
Fターム[4F207AB16]の内容
プラスチック等の押出成形 (29,461) | 添加剤、配合剤 (1,426) | 化学構造を特定したもの (324) | 無機化合物 (185)
Fターム[4F207AB16]の下位に属するFターム
シリカ(二酸化珪素) (21)
炭素(←カーボンブラック) (53)
Fターム[4F207AB16]に分類される特許
1 - 20 / 111
ゴムロール製造装置およびゴムロール製造方法
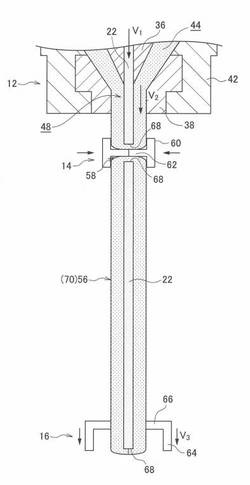
【課題】ゴムロールの端部における未加硫のゴム材の変形を抑制するようにしたゴムロール製造装置を提供する。
【解決手段】円筒状に押し出される未加硫のゴム材の中心部に間隔をおいて順次芯金22を送り込み、ゴム材で芯金22の外周面が被覆されたゴムロール部56と、ゴム材で芯金22の間が中空とされた中空部58とを交互に排出する排出機12と、排出機12から排出された中空部58のゴム材により芯金22の端面68の少なくとも周縁部が覆われるように、中空部58のゴム材を内方に押圧する押圧機14とを備えるように構成する。
(もっと読む)
樹脂組成物の製造方法

【課題】樹脂組成物中に含まれる繊維状充填材の繊維長が制御された樹脂組成物の製造方法の提供を目的とする。
【解決手段】本発明の樹脂組成物の製造方法は、押出機を用いて樹脂(A)と繊維状充填材(B)とを溶融混練して押し出す工程を含む樹脂組成物の製造方法であって、シリンダー2と、シリンダー2に設けられたメインフィード口5と、シリンダー2のメインフィード口5より押出方向後方に設けられたサイドフィード口7と、を備えた押出機10を用い、押出機10のメインフィード口5から、前記樹脂(A)の一部量と、重量平均繊維長が1mm以上の繊維状充填材(B)の一部量と、を供給し、押出機10のサイドフィード口7から、前記樹脂(A)の残量と、前記重量平均繊維長が1mm以上の繊維状充填材(B)の残量と、を供給することを特徴とする。
(もっと読む)
光拡散板の製造方法
【課題】押出成形時におけるメヤニの発生を抑制し、表面不良の発生を低減することが可能な光拡散板の製造方法、この方法により得ることのできる光拡散板、これを備えた面光源装置及び、透過型画像表示装置を提供する。
【解決手段】光拡散板の製造方法は、粒子成分と熱可塑性樹脂とを溶融混練する溶融工程と、溶融工程において溶融混練された溶融樹脂を、ダイリップ64における先端のリップエッジ64bから連続的に押し出して樹脂シートを成形する押出工程とを備えている。押出工程では、溶融樹脂の押出方向に沿った断面形状が半径50μm以下の円弧状に形成されたリップエッジ64bから当該溶融樹脂を押し出す。
(もっと読む)
導電性エンドレスベルトの製造方法
【課題】樹脂材料の押出成形により導電性エンドレスベルトを製造するにあたり、異物の少ない良好な表面性を得るための技術を提供する。
【解決手段】熱可塑性樹脂を含む樹脂材料100を、溶融状態で筒状に押出す押出工程を含む導電性エンドレスベルトの製造方法である。押出工程に先立って、溶融状態の樹脂材料をフィルタに通過させるろ過工程を含み、樹脂材料としてフィラーを含むものを用いるとともに、フィルタとして、目開きがフィラーの最大粒径以上のものを用いる。
(もっと読む)
ストリップ、その製造方法および空気入りタイヤの製造方法
【課題】リボン状のストリップに耳部を形成することでインナーライナーの厚さを均一にする。
【解決手段】円筒ドラム上で螺旋状に巻回させることによるタイヤ用インナーライナーを形成するためのストリップ10であって、(A)スチレン−イソブチレン−スチレントリブロック共重合体に、有機化処理粘土鉱物を含む熱可塑性エラストマー組成物からなる第1層と、(B)スチレン−イソプレン−スチレントリブロック共重合体、スチレン−イソブチレンジブロック共重合体のいずれかを含む熱可塑性エラストマー組成物からなる第2層の積層体で構成されており、前記ストリップはストリップ本体10Aとその両側に配置される耳部10Bを有し、前記ストリップ本体の厚さT1は0.05mm〜1.0mmであり、前記耳部の厚さT2は前記ストリップ本体の厚さより薄く、耳部の幅W2は0.5mm〜5.0mmであるインナーライナー形成用のストリップ。
