
Fターム[4F207AA16]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリハロゲン化ビニル系(ポリ塩化ビニリデン) (163) | フッ素樹脂 (88)
Fターム[4F207AA16]の下位に属するFターム
PTFE系 (29)
Fターム[4F207AA16]に分類される特許
1 - 20 / 59
積層多孔性フィルムの製造方法
【課題】優れた透気特性と機械的強度を有し、従来のポリプロピレン多孔性フィルムよりも優れたブレイクダウン特性を発揮できる積層多孔性フィルムの製造方法を提供する。
【解決手段】少なくとも第1層と第2層の多孔質層を積層した積層多孔性フィルムの製造方法であって、β晶核剤を配合したポリプロピレン系樹脂に、結晶融解ピーク温度が170℃以上である熱可塑性樹脂を混合した組成物からなり、β活性及び/又はβ晶生成力を有する前記第1層と、β晶核剤を配合したポリプロピレン系樹脂に、前記結晶融解ピーク温度が170℃以上である熱可塑性樹脂は混合していない組成物からなり、β活性及び/又はβ晶生成力を有する前記第2層とを積層して積層無孔膜状物を作製し、ついで前記積層無孔膜状物を多孔化する。
(もっと読む)
積層多孔性フィルムの製造方法
【課題】強度を保持しつつ連通性も十分に確保された多孔構造を有し、かつ従来のポリプロピレン多孔性フィルムよりも優れたブレイクダウン特性を発揮できる積層多孔性フィルムの製造方法を提供する。
【解決手段】少なくとも2層の多孔質層を積層し、かつ、β活性を有する積層多孔性フィルムの製造方法であって、ポリプロピレン系樹脂を含む層(PP層)を作製すると共に、該PP層の樹脂組成物の結晶融解ピーク温度より高い結晶融解ピーク温度を持つ樹脂組成物から耐熱層(HR層)を作製し、前記PP層と前記HR層の少なくとも2層からなる積層無孔膜状物を作製し、ついで、前記無孔膜状物を多孔化する。
(もっと読む)
燃料チューブ
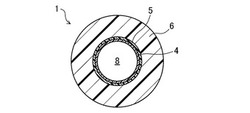
【課題】複数の層を径方向に積層してなる燃料チューブ1において、コスト性、成形性、発泡品質を損なうことなく、チューブ1の導電性能の向上を図り、延いては、静電荷の蓄積によるスパークを防止する。
【解決手段】最内層4のみでなく該最内層4に隣接する内層5を導電性樹脂で形成するようにした。
(もっと読む)
細径脱気チューブ及びその製造方法

【課題】真空減圧による脱気効率が高く、極端な偏平化による被脱気液体の閉塞や、キンクの発生がなく、引張強度が高く、かつ、生産性の高い速度で連続的に製造可能な構成の細径脱気チューブを提供すること。
【解決手段】フッ素樹脂、ポリオレフィン樹脂、ポリイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリスチレン樹脂、及び塩化ビニル樹脂から選択される1種の熱可塑性樹脂と、連続状の抗張力体からなり、該抗張力体を被覆した内環状部と、該内環状部から放射状に延設された複数のリブ部と、該複数のリブ部を連結する外環状部と、を備え、該リブ部によって分割され長手方向に連続した複数の中空部が形成され、長手方向に直交する断面が略円形、又は略多角形状であって、外環状部の見なし外径平均値が5mm以下の細径脱気チューブである。
(もっと読む)
極細多孔チューブ及びその製造方法
【課題】外径精度に優れた極細多孔チューブを安定して製造する方法を提供すること。
【解決手段】極細多孔チューブの製造方法であって、該製造方法は以下の(1)〜(2)の工程を有することを特徴とする。
(1)ダイス直下の、40℃以上で樹脂部を形成する樹脂の融点近傍未満に加熱した加熱筒中で押出成形物を引き落とす徐冷工程、(2)次いで、室温付近の空冷ゾーンを少なくとも1段階以上設け、空冷しつつ通過させ樹脂部を室温付近まで冷却するか、又は空冷ゾーンの後、さらに必要に応じて水冷し室温付近まで押出成形物を冷却する冷却工程。
