
Fターム[4F207AA03]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリオレフィン (956)
Fターム[4F207AA03]の下位に属するFターム
ポリエチレン系 (367)
ポリプロピレン系 (246)
C4以上のポリマー系(←ノルボルネン、ブテン) (147)
Fターム[4F207AA03]に分類される特許
41 - 60 / 196
酸変性重合体含有の溶融延展物製造用エラストマー組成物およびフィルム
【課題】 耐熱性、伸びおよびモジュラスのバランスが優れ、かつ、溶融延展性の優れたポリウレタンとの接着性が良好なエラストマー組成物を提供する。
【解決手段】 芳香族ビニル単量体単位および共役ジエン単量体単位を主要構成単位として含有する特定のブロック重合体Cを100重量部、軟化剤Dを50〜200重量部、分子量分布が1〜3である特定のエチレン・α−オレフィン共重合体Eを10〜300重量部、分子量分布が1〜3である特定のプロピレン重合体Fを210〜1000重量部、酸変性されたポリオレフィンHを50〜200重量部含有する溶融延展物製造用エラストマー組成物。
(もっと読む)
パイプの製造に用いられる中空プロファイル
螺旋状二重壁熱可塑性パイプを製造するために用いられる中空プロファイル(1)であって、実質的に矩形の断面を有し、2つの側壁(5)と外壁(3)と内壁(4)が前記プロファイル内で空洞(2)を制限する。この中空プロファイルでは、パイプの内壁(4)を形成するための壁が、パイプの外壁(3)を形成するための中空プロファイルの壁(3)よりも厚くなっている。中空プロファイルの肉厚壁(4)に隣接する縁部の丸み内径(7)が、空洞(6)の他の2つの縁部の丸み径(6)よりも大幅に大きくなっており、肉厚壁(4)の内面が、プロファイルの空洞において、パイプの内側を形成するプロファイルの側で、少なくとも実質的にプロファイルの全長にわたってプロファイルの長手方向に延びるリブ(8)を備えている。 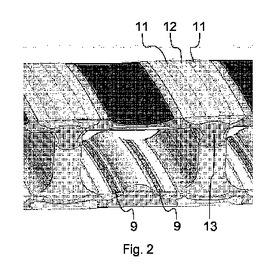 (もっと読む)
(もっと読む)
共押出し成形ダイ及びシステム、共押出し成形された物品を作製する方法、並びにそれによって作製される共押出し成形された物品
第1の溶融高分子材料及び第2の溶融高分子材料を共押出し成形するための押出し成形ダイ(20)及び方法。本ダイは、第1のダイ部分(20)と、第2のダイ部分と、第1のダイ部分及び第2のダイ部分を分離するシムとを含む。シムは、第1の側と、第2の側とを有し、シムの第1の側は、第1のダイ部分の境界を形成し、かつ第1のダイ空洞(38)を画定し、シムの第2の側は、第2のダイ部分の境界を形成し、かつ第2のダイ空洞(40)を画定する。複数個の第1及び第2の押出し開口部を有する分注縁部(36)が提供され、複数個の第1の供給チャネルが、第1のダイ空洞を分注縁部に沿った第1の押出し開口部に接続し、複数個の第2の供給チャネルが、第2のダイ空洞を分注縁部に沿った第2の押出し開口部に接続する。第1及び第2の押出し開口部は、第2の押出し開口部の部分間に配置される第1の押出し開口部の部分を有する界面域を提供するように、分注縁部に沿って配設される。本ダイは、多層物品を作製するための押出し成形システム及び方法において使用される。 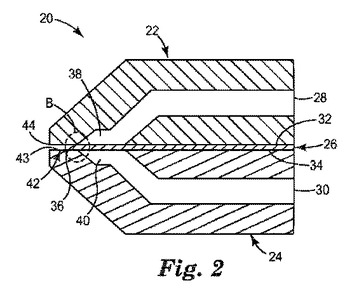 (もっと読む)
(もっと読む)
樹脂組成物の製造方法
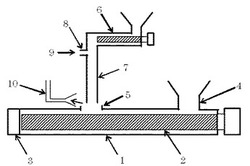
【課題】押出機の上流部から熱可塑性樹脂を押出機内に供給し、副原料供給用シュートを通して押出機の途中から固体状副原料を押出機内に供給し、熱可塑性樹脂と固体状副原料とを混練して樹脂組成物を製造する方法であって、副原料供給用シュートの閉塞が低減した製造方法を提供する。