(もっと読む)
無機物質粉末高配合薄膜シートの製造方法
【課題】本発明の課題は、夾雑物の発生防止、厚さが均一なシートの作成、シートの表面性向上および見かけ比重の調整等ができる無機物質粉末高配合薄膜シートの製造方法の提供である。
【解決手段】薄膜シートの製造方法において、特定の無機物質粉末、熱可塑性樹脂、補助剤を準備する工程と、所定の配合率で配合した原料に強い剪断応力を作用させて混練する工程と、混練した原料を供給して、Tダイ方式押出成形機でシートを成形する工程と、特定の条件で延伸を行なって所望の見かけ比重に調整する工程と等を有する。
(もっと読む)
押出機およびそれを用いた溶融混練方法
【課題】粉体フィラーの搬送効率が高く、粉体フィラーの分散性が良好で、物性の良好な樹脂組成物を得る押出機を提供する。
【解決手段】押出機の最も上流に位置する第一混練ゾーン3が、以下の組み合わせのニーディングブロックa〜dを、上流から、少なくとも1個のaとbをこの順で含むユニットを少なくとも2組、a又はdを少なくとも1個、cを少なくとも1個の順で含む。混練ゾーン3の長さはバレル径の6〜15倍である。a.B/D=0.18〜0.6、α=10〜50度、L/D=0.8〜3.3、b.B/D=0.15〜0.6、α=85〜95度、L/D=0.8〜3.3、c.B/D=0.05〜0.25、α=100〜140度、L/D=0.25〜1.5、d.B/D=0.05〜0.17、α=10〜50度、L/D=0.45〜0.75。ただしB、D、α、Lは羽根の厚み、スクリュ径、隣接する2枚の羽根の間のねじれ角度、長さを示す。
(もっと読む)
熱硬化性成形材料、成形体の製造方法及び配線基板
【課題】押出成形法等により容易に成形可能であり、耐熱性と強靱性とを両立でき、二次加工性に優れ、かつ、金属電極又は基板に強力に接着できる配線基板を製造することができる熱硬化性成形材料を提供する。
【解決手段】エポキシ樹脂、非晶性熱可塑性樹脂、エポキシ硬化剤、及び、無機フィラーを含有する熱硬化性成形材料であって、前記熱硬化性成形材料全体に占める無機フィラーの割合が20〜60体積%であり、前記熱硬化性成形材料中の樹脂成分の全体積に占めるエポキシ樹脂の割合が40〜95体積%であり、前記無機フィラーは、モース硬度が4〜8である無機フィラーを含有し、かつ、前記熱硬化性成形材料中の無機フィラーの全体積に占める前記モース硬度が4〜8である無機フィラーの割合が50〜100体積%である熱硬化性成形材料。
(もっと読む)
エチレン−ビニルエステル系共重合体ケン化物成形物の製造方法
【課題】 EVOH樹脂を主成分とし、ガスバリア性と酸素吸収性の双方を兼ね備えた成形物を製造する方法、並びに当該方法により製造される成形物及び多層構造体を提供する。
【解決手段】 溶融成形法によりエチレン−ビニルエステル系共重合体ケン化物の成形物を製造する方法において、(A)エチレン−ビニルエステル系共重合体ケン化物に対し、1〜30重量%の(B)酸素吸収剤及び1〜50重量%の(C)水和物形成性の塩の水和物の完全脱水物又は部分脱水物の存在下で、溶融成形することを特徴とする。
(もっと読む)
樹脂成形品の成形方法
【課題】薄肉化した熱可塑性樹脂シートの厚みのばらつきを抑制し、肉厚が薄く、且つ、均一な厚みの樹脂成形品を成形することが可能な樹脂成形品の成形方法を提供する。
