
Fターム[4F207AA03]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリオレフィン (956)
Fターム[4F207AA03]の下位に属するFターム
ポリエチレン系 (367)
ポリプロピレン系 (246)
C4以上のポリマー系(←ノルボルネン、ブテン) (147)
Fターム[4F207AA03]に分類される特許
121 - 140 / 196
異型押出し成形用材料及び異型押出し成形体
【課題】高粘度特性、低温耐衝撃性に優れたポリアミド樹脂組成物からなる異型押出し成形用材料、及びそれを成形してなる異型押出し成形体を提供する。
【解決手段】数平均分子量が25000以上の脂肪族ポリアミド樹脂(A)、芳香族ポリアミド樹脂(B)、及び温度230℃、荷重2160gで測定したMFRが0.1〜3.0g/10分である耐衝撃材(C)を含む樹脂組成物であって、キャピログラフを用いて、温度250℃、せん断速度12.16sec-1 の条件下で測定した溶融粘度が28000Pa・s以上であり、−40℃におけるノッチ付アイゾット衝撃強度(厚み1/4インチ)が700J/m以上であるポリアミド樹脂組成物からなる異型押出し成形用材料、及びそれを異型押出し成形してなる異型押出し成形体である。
(もっと読む)
押出機の洗浄方法
【課題】ポリオレフィン組成物の製造等に使用する押出機内部のスクリュー、シリンダー、ダイス内器壁等に付着、滞留している異物を、容易かつ速やかに押出し除去することができ、かつ、用いた洗浄用樹脂の置換が容易であり、製品への異物混入が大幅に削減される押出機の洗浄方法を提供する。
【解決手段】オレフィン(共)重合体および添加物を溶融混練してなるポリオレフィン組成物の製造に際し、あらかじめ高密度ポリエチレンおよび有機過酸化物を押出機に供給して溶融混練を行い、押出機内部に滞留している異物を押出し除去することを特徴とする押出機の洗浄方法。高密度ポリエチレンは、密度が940〜980kg/m3、かつ、メルトフローレート(MFR)が1〜50g/10分であることが好ましく、さらに好ましくは密度が950〜970kg/m3、かつメルトフローレート(MFR)が1〜10g/10分である。
(もっと読む)
木粉配合樹脂成形体
【課題】肉厚差のある形状であっても成形することができ、種々の用途に使用される部材として様々な形状に柔軟に対応することができる、木粉配合製品を提供する。
【解決手段】基材部と該基材部の周囲の少なくとも一部を被覆した表層部とを備えて構成された成形体であって、基材部を20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなる木質系熱可塑性樹脂混合物により形成し、表層部を70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる熱可塑性樹脂混合物により形成し、基材部を形成する木質系熱可塑性樹脂混合物の溶融滑性を、180℃、せん断応力1×105MPa以上5×105MPa以下の測定条件で、滑り速度比50%以上90%以下とする。
(もっと読む)
発泡カバーシートを備える熱可塑性フィルム
圧刻加工された3次元構造化表面(2)を外側のカバー層に備える熱可塑性フィルムが開示されている。カバー層は、発泡層として設計され、カバー層の層厚にわたって変化しかつ表面に向かって増加する発泡体密度を有する。 (もっと読む)
木粉配合樹脂成形体

【課題】基材部の一部分のみを表層によって被覆するような木粉配合製品において、表層部の樹脂と基材部の樹脂との間の流速差を低減し、所望の成形体を成形することが可能である木粉配合樹脂成形体を提供する。
【解決手段】基材部と該基材部の周囲の少なくとも一部を被覆した表層部とを備えて構成された石油由来樹脂成分の使用量が低減されている木粉配合樹脂成形体において、基材部を20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなる木質系熱可塑性樹脂混合物により形成し、表層部を70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる熱可塑性樹脂混合物により形成し、表層部および基材部を構成する樹脂混合物の溶融粘度比(見かけ粘度比)を180℃、せん断速度10(1/s)以上100(1/s)以下の測定条件で、1/10以上1/1.1以下(表層部/基材部)とする。
(もっと読む)
フィルムの製造方法およびフィルム
【課題】表面改質されたフィルムを経済的に製造する方法を提供すること。また、高度に表面改質されたフィルムを提供すること。
