
Fターム[4F207AA05]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリオレフィン (956) | ポリエチレン系 (367) | HDPE (48)
Fターム[4F207AA05]の下位に属するFターム
超高分子量PE (11)
Fターム[4F207AA05]に分類される特許
1 - 20 / 37
無機物質粉末高配合薄膜シートの製造方法
【課題】本発明の課題は、夾雑物の発生防止、厚さが均一なシートの作成、シートの表面性向上および見かけ比重の調整等ができる無機物質粉末高配合薄膜シートの製造方法の提供である。
【解決手段】薄膜シートの製造方法において、特定の無機物質粉末、熱可塑性樹脂、補助剤を準備する工程と、所定の配合率で配合した原料に強い剪断応力を作用させて混練する工程と、混練した原料を供給して、Tダイ方式押出成形機でシートを成形する工程と、特定の条件で延伸を行なって所望の見かけ比重に調整する工程と等を有する。
(もっと読む)
積層シート及びその製造方法

【課題】 本発明は、人の手によって容易に切断することができ且つ切断面にフラットヤーンクロスを構成しているフラットヤーンの切断端部が殆ど突出することがない積層シートを提供する。
【解決手段】 本発明の積層シートAは、ポリエチレン系樹脂を含むフラットヤーン1aを並設してなる第一フラットヤーン列1Aと、上記第一フラットヤーン列1Aのフラットヤーン1aに交差するようにポリエチレン系樹脂を含むフラットヤーンを並設してなる第二フラットヤーン列1Bとを含み、フラットヤーン1a、1bとの交差部を一体化することにより形成されたフラットヤーンクロス1と、このフラットヤーンクロス1の両面に積層一体化されたポリエチレン系樹脂を含む表面層とからなり、第一フラットヤーン列1Aを構成しているフラットヤーン1aが熱劣化により人手によって破断可能に形成されていることを特徴とする。
(もっと読む)
光ケーブル用スペーサの製造方法
【課題】ドラムへの捲回により残留する鋼線歪みを矯正して、スペーサ本体の螺旋溝のピッチ、反転角度の変動を抑制できる光ケーブル用スペーサの製造方法を提供する。
【解決手段】光ケーブル用スペーサの製造方法であって、鋼線の回転歪みの除去と伸直のための鋼線矯正工程を含み、かつ、前記鋼線矯正工程が次の工程のいずれかを含む。(1)鋼線21を矯正器6aに挿通して曲げ処理した後、表面温度400〜600℃に加熱処理し、しかる後表面温度を60〜100℃に冷却する。(2)鋼線21を表面温度400〜600℃に加熱処理した後、表面温度を60〜100℃に冷却して、矯正角度2〜10°の矯正器6bに挿通して曲げ処理する。(3)鋼線21を第1の矯正器6aに挿通して曲げ処理した後、表面温度400〜600℃に加熱処理し、しかる後表面温度を60〜100℃に冷却して、矯正角度2〜10°の第2の矯正器6bに挿通して曲げ処理する。
(もっと読む)
粘着テープ
【課題】織布と樹脂フィルムの積層により形成される粘着テープであり、織布に煩雑な操作となるアンカー処理を行うことなく、織布と樹脂フィルムの剥離を防止することができる粘着テープであり、手切れ性に優れている粘着テープの提供。
【解決手段】ウーリー加工したポリエステル糸による織布を挟んで一方に高密度ポリエチレン及び低密度ポリエチレン層、他の一方に低密度ポリエチレンに、熱溶着樹脂を添加した層並びに低密度ポリエチレン層を、低温ラミネート形成法により積層体として形成し、その外側に粘着剤層を設けている粘着テープ。
(もっと読む)
ポリフェニレンエーテル系シート及びその製造方法
【課題】耐熱性を下げることなく、耐衝撃性、及び生産性に優れた、ポリフェニレンエーテル系樹脂層を有するシート及びその製造方法を提供する。
【解決手段】下記条件(A)を満たす特定のポリフェニレンエーテル系樹脂層[(I)層]と特定の高密度ポリエチレン系樹脂層[(II)層]とを、前記(II)層が口金と接する面に存在するように共押出する、積層ポリフェニレンエーテル系シートの製造方法。条件(A):300℃で測定した高化式フローテスターの100sec-1における(I)層と(II)層の見かけ剪断粘度の比[(I)層/(II)層]が、1.0以上10.0以下の範囲である。