(もっと読む)
細径脱気チューブ及びその製造方法
【課題】真空減圧による脱気効率が高く、極端な偏平化による被脱気液体の閉塞や、キンクの発生がなく、連続的に製造可能な構成の細径脱気チューブを提供すること。
【解決手段】フッ素樹脂、ポリオレフィン樹脂、ポリイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリスチレン樹脂、及び塩化ビニル樹脂から選択される1種の熱可塑性樹脂からなり、前記熱可塑性樹脂が充実した芯部と、該芯部から放射状に延設された複数のリブ部と、該複数のリブ部の外端間を連結する外環状部と、を備え、該リブ部によって分割され長手方向に連続した複数の中空部(通液部)が形成され、長手方向に直交する断面が略円形、又は略多角形状であって、外環状部の見なし外径平均値が5mm以下である、ことを特徴とする細径脱気チューブ。
(もっと読む)
ロッドの製造方法
【課題】直径及び直線性の点で寸法精度が高いロッド、とりわけそのような円形ロッドの製造を可能にすること。
【解決手段】最外層を形成し、かつ少なくとも50質量%が部分結晶性の熱可塑性樹脂から成る第一のプラスチック成形材料から、プラスチック異形材を押出成形する工程、キャリブレーターの内部で、押出成形されたばかりの異形材を、第二のプラスチック成形材料で充填する工程、及び新たに形成されたロッドをサイジングし、引き取り、冷却する工程を有する、ロッドの製造方法において、前記第一のプラスチック成形材料が、クリスタリット融点Tmが少なくとも170℃であり、結晶化温度Tkが、Tmを最大70K下回り、かつ溶融エンタルピーΔHが、少なくとも20J/gであるという特性値を有することを特徴とする、前記製造方法。
【効果】本発明によるロッドはとりわけ、完成部材の切削製造用半製品として適している。
(もっと読む)
スピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルム
【課題】音響特性と厚さ精度に優れるスピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルムを提供する。
【解決手段】成形材料1を溶融押出成形機10に投入してダイス12からスピーカ振動板用フィルム20を押出成形し、この押出成形したスピーカ振動板用フィルム20を圧着ロール31と金属ロール32との間に挟んで冷却し、スピーカ振動板用フィルム20を巻取機40の巻取管41に順次巻取る製造方法であり、成形材料1を、ガラス転移点が200℃
以上のPEI樹脂にフッ素樹脂を添加することにより調製し、この成形材料1を一軸伸長粘度が6000Pa・s〜20000Pa・sの範囲内でスピーカ振動板用フィルムを押出成形する。
(もっと読む)
同軸ケーブル用中空コア体の製造に用いる成形ダイス
【課題】 中空率が高く、真円度の良好な中空コア体を製造すること。
【解決手段】成形ダイス20は、フランジ22と先端凸部24とを有している。凸部24には、内部導体12の挿通用中心孔24aが設けられている。中心孔24aの外周には、内環状孔24bが隣接設置されると共に、内環状孔24bの外周から、当角度間隔で外方に向けて放射状に延びる6本の直線状孔24cが設けられている。直線状孔24cの外端間には、これらを連結する外環状孔24dが設けられている。このようなダイス24を用い、中心孔24a内に内部導体12を挿通させながら、内,外環状孔24b,24dおよび直線状孔24cから溶融した樹脂を概略垂直下方に押出して、溶融樹脂を冷却固化させると、所定断面形状の中空コア体が得られる。
(もっと読む)
フィルムキャパシタ用フィルムの製造方法
【課題】優れた耐熱性、生産性を向上させる摺動性、及び耐電圧性を有するフィルムキャパシタ用フィルムの製造方法を提供する。