【解決手段】ポリオレフィン系樹脂と、ポリオレフィン系樹脂100重量部あたり、帯電防止剤0.02〜0.5重量部とを含有する樹脂組成物を成形してなるフィルムの少なくとも片面に、希ガス雰囲気下でコロナ処理を行うことを特徴とするフィルムの製造方法。フィルムの少なくとも片面のぬれ張力が、65mN/m以上であるポリオレフィン系樹脂フィルム。
(もっと読む)
押出中空成形品およびその製造方法
【課題】耐熱水性、耐不凍液性、耐薬品性、耐熱性、耐摩耗性、耐ガス透過性、クリープ性および表面平滑性、成形性に優れたポリフェニレンスルフィド樹脂組成物の層を含む押出中空成形品を提供する。
【解決手段】すくなくとも一層が(a)ポリフェニレンスルフィド樹脂組成物からなる押出中空成形品であって、(a)層を構成するポリフェニレンスルフィド樹脂組成物が(a1)PPS樹脂100重量部に対し、(a2)エポキシ基含有αーオレフィン系共重合体3〜50重量部、(a3)架橋したエラストマー樹脂組成物5〜80重量部を配合してなる押出中空成形品。
(もっと読む)
表面保護フィルムの製造方法および表面保護フィルム
【課題】フィッシュアイの数が少ない表面保護フィルムの製造方法、および、該表面保護フィルムを提供すること。
【解決手段】ポリオレフィン系樹脂を溶融押し出しして溶融フィルムをなし、次いで、該溶融フィルムを基材に押出コーティングして多層フィルムとし、該多層フィルムの溶融ポリオレフィン系樹脂フィルム層側の表面を金属ロールで、該基材層側の表面を押付ロールで押し付け、溶融ポリオレフィン系樹脂フィルム層と基材層とを圧着する表面保護フィルムの製造方法であって、金属ロールと押付ロールとで多層フィルムを押し付ける押付ロール線圧を16〜35kN/mとすることを特徴とする表面保護フィルムの製造方法。
(もっと読む)
ストランドの製造方法
【課題】 表面外観が良いストランドの製造方法の提供。
【解決手段】 (A)熱可塑性樹脂100質量部、(B)前記(A)成分の熱可塑性樹脂中に分散した状態で粒子径が100μm以下の粒子状セルロースエステル及び/又は繊維状のセルロースエステル0.1〜50質量部、並びに(C)セルロース系充填材10〜300質量部を含有する熱可塑性樹脂組成物から得られるストランドの製造方法であって、
(a)前記熱可塑性樹脂組成物をヘンシェルミキサー中で加熱しながら混練し、造粒する工程、(b)前記(a)工程で得られた造粒物を冷却する工程、(c)前記(b)工程で冷却された造粒物を押出機に供給して、ストランド状に押し出す工程、を有しているストランドの製造方法。
(もっと読む)
ポリオレフィン系樹脂発泡体とその製造方法
【課題】柔軟性、クッション性に優れるとともに、良好な加工性、特に優れた切断加工性を有するポリオレフィン系樹脂発泡体を得る。
【解決手段】本発明のポリオレフィン系樹脂発泡体は、(A)ゴムおよび/または熱可塑性エラストマー、(B)ポリオレフィン系樹脂および(C)極性官能基を有し融点が50〜150℃である、脂肪酸、脂肪酸アミド、脂肪酸金属石鹸から選ばれた少なくとも1つの脂肪族系化合物を少なくとも含有し、(C)脂肪族系化合物の含有量が、成分(A)と成分(B)の合計量100重量部に対して、1〜5重量部であるポリオレフィン系樹脂組成物からなることを特徴としている。
(もっと読む)
抗菌性を有する食品包装材
本発明は、プラスチックに基づく単層構造または多層構造の食品包装であって、単層または多層のうちの少なくとも1層が抗菌性を有する少なくとも一つの金属を含み、抗菌性を有する金属の少なくとも一部が微細な金属の形態で存在し、残りの部分が塩の形態で存在する食品包装に関するものである。 (もっと読む)
床材の製造方法および床材
【課題】木質感やリサイクル特性に優れた木質樹脂発泡成形体を基材とする床材を製造する際に、成形後の熱可塑性樹脂の結晶化度を高めることができる製造方法を提供する。
【解決手段】熱可塑性樹脂および木質系充填剤を含有する木質樹脂組成物を発泡成形してなる木質樹脂発泡成形体を備えた床材の製造方法において、押出機から押し出された押出基材を、押出機付帯の冷却サイジングダイAで冷却し、連続して設けられた加温サイジングダイBで加温し、連続して設けられた冷却サイジングダイCで冷却することを特徴とする床材の製造方法。
(もっと読む)
微粒子含有熱可塑性樹脂組成物の製造方法
【課題】導電性微粒子を配合された熱可塑性合成樹脂組成物に通電することによって、電気抵抗の変動が起こることがある。この電気抵抗の変動の程度は、熱可塑性合成樹脂組成物の電気抵抗を測定し、初期状態の部品の電気抵抗を一定に管理していても、おおきくばらついてしまう。このため、通電後の抵抗変動の安定した導電性の微粒子を配合された熱可塑性合成樹脂組成物を製造する方法を提供する。