(もっと読む)
カートン基材の製造方法および耐水性装飾カートン
【課題】強度やコストの点でオーバースペックにならない板紙からなる基材でブロッキング現象が発生しないカートン基材の製造方法および耐水性装飾カートンの提供が求められていた。
【解決手段】紙基材の少なくとも一方の面に、低密度ポリエチレン層,高密度ポリエチレン層がこの順に積層してなる耐水紙を用意し、前記耐水紙の高密度ポリエチレン層表面に装飾画像を印刷形成し、次いで、プレスコート層となるニスを塗布形成し、印刷インキとニスを同時乾燥する工程を具備することを特徴とするカートン基材の製造方法および耐水性装飾カートンを提供する。
(もっと読む)
樹脂組成物、樹脂シートおよび樹脂シートの製造方法
【課題】押出成形等でシートに成形する際の特性と、該シートを熱成形して成形品とする際の特性との双方を満足できる樹脂組成物及び該組成物からなる樹脂シートおよびその製造方法を提供する。
【解決手段】本発明の樹脂組成物は、環状ポリオレフィン系樹脂30質量%以上60質量%以下と、エチレン系樹脂20質量%以上50質量%以下と、ポリオレフィン系エラストマー5質量%以上15質量%以下と、を含み、ポリオレフィン系エラストマーはポリプロピレン系エラストマーとポリエチレン系エラストマーの少なくとも二種を含むことを特徴とする。
(もっと読む)
光ファイバケーブル用スペーサの押出成形用ダイス、及び光ファイバケーブル用スペーサの製造方法
【課題】光ファイバケーブルスペーサ用の高価な専用樹脂や、複雑な構造のダイスを用いることなく、要求される強度等の機械的性能と表面平滑性等の品質を維持(又は向上)しつつ、スペーサの原材料コスト及び製造コストを低下させることのできる、光ファイバケーブルスペーサ用成形ダイス、及び光ファイバケーブルスペーサの製造方法を提供すること。
【解決手段】スペーサ1の溝底6及び溝側面7を形成するため突起部15を有し、該突起部15は、ダイスの厚み方向における樹脂吐出面までの溝形成ランド部及び樹脂吐出面から延長された部分拘束ランド部20を有し、該部分拘束ランド部20の長さが2〜25mmである光ファイバケーブル用スペーサの押出成形用ダイス、及びそれを用いる光ファイバケーブル用スペーサの製造方法である。
(もっと読む)
押出発泡シート及びそれからなる容器
【課題】剛性に優れ、均一な気泡径を有する押出発泡シートを提供する。
【解決手段】高密度ポリエチレン99〜50重量%及び下記(A)、(B)を満足するポリエチレン系樹脂1〜50重量%からなるポリエチレン系樹脂組成物を用いてなる押出発泡シートを用いる。
(A)JIS K6760に準拠して密度勾配管法により測定した密度(d)が935kg/m3以上970kg/m3以下。
(B)150℃、せん断速度60.8s−1で測定したスウェル比が1.60以上。
(もっと読む)
光ケーブル用スペーサ、その製造方法、および製造装置
【課題】要求される強度等の機械的性能と表面平滑性等の品質を維持(又は向上)しつつ、スペーサの原材料コストを低下させた光ケーブル用スペーサ、その製造方法、製造装置を提供すること。
【解決手段】中央に抗張力線を配し、この抗張力線の周囲に複数の光ファイバテープ心線が収納される複数本の矩形状又はU字状の収納溝を備えたポリエチレン製のスペーサ本体を押出成形してなる光ケーブル用スペーサであって、該収納溝が内層を形成する本体樹脂と表面層を形成する表面層樹脂により、底部および両側面が内層および表面層の二層一体に成形されており、該表面層は、厚み30〜100μm、かつ、平均表面粗さRaが収納溝底部で0.5μm以下、収納溝側面で1.0μm以下である、ことを特徴とする光ケーブル用スペーサである。
(もっと読む)
表面保護フィルム
【課題】基材フィルムと粘着層を一回の製膜で一体的に作り出すことが出来、巻き取っても粘着剤が裏移りすることも無く、表面保護フィルムとしての機能である、適度の接着強度と伸縮性を有し、塗装面に対し、汚染性がない表面保護フィルムを提供する。