【解決手段】 熱可塑性樹脂組成物からなる成形材料を、混練、調製して、押出機1からTダイス7でフィルムに溶融押し出しした後、圧着ロール9と、算術平均粗さRaの標準偏差σのRaに対する比σ/Ra≦0.2であるような粗表面を有する冷却ロール8との間に挟んで冷却して巻取管16で巻取ることにより、算術平均粗さRaの標準偏差σのRaに対する比σ/Ra≦0.2の表面性状を有する、厚さ≦10μmのフィルムキャパシタ用フィルムを製造する。
(もっと読む)
フッ素樹脂フィルムの製造方法、および農業ハウス用フィルムならびに太陽電池パネル用表皮材フィルム
【課題】所定の傾斜角の傾斜面を有する凹凸(プリズム形状等。)が表面に形成されたフッ素樹脂フィルムを生産性よく、かつ低コストで製造できる方法;および光透過量の入射角度依存性が小さいフッ素樹脂フィルムでありながら、低コストである農業ハウス用フィルムならびに太陽電池パネル用表皮材フィルムを提供する。
【解決手段】傾斜角が20〜75度の傾斜面を有する凸部および/または凹部が表面に複数形成された型ロール16と、バックアップロール18との間に、ダイス14から押し出されたフッ素樹脂を通過させ、該フッ素樹脂をフィルムに成形すると同時に、該フィルムの表面に前記凸部および/または凹部を転写するフッ素樹脂フィルム20の製造方法。
(もっと読む)
ケイ素及び/又はフッ素を有するダイヤモンド微粒子を含む高表面硬度フィルムの製造方法
【課題】耐擦傷性や耐摩耗性に優れるとともに、指紋が付着しにくく、また付着した指紋を容易に拭き取ることができる、タッチパネル、各種ディスプレイ等の保護用に好適な高表面硬度フィルムを簡便に製造する方法を提供する。
【解決手段】高表面硬度フィルムを製造する第1の方法は、バインダー材料と、ケイ素を有するダイヤモンド微粒子及び/又はフッ素を有するダイヤモンド微粒子とを混練する工程、及びその混練物を押出成形しフィルムを形成する工程を有することを特徴とし、第2の方法はバインダー材料と、ケイ素を有するダイヤモンド微粒子及び/又はフッ素を有するダイヤモンド微粒子とを混練する工程、及び基材を形成する材料と、得られた混練物とを共押出成形により積層する工程を有することを特徴とする。
(もっと読む)
ダイヤモンド微粒子を含む高表面硬度フィルムの製造方法
【課題】耐擦傷性や耐摩耗性に優れ、タッチパネル、各種ディスプレイ等の保護用に好適な高表面硬度フィルムを簡便に製造する方法を提供する。
【解決手段】高表面硬度フィルムを製造する第1の方法は、バインダー材料と、ダイヤモンド微粒子とを混練する工程、及びその混練物を押出成形しフィルムを形成する工程を有することを特徴とし、第2の方法はバインダー材料と、ダイヤモンド微粒子とを混練する工程、及び基材を形成する材料と、得られた混練物とを共押出成形により積層する工程を有することを特徴とする。
(もっと読む)
樹脂成形体
【課題】低伸縮性であり、基材の熱可塑性樹脂を高発泡化でき、軽量で釘打ちが容易な樹脂成形体の提供。
【解決手段】充填材を含む熱可塑性樹脂からなる芯材と、該芯材を囲んで設けられた発泡熱可塑性樹脂からなる基材とを有することを特徴とする樹脂成形体。
(もっと読む)
ワイヤハーネス用外装材の製造方法
【課題】難燃性を有する熱収縮ネットチューブの製造方法を提供する。
【解決手段】熱収縮チューブの素材となる樹脂を用いて、サイジング機で、縦糸と横糸とを交点で加圧熱融着したネット状のチューブを成形し、ついで、成形した前記チューブを電子線照射で架橋または化学架橋し、ついで、前記チューブを加熱しながら、下流に向けて拡径する円錐筒形状の延伸金型の外周面に被せ、該延伸金型に沿って縦横方向に所要延伸倍率で延伸しながら引き出して、前記チューブの中空部を拡径させ、ついで、冷却して前記拡径状態で固定して熱収縮ネットチューブとしている。
(もっと読む)
フィルムキャパシタ用フィルム及びその製造方法
【課題】 スジ、シワ、ダイラインの発生が抑制され、耐熱性、耐電圧性、摺動性等に優れたフィルムキャパシタ用フィルム及びその製造方法を提供する。
