を射出成形するための成形用金型56と、ハウジングを射出成形するための成形用金型57と、を備え、レンズ部とハウジングとを一次射出によりそれぞれ成形し、成形されたレンズ部とハウジングとを突き合わせた後、その突き合わせ部に二次射出して一体化成形可能に構成された燈体の製造装置50において、成形用金型56に、レンズ部の一部に凹陥部を形成して一次射出するとともに、凹陥部に遮光性材料を二次射出可能に構成された移動金型装置14が備えられている。
(もっと読む)
注入ガン
【課題】塗料を循環させつつ、この塗料とエアとを選択的に吐出できる注入ガンを提供すること。
【解決手段】注入ガン60は、塗料およびエアを選択的に吐出する。具体的には、この注入ガン60は、円筒状のガン本体61と、このガン本体61の内部に摺動可能に設けられた円筒状の塗料シャフト62と、この塗料シャフト62の内部に摺動可能に設けられたエアシャフト63と、を備え、ガン本体61には、塗料が流通する塗料供給路611および塗料排出路612が貫通して形成され、ガン本体61および塗料シャフト62には、それぞれ、エアが流通するエア供給路614およびエア供給路622が貫通して形成され、塗料シャフト62の外周面には、塗料シャフト62の先端がガン本体61の先端まで前進した状態で、塗料供給路611の貫通位置から塗料排出路612の貫通位置に至る凹部623が形成されている。
(もっと読む)
樹脂メッキ製品とその製造方法
【課題】射出成形と浸漬メッキ処理により、短時間に金属メッキ樹脂を製造できる。
【解決手段】金属メッキ可能なABS樹脂1と金属メッキ不可能なメタクリル樹脂2を射出成形により成形し一体化樹脂3とする。この一体化樹脂3を金属メッキ溶液に一体的に浸漬しABS樹脂1の露出表面のみを金属メッキしてメッキ層4を形成する。金属メッキ後にメッキ済み一体化樹脂5のメタクリル樹脂2の露出表面のみにエラストマー樹脂6を射出成形により成形した樹脂メッキ製品7を製造する。
(もっと読む)
成形成膜装置
【課題】成形型部4を挟んで一対の成膜型部5、6が設けられた固定金型2を用いて成形体の成形工程と成形された成形体に成膜10を施す成膜工程とを同時的に行う場合に、成膜型部5、6内を真空にする真空ポンプ12を一つにする。
【解決手段】真空ポンプ12を、成膜型部5、6の中央位置に配すると共に、真空ポンプ12から成膜型部5、6に至る配管を分岐した等長のものとし、かつ分岐配管に設けられる開閉バルブ14を成膜型部5、6に近接配置した状態で、該真空ポンプ12を装置下方に設けたスペースSに配する。
(もっと読む)
加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】木質感がよりリアルに表現された加飾樹脂成形品と、その有利な製造技術を提供する。
【解決手段】本木材の表面の微細な溝状凹部に対応する突条30が設けられた第一のキャビティ面50を有する第一の型34と第二の型36との間に形成される成形キャビティ内に、本木材と同様な色を有する溶融樹脂材料を射出して、第一のキャビティ面50にて形成される意匠面12にウエルドライン18やフローマークを発生させつつ、溶融樹脂材料を成形キャビティ内に充填した後、固化せしめることにより、意匠面12に、ウエルドライン18やフローマークからなる木目模様14を形成すると共に、前記第一のキャビティ面50の突条30に対応した凹部16を形成して、木質感を表現する加飾が施された樹脂成形品10を成形するようにした。
(もっと読む)
41 - 60 / 118
[ Back to top ]