【解決手段】少なくとも、物品の表面に貼着される内層の粘着層と、外層の基材層とからなり、粘着層は、主成分がスチレン系ブロックコーポリマーであり、基材層は、直鎖状低密度ポリエチレンに高密度ポリエチレンを配合した混合樹脂からなる。また、前記粘着層と、前記基材層の間に白色顔料を含む中間層がある。
(もっと読む)
蓄熱成型体
繊維様またはフィルム様成型体が、可塑化混合物から作製され、前記混合物は、その重量に対して60〜10質量%のキャリア成分および40〜90質量%の相変化物質から成り、前記キャリア成分は、前記可塑化混合物に対して5〜20質量%の、LDPE(低密度ポリエチレン)、HDPE(高密度ポリエチレン)、PMMA(ポリメチルメタクリレート)、ポリカーボネート、およびこれらの混合物を含む群から選択されるポリマーまたはポリマーブレンド、5〜20質量%のスチレンブロックコポリマー、ならびに、0〜20質量%の1種または2種以上の添加剤、を含有し、前記相変化物質は、天然および合成パラフィン、ポリエチレングリコール(=ポリエチレンオキシド)、ならびにこれらの混合物を含む群から選択され、前記可塑化混合物は、130〜220℃の温度にて、スピナレットまたはスリットダイスを通して押出され、延伸される。 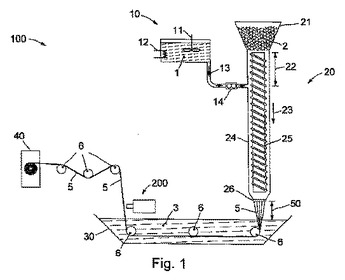 (もっと読む)
(もっと読む)
共押出し成形ダイ及びシステム、共押出し成形された物品を作製する方法、並びにそれによって作製される共押出し成形された物品
第1の溶融高分子材料及び第2の溶融高分子材料を共押出し成形するための押出し成形ダイ(20)及び方法。本ダイは、第1のダイ部分(20)と、第2のダイ部分と、第1のダイ部分及び第2のダイ部分を分離するシムとを含む。シムは、第1の側と、第2の側とを有し、シムの第1の側は、第1のダイ部分の境界を形成し、かつ第1のダイ空洞(38)を画定し、シムの第2の側は、第2のダイ部分の境界を形成し、かつ第2のダイ空洞(40)を画定する。複数個の第1及び第2の押出し開口部を有する分注縁部(36)が提供され、複数個の第1の供給チャネルが、第1のダイ空洞を分注縁部に沿った第1の押出し開口部に接続し、複数個の第2の供給チャネルが、第2のダイ空洞を分注縁部に沿った第2の押出し開口部に接続する。第1及び第2の押出し開口部は、第2の押出し開口部の部分間に配置される第1の押出し開口部の部分を有する界面域を提供するように、分注縁部に沿って配設される。本ダイは、多層物品を作製するための押出し成形システム及び方法において使用される。 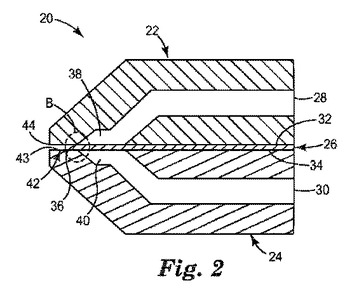 (もっと読む)
(もっと読む)
パイプの製造に用いられる中空プロファイル
螺旋状二重壁熱可塑性パイプを製造するために用いられる中空プロファイル(1)であって、実質的に矩形の断面を有し、2つの側壁(5)と外壁(3)と内壁(4)が前記プロファイル内で空洞(2)を制限する。この中空プロファイルでは、パイプの内壁(4)を形成するための壁が、パイプの外壁(3)を形成するための中空プロファイルの壁(3)よりも厚くなっている。中空プロファイルの肉厚壁(4)に隣接する縁部の丸み内径(7)が、空洞(6)の他の2つの縁部の丸み径(6)よりも大幅に大きくなっており、肉厚壁(4)の内面が、プロファイルの空洞において、パイプの内側を形成するプロファイルの側で、少なくとも実質的にプロファイルの全長にわたってプロファイルの長手方向に延びるリブ(8)を備えている。 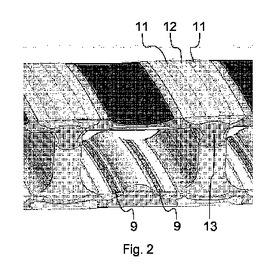 (もっと読む)
(もっと読む)
絶縁電線
【課題】従来と同等の耐熱性と絶縁被覆厚さとを有しながら、従来よりも高い部分放電開始電圧を有する絶縁電線を提供する。
【解決手段】本発明に係る絶縁電線は、少なくとも1つの押出被覆層を含む複数の被覆層からなる絶縁被覆が導体上に形成されている絶縁電線であって、前記少なくとも1つの押出被覆層は、ポリフェニレンサルファイド樹脂(A)とオレフィン系共重合樹脂(B)とを含む樹脂組成物を押出被覆した層であり、前記樹脂組成物は、前記ポリフェニレンサルファイド樹脂(A)と前記オレフィン系共重合樹脂(B)とが、重量部比で「(B)/(A) = 45/55 〜 70/30」の範囲で混和されていることを特徴とする。