【解決手段】 フィルムキャパシタ用フィルムは、ポリエーテルイミド樹脂の100質量部に対しフッ素樹脂を1.0〜30.0質量部の範囲に添加してなる樹脂組成物を100質量部として、この樹脂組成物にカルボン酸とジアミンを反応させて製造するアマイド系ワックスを0.05〜2.0質量部の範囲に添加してなる樹脂組成物から構成される。
(もっと読む)
フィルムキャパシタ用フィルムの製造方法及びフィルムキャパシタ用フィルム
【課題】優れた耐熱性を得ることができ、フィルムキャパシタの小型化や高容量化を実現し、フィルムの薄膜化や高い耐電圧性を満足させることのできるフィルムキャパシタ用フィルムの製造方法及びフィルムキャパシタ用フィルムを提供する。
【解決手段】成形材料1を押出機10に投入してTダイス20からフィルムキャパシタ用フィルム2を押し出し、この押し出したフィルムキャパシタ用フィルム2を引取機30の複数のロール間に挟んで冷却し、この冷却したフィルムキャパシタ用フィルム2を巻取機40の巻取管42に巻き取る製造方法で、成形材料1を、ポリエーテルイミド樹脂100質量部にフッ素樹脂1〜10質量部を配合することにより調製し、押出機10とTダイス20との間に、フィルムキャパシタ用フィルム2の平均厚さの0.5〜6倍以下の開口51を有するフィルタ50を介在し、フィルムキャパシタ用フィルム2を10μm以下の厚さとする。
(もっと読む)
シームレスベルト及び画像形成装置
【課題】中間抵抗域の転写ベルトの電気抵抗を容易に制御することができ、電気抵抗の変化やイオン導電剤のベルト表面へのブリードアウトもなく、押出し成形時の加工性を損なうことがないシームレスベルト及びこのシームレスベルトを転写ベルトとして用いた画像形成装置を提供する。
【解決手段】画像形成装置に用いられるシームレスベルト10であって、該シームレスベルトが、少なくとも導電性フィラー、熱可塑性樹脂及び該熱可塑性樹脂と相溶しない熱可塑性樹脂非相溶物を含有し、前記熱可塑性樹脂が連続相を形成し、前記熱可塑性樹脂非相溶物が不連続相を形成しており、前記導電性フィラーが前記連続相中に分散しているシームレスベルト及びこのシームレスベルトを転写ベルト10として用いた画像形成装置である。
(もっと読む)
フィルムキャパシタ用フィルムの製造方法及びフィルムキャパシタ用フィルム
【課題】 スジやシワ及びダイラインの発生が抑制された耐熱性、耐電圧性、摺動性等に優れたフィルムキャパシタ用フィルムを容易かつ確実に製造可能なフィルムキャパシタ用フィルムの製造方法を提供する。
【解決手段】 押出機による溶融樹脂の押し出し開始時に、Tダイス7のリップ部7aからポリエーテルイミド樹脂単体を溶融押し出ししてポリエーテルイミド樹脂単体のフィルムを成形後、前記ポリエーテルイミド樹脂とフッ素樹脂を含む樹脂組成物に切替えて前記Tダイスから継続して当該樹脂組成物のフィルムを押出成形すると、Tダイス7のリップ部7aの流路面にポリエーテルイミド樹脂単体の極薄の皮膜8aによって被覆された状態で、中心部に、この皮膜8aと親和性があるポリエーテルイミド樹脂とフッ素樹脂を含む樹脂組成物層8bが形成される。
(もっと読む)
導電性樹脂チューブの製造方法、導電性樹脂チューブの製造装置およびローラの製造方法
【課題】外周面へのプラズマ処理が低減された導電性樹脂チューブを製造することが可能な導電性樹脂チューブの製造方法、導電性樹脂チューブの製造装置、およびその導電性樹脂チューブを用いたローラの製造方法を提供する。
【解決手段】導電性樹脂チューブ前駆体を第1の電極とし、導電性樹脂チューブ前駆体の内側に配置された電極を第2の電極として、第1の電極と第2の電極との間に電圧を印加することによってガスのプラズマを発生させて、導電性樹脂チューブ前駆体の内周面をプラズマにより連続的に処理する導電性樹脂チューブの製造方法および導電性樹脂チューブの製造装置、ならびにそのようにして製造された導電性樹脂チューブを用いたローラの製造方法である。
(もっと読む)
1 - 20 / 59
[ Back to top ]