【解決手段】熱可塑性樹脂組成物を押し出し成形装置により連続的に溶融押出し、冷却固化させ熱可塑性樹脂組成物を生産する方法において、固化した熱可塑性組成物の成形物に交流電圧を印加し、その際の流れる電流の実効値、および流れる電流と印加電圧との位相差を測定し、押し出し成形装置のスクリュー回転数と成形温度のいずれか一方、あるいは両方を制御し、熱可塑性樹脂組成物を生産する。
(もっと読む)
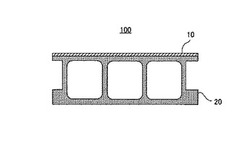
構造化フィルムを製作する方法
音響吸収性を有する構造化フィルム(10)が開示された。さらに、構造化フィルムの製作及び使用の方法も、開示された。  (もっと読む)
(もっと読む)
音響吸収性を有する構造化膜
音響吸収特性を有する構造化膜が開示された。さらに、構造化膜の製造及び使用の方法も、開示された。 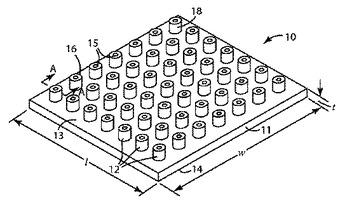 (もっと読む)
(もっと読む)
押出成形体及びその形成方法、並びに光ファイバケーブル
【課題】高滑性、耐摩耗性及び難燃性に優れたオレフィン系樹脂の押出成形体とその製造方法を提供する。
【解決手段】オレフィン系樹脂に結晶径3〜10μmのタルク11を添加し、当該タルク11を添加したオレフィン系樹脂混合物を押出成形により形成することにより、押出成形の際にベース樹脂であるオレフィン系樹脂の表面側へタルク11が誘引されて成形体であるケーブル外被1表面に鱗片状に配列されることとなり、表面を鱗片状に覆うタルク11により表面硬度を高くして高滑性(低摩擦性)及び耐摩耗性を向上できる。
(もっと読む)
改善された混練および粘度特性を持つ水酸化マグネシウム
新規な水酸化マグネシウム難燃剤、スラリーからこれらを製造する方法、およびこれらの使用。  (もっと読む)
(もっと読む)
Tダイ成形による成形体の製造方法
【課題】Tダイ成形の生産性を改善し、力学特性に優れるポリエチレン成形体を製造する方法。
【解決手段】密度が900(kg/m3)以上、940(kg/m3)未満の範囲にあり、JIS K7210にて測定したMIが0.01〜100g/10分の範囲であるポリエチレンと、密度が890〜980kg/m3の範囲にあり、GPCで測定した数平均分子量が500〜4,000の範囲にあり、かつ下記式で表される関係を満たすポリエチレンワックスとを含む混合物を、Tダイ成形することにより成形体を製造する方法。B≦0.0075×K (BはGPCで測定した場合の、上記ポリエチレンワックス中のポリエチレン換算の分子量が20,000以上となる成分の含有割合(重量%)であり、Kは上記ポリエチレンワックスの140℃における溶融粘度(mPa・s)である。)
(もっと読む)
Tダイ成形による成形体の製造方法
【課題】Tダイ成形時の生産性を改善し、力学特性に優れるポリエチレンを製造する方法、およびこの成形体を付形性よく真空成形して二次加工成形体を製造する方法。
【解決手段】密度が940〜980(kg/m3)の範囲にあり、JIS K7210にて測定したMIが0.01〜100g/10分の範囲であるポリエチレンと、密度が890〜980(kg/m3)の範囲にあり、GPCで測定したポリエチレン換算の数平均分子量が500〜3,000の範囲にあり、かつ下記式で表される関係を満たすポリエチレンワックスとを含む混合物を、Tダイ成形することにより成形体を製造する方法。B≦0.0075×K (式中、Bは、ゲルパーミエーションクロマトグラフィーで測定した場合の、ポリエチレンワックス中の分子量が20,000以上となる成分の含有割合(%)であり、Kはポリエチレンワックスの140℃における溶融粘度(mPa・s)である。)
(もっと読む)
発泡成形方法、発泡同軸ケーブル及び発泡同軸ケーブルの製造方法
【課題】 本発明は、発泡時の成核剤として金属不活性剤を用いた発泡用樹脂組成物の成形方法を提供するものである。
【解決手段】 かゝる本発明は、溶融時の破断張力5.0g以上(190℃)、MFR1.0g/10min(190℃、2.16Kgf)以上であるポリオレフィン系樹脂、例えばエチレンプロピレン共重合体系樹脂などの熱溶融成形可能な樹脂に成核剤として、トリアゾール系の3−(N−サリチロイル)アミノ−1,2,4−トリアゾールなどの金属不活性剤を添加してなる発泡用樹脂組成物を発泡成形する方法であって、成形機の成形温度が発泡用樹脂組成物の成形可能な温度以上で、かつ、金属不活性剤の融点以下で発泡成形する発泡成形方法にあり、これにより、発泡セルの微細化、高発泡度化を図り、優れた特性の発泡樹脂成形品を得ることができる。
(もっと読む)
121 - 140 / 196
[ Back to top ]