(もっと読む)
熱可塑性樹脂組成物の多層押出方法及びこの押出方法により製造された被覆電線・ケーブル
【課題】1台の押出成形機で多層構造の押出成形品を安価に製造することができ、しかもその製品における各層間の密着性を確実に高めることができる、熱可塑性樹脂組成物の多層押出方法及びこの押出方法により製造された被覆電線・ケーブルを提供すること。
【解決手段】軸方向周上に所定の高さを持った螺旋構造のフライト2を有する単軸スクリュ3を備えた一台の押出成形機1に、夫々押出材料である複数種類の熱可塑性樹脂組成物A、Bを供給すると共に、これら複数種類の熱可塑性樹脂組成物A、Bを前記押出成形機1内に設けられた夫々別々の流路9、10を通して混合させることなく同時に搬送して、前記押出成形機1から前記複数種類の熱可塑性樹脂組成物A、Bを夫々溶融押出成形する、熱可塑性樹脂組成物の多層押出方法。
(もっと読む)
パージング剤およびパージング方法
【課題】押出機内の被パージ樹脂除去効果に優れ、かつ再立ち上げする時のパージング剤が完全に排出されるまでの時間が短く、製品ロスが少なくなるパージング剤およびパージング方法を提供すること。
【解決手段】 熱可塑性樹脂に対して、下記化学式(1)で表される高級脂肪酸塩を含むことを特徴とするパージング剤。
αMO・M(OOCR)2 …(1)
〔式中、αは、0.1〜1.0であり、Mは2価の金属であり、Rは、炭素数11〜29の飽和または不飽和の炭化水素基を表わす。〕
(もっと読む)
木粉高充填樹脂成形体及び屋外設置用構造物
【課題】熱可塑性合成樹脂における微視的なクリープ現象の発生を抑制することで、水分の多い屋外で用いた場所でもクラックの発生が起こりにくい木粉高充填樹脂成形体と屋外設置用構造物を提供する。
【解決手段】熱可塑性樹脂に木粉と架橋剤を配合させて配合成分を架橋させることで、熱可塑性樹脂の各分子鎖間の結合が多くなり、それぞれがより強固に結合する。木粉を取り巻く熱可塑性樹脂の各分子鎖間結合が強固になることで、吸湿による木粉の膨張が抑制され、木粉高充填樹脂成形体の吸水性を低下できる。このため、熱可塑性樹脂100重量部に対して木粉65〜400重量部を高充填されていても、吸水による寸法変化やクラックの発生を起こりにくくできる。
(もっと読む)
単層ブロー成形機の押出しスクリュー
【課題】単層ブロー成形機を用いたポリエチレンをベース材としたナイロンブレンド材による成形において、安定してナイロンを層状分散させ、燃料バリア性の高い製品を成形するためのスクリュー形状により、耐燃料透過性とコストを共に満足させ得る単層ブロー成形機の押出しスクリューを提供する。
【解決手段】それぞれ一定ピッチで配設された所定数のフライトを有して、軸の基端側に供給部が設けられ軸の先端側に計量部が設けられると共に、供給部と計量部の間に圧縮部が設けられて、ポリエチレンをベース材としたナイロンブレンド材を成形する単層ブロー成形機の押出しスクリューにおいて、供給部の軸を径小で計量部の軸を径大に形成し圧縮部の軸をテーパー状に形成すると共に、フライト数が、供給部54〜59%、圧縮部14%、計量部27〜32%に設定されていることを特徴とする。
(もっと読む)
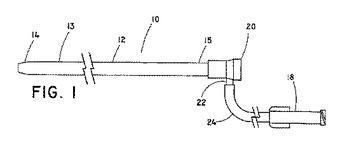
補強されたチューブを形成する方法
連続工程で補強されたチューブ状の医療装置を形成する方法、及び、該連続形成方法で形成される医療装置を提供する。線状に移動可能な細長いコアを準備する。官能化ポリマーとポリマー製のアウタージャケットの間が結合されるように、コアの移動した部分の周りに官能化ポリマーのコーティングを押出成形し、移動した部分に沿って官能化ポリマーコーティングの外側表面に補強材を形成し、移動した部分に沿って官能化ポリマー及び補強部材を覆うようにポリマー製のアウタージャケットを押出成形することによって、コアの移動した部分の周りに細長いチューブ状部材が形成される。細長いチューブ状部材はチューブ状の医療装置を形成するために所望の長さに切断され、コアが装置から取り除かれる。
 (もっと読む)
(もっと読む)
1 - 20 / 37
[ Back to top ]