【解決手段】連続混練押出機の上流側供給口から該押出機内に熱可塑性樹脂を供給し、該押出機の下流側供給口から該押出機内に固体状副原料を供給して該熱可塑性樹脂と該副原料とを該押出機内で混練して押し出す樹脂組成物の製造方法であって、該下流側供給口5をスクリュの直上に開口して設け、副原料供給用シュート7を、該シュート7の出口が該下流側供給口5の上方に位置し且つ該下流側供給口5と非連結となるように設け、該シュート7を通して該下流側供給口5に固体状副原料を供給し、該シュート7の出口周辺の空気を吸引する樹脂組成物の製造方法。
(もっと読む)
絶縁電線

【課題】従来と同等の耐熱性と絶縁被覆厚さとを有しながら、従来よりも高い部分放電開始電圧を有する絶縁電線を提供する。
【解決手段】本発明に係る絶縁電線は、少なくとも1つの押出被覆層を含む複数の被覆層からなる絶縁被覆が導体上に形成されている絶縁電線であって、前記少なくとも1つの押出被覆層は、ポリフェニレンサルファイド樹脂(A)とオレフィン系共重合樹脂(B)とを含む樹脂組成物を押出被覆した層であり、前記樹脂組成物は、前記ポリフェニレンサルファイド樹脂(A)と前記オレフィン系共重合樹脂(B)とが、重量部比で「(B)/(A) = 45/55 〜 70/30」の範囲で混和されていることを特徴とする。
(もっと読む)
発泡用エチレン−α−オレフィン共重合体、発泡用樹脂組成物および発泡体
【課題】発泡倍率に優れる発泡体の製造に適した発泡用エチレン−α−オレフィン共重合体を提供する。
【解決手段】エチレンに基づく単量体単位と炭素原子数3〜20のα−オレフィンに基づく単量体単位を有するエチレン−α−オレフィン共重合体であって、密度(d)が860〜950kg/m3であり、メルトフローレート(MFR)が0.1〜10(g/10分)であり、単峰性の分子量分布を有し、重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)が4〜30であり、Z平均分子量(Mz)と重量平均分子量(Mw)との比(Mz/Mw)が2〜5であり、次の関係式を満たす発泡用エチレン−α−オレフィン共重合体。
0.347×ln(MFR)+0.84<k1/k2<0.347×ln(MFR)+1.26
(ただし、上記式中のk1/k2は、伸張粘度非線形指数比である)
(もっと読む)
騒音低減性の押出コーティング組成物
基材を押出コーティングするための方法が提供される。本方法は、押出コーティング組成物を基材の表面に押出コーティングによって適用する工程を含む。これらの方法では、押出コーティング組成物は、ポリオレフィン及び無機粒子材料を含み、前記無機粒子材料は、2μm以下の平均粒径と、前記ポリオレフィン及び前記無機粒子材料の総重量に基づいて少なくとも20重量%の粒子負荷とを有する。  (もっと読む)
(もっと読む)
ローラー装置を用いるポリオレフィンシートの製造方法
【課題】ローラー装置を用いるポリオレフィンシートの製造方法を提供する。
【解決手段】本発明は、ポリオレフィンを加熱して溶融させた後、押出口から押し出される溶融物がシート状に位置する循環ベルトと、前記循環ベルトの内面にローラーの表面が接触しながら回転し、前記循環ベルトが環状に循環するに円形に配列され、回転する前記循環ベルトを冷却させる多数のローラー(冷却ローラー)とを含むローラー装置を用いてポリオレフィンシートを製造し、ここで、所望のポリオレフィンシートの厚さに応じて、前記冷却ローラーの温度は40〜120℃の範囲で決定され、このように決定された特定の温度から±5℃の温度範囲を保ちながら、前記溶融されて出てくるシートの線速度と、前記循環ベルト及び前記ローラーの速度とを実質的に同一に維持して厚さ0.05〜0.45mm、幅1,100〜1,700mmのポリオレフィンシートを製造する方法に関するものである。 本発明は、平滑度に優れる、厚さのバラツキが小さい広幅のポリオレフィンシートを製造することができる。
(もっと読む)
強化ポリマー複合物
強化ポリマー複合物は、熱可塑性材料の素地を含んでおり、該素地は、少なくとも1つの細長の金属要素によって強化されている。細長の金属要素は、素地内に埋設される前に、少なくとも第1の層および第2の層によって被覆されている。第1の層は、付着促進層を含み、第2の層は、無水物またはカルボン酸官能基を含む少なくとも一種のモノマーと共重合またはグラフト重合されたポリオレフィンを含む。強化ポリマー複合物は、0重量%〜95重量%の濃度の木材粒子をさらに含んでいる。本発明は、強化ポリマー複合物を製造する方法にも関する。  (もっと読む)
(もっと読む)
透湿防水シートの製造方法
【課題】 透湿性及び防水性に特徴を有した透湿防水シートを提供する。
【解決手段】 ポリオレフィン系樹脂発泡体の両面を切断又は切削する二次加工を施すことにより、発泡体の両面に気泡断面を露出させた状態である。
(もっと読む)
共押出フィルムおよび複合材料の製造方法
【課題】ロール上に巻き付けて貯蔵することができ、容易に取り扱うことができ、かつ多くの用途で用いることができる、弾性層を備える共押出フィルムを提示すること。
【解決手段】本発明は、内部の層の境目(1)で、一方としての支持フィルム(3)と、他方としての熱可塑性エラストマーから成る単層の弾性フィルム(2)または熱可塑性エラストマーから成る層(2’)を備えた伸長可能なフィルム(7)とに分離することができる共押出フィルムに関する。支持フィルム(3)は、内部の層の境目(1)に剥離層(4)を備える。内部の層の境目(1)で互いに接しているフィルム層の極性を異なるように調整することによって剥離可能性が達成され、このために剥離層(4)は、非弾性の極性ポリマーから形成される。複合材料の製造方法も本発明の対象である。
(もっと読む)
伸縮性フィルム
【課題】ブロッキングの問題を生じにくく、伸縮性も良好な伸縮性フィルムを提供すること。
【解決手段】本発明の伸縮性フィルム10においては、非弾性フィルム11と多数の弾性フィラメント12とが、該非弾性フィルムが溶融状態のうちに接合されている。多数の弾性フィラメント12は、一方向に延びるように配列しており、非弾性フィルム11は、少なくとも該一方向に伸長可能である。それぞれの弾性フィラメント12は、前記一方向に直交する断面における全体又は一部12aが非弾性フィルム11内に埋没しており、その埋没部分12aの最大幅Waが非埋没部分12bの最大幅Wbより大きい。
(もっと読む)
光学フィルムとその製造方法、偏光板、光学補償フィルムおよび液晶表示装置
【課題】 TNモードの液晶表示装置に使用した場合に十分な光学補償を実現できる、特殊な内部構造を有する光学フィルムおよびその製造方法の提供。
【解決手段】熱可塑性樹脂で構成され、フィルム面内の遅相軸方位とフィルム傾斜方位とが異なり、且つ、傾斜方位と厚み方向を面内に含む切片の複屈折の大きさが厚み方向で変化している光学フィルム。
(もっと読む)
発泡シート製造用マンドレル、熱可塑性樹脂発泡シート製造装置及び熱可塑性樹脂発泡シート製造方法
【課題】簡単にシート幅を変更可能な発泡シート製造用マンドレル、それを用いた熱可塑性樹脂発泡シート製造装置及び製造方法の提供。
【解決手段】押出機内で溶融混合された樹脂と発泡剤との溶融混合物を、前記押出機に取り付けたダイを通して低圧領域に押出して発泡させ、前記発泡により得られた発泡中間体を、マンドレルの外面に沿わせて延伸させて熱可塑性樹脂発泡シートを製造する発泡シート製造用マンドレルにおいて、駆動手段によって前記マンドレルの径方向に沿って進退可能に移動する複数の可動片が、マンドレルの周方向に沿って連設されてなる外径変動部が設けられたことを特徴とする発泡シート製造用マンドレル。
(もっと読む)
発泡シート製造用マンドレル、ポリオレフィン系樹脂発泡シート製造装置及びポリオレフィン系樹脂発泡シート製造方法
【課題】簡単にシート幅を変更可能な発泡シート製造用マンドレル、それを用いたポリオレフィン系樹脂発泡シート製造装置及び製造方法の提供。
【解決手段】押出機内で溶融混合された樹脂と発泡剤との溶融混合物を、前記押出機に取り付けたダイを通して低圧領域に押出して発泡させ、前記発泡により得られた発泡中間体を、マンドレルの外面に沿わせて延伸させてポリオレフィン系樹脂発泡シートを製造する発泡シート製造用マンドレルにおいて、前記マンドレルは、発泡シート流れ方向上流側から下流側に向けて少なくとも前部、中部及び後部の各領域が順に設けられ、前記中部には、発泡中間体の内面側に気体を吹き付ける気体供給手段が設けられたマンドレル本体と、該マンドレル本体の前記前部と後部の一方又は両方の外面に着脱可能に固定される拡径リングとを有する。
(もっと読む)
送液部材
【課題】優れたガスバリア性を有しているとともに、柔軟性、耐キンク性、永久伸び特性及び熱融着性にも優れた送液部材を提供すること。
【解決手段】部分架橋ブチルゴム100重量部に対し、ポリオレフィン系高分子材料10〜200重量部が配合された組成物からなる送液部材。上記組成物に配合されたポリオレフィン系高分子材料が、結晶性部分を含み、ポリオレフィン系熱可塑性エラストマー10〜100重量部とエチレン−α−オレフィン共重合体10〜100重量部が配合されている送液部材。上記送液部材によるチューブ。上記チューブについて、少なくとも2本以上が並行に連設された多連チューブ。
(もっと読む)
ポリマー除去のための反応性パージ化合物
本発明は、ポリマー加工装置を洗浄するための反応性パージ化合物に関連し、ここで、反応性パージ化合物は、反応性パージ化合物の全重量に基づいて、少なくとも約50重量%のポリマー担体成分を含み、ここで、ポリマー担体成分は、1つ以上のポリマー;ポリマー担体成分において分散された分子鎖切断触媒成分;および水を生成させる成分を含み、ここで、該反応性パージ化合物は、複数のペレット、果粒、ロッド、粉末または他の粒子の形をしているフィードストック材料である。 (もっと読む)
ポリオレフィン系樹脂フィルムの製造方法
【課題】厚みムラが少なく、薄いポリオレフィン系樹脂フィルムを、Tダイを用いた溶融押出法により効率良く生産する方法を提供する。
【解決手段】ポリオレフィン系樹脂に環状オレフィン系樹脂を0.1質量%から10質量%配合させポリオレフィン系樹脂組成物にすることで、厚みムラが少なく、薄いポリオレフィン系樹脂フィルムを効率よく生産することができる。なお、「薄い」とは厚みが20μmから150μm、「厚みムラが少ない」とはフィルム中央部のMD方向の厚み変動が3%以下であることをいう。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートの押出成形による製法
【課題】ポリオレフィン系発泡樹脂層と、充填材を含有した非発泡ポリオレフィン系樹脂層を積層する押出積層発泡成形において、冷却工程を改良して、シート外観が優れシートの表面が平滑な、ポリオレフィン系樹脂積層発泡シートを製造する。
【解決手段】発泡性ガスを含有し押出成形により発泡層を形成するポリオレフィン系樹脂(A)と、充填材を含有し押出成形により非発泡層を形成するポリオレフィン系樹脂(B)を溶融混練して積層し、成形ダイス出口より押出したシート状物を冷却ロール群で冷却して積層発泡シートを製造する方法において、第1の冷却ロールと第2の冷却ロールをベルト駆動により連動駆動させ、第3の冷却ロールをベルト駆動により駆動させることを特徴とする積層発泡シートの製造方法。
(もっと読む)
発泡体成形用押出成形機の原料投入用ホッパー
【課題】押出発泡成形における経済性の向上のために回収される廃棄材料を、押出発泡成形のバージン原料に混入して再利用するに際して、押出成形機へのバージン材料と再生砕片の均一な混合と安定した供給を行い、再生砕片を使用する押出発泡成形を安定化させる。
【解決手段】押出成形して発泡体を製造するための原料と粉砕状の再生材料を受け入れ収容する、押出成形機上の原料投入用ホッパーであって、上部には撹拌装置を有する受け入れ部を有し、ホッパー本体部は円錐体と逆円錐体が上下に合体した形状(そろばん珠形状)をなし、その上下部の円錐状側面の傾斜角が水平面に対して30°〜60°であり、下部には押出混練部への原料投入部を備える、発泡体成形用押出成形機の原料投入用ホッパー。
(もっと読む)
41 - 60 / 196
[ Back to top ]