【解決手段】熱可塑性樹脂をシート状に押し出し、溶融状態の熱可塑性樹脂シート(P)を下方に垂下し、その熱可塑性樹脂シート(P)を一対のローラ(30)によって挟み込み、ローラ(30)を回転することにより、熱可塑性樹脂シート(P)を下方に送り出し、その熱可塑性樹脂シート(P)を金型(32)で型締めし、熱可塑性樹脂シート(P)を金型形状に沿った形状に成形し、樹脂成形品を形成する樹脂成形品の成形方法において、以下の条件(A)または(B)を満足する。条件(A):Va<110の場合、3.0≦Va/Vb≦5.5、条件(B):Va≧110の場合、3.0≦Va/Vb<605/Va。但し、Va:ローラ(30)による熱可塑性樹脂シート(P)の送出速度(mm/s)、Vb:熱可塑性樹脂シート(P)の押出速度(mm/s)
(もっと読む)
シミュレーション装置、プログラム、及び記録媒体
【課題】噛み合い型の二軸以上の押出機を用いる樹脂成形品の製造において、モノフィラメントの集合体である未解繊ガラス繊維束をモノフィラメントに解繊できる製造条件を導出するためのシミュレーション装置、当該シミュレーション装置の機能を実現するためのプログラム、及び当該プログラムを記録したコンピュータ読み取り可能な記録媒体を提供する。
【解決手段】互いに回転して噛み合うスクリューを備えた二軸以上の押出機を用いて、ガラス繊維強化熱可塑性樹脂組成物ペレットを製造する方法であって、混合混練する際にガラス繊維束が受けるせん断応力の時間積分値の最小値(最小せん断応力履歴値Tmin)を制御する。
(もっと読む)
積層体の製造方法及び積層体
【課題】1回の塗布プロセスにより積層し、ゲル化剤を大量に添加する必要が無く、層間の密着性に優れ、ハードコート性や透明性等の各種機能を付与し得る積層体とその製造方法を提供する。
【解決手段】(1)層形成用成分を含有させた複数の溶液を積層する工程、(2)前記工程(1)で積層した溶液を基材上に転移させる工程、及び(3)基材上に転移された積層した溶液を乾燥する工程を有する積層体の製造方法であって、前記工程(1)にて相接する2つの溶液が含有する溶剤同士を、同一の溶剤又は相溶性を有する溶剤とし、該2つの溶液のうちの一方にポリビニルアルコールを含有させ、他方にチタン化合物を含有させておくことにより、前記工程(1)で該2つの溶液を積層する際に架橋反応を生じさせ、該架橋反応により形成されたポリビニルアルコール−チタン架橋体を、前記相接する2つの溶液から形成される2層の界面領域に不溶化した状態で存在させる。
(もっと読む)
積層体の製造方法及び積層体
【課題】1回の塗布プロセスにより積層し、ゲル化剤を大量に添加する必要が無い、ハードコート性や透明性等の各種機能を付与し得る積層体、及びその製造方法を提供する。
【解決手段】(1)層形成用成分を含有させた複数の溶液A,Bを積層する工程、(2)前記工程(1)で積層した溶液を基材4上に転移させる工程、及び(3)基材上に転移された積層した溶液を乾燥する工程を有する積層体の製造方法であって、前記工程(1)にて相接する2つの溶液が含有する溶剤同士を、同一の溶剤又は相溶性を有する溶剤とし、前記2つの溶液のうちの一方の溶液に、水酸化カルシウム以外の金属水酸化物を含有させて水素イオン指数を12未満の塩基性溶液にし、他方の溶液については水素イオン指数を12以上にすることにより、該2つの溶液を積層する際に、該2つの溶液から形成される2層の界面領域に前記金属水酸化物を不溶化した状態で存在させる。
(もっと読む)
熱可塑性樹脂組成物の脱気を行う方法、押出成形物の製造方法
【課題】成形体にしたときに、成形体にシルバーストリークを発生することがない熱可塑性樹脂組成物を得ることができ、かつ、押出機に備えられたベントポートから熱可塑性樹脂組成物の脱気を行ったときに、シリンダーからベントポートへ、またはベントポートの近辺へ、溶融した熱可塑性樹脂組成物が吸い込まれることを抑制することができる熱可塑性樹脂組成物の脱気を行う方法を提供する。
【解決手段】押出機に備えられたシリンダー5内を移送される熱可塑性樹脂組成物の脱気を行う方法であって、シリンダー5における、内壁面の温度を熱可塑性樹脂組成物に含まれる熱可塑性樹脂の融点未満の温度とした領域に、溶融した熱可塑性樹脂組成物を送り込む工程と、減圧することによって、上記領域に送り込んだ熱可塑性樹脂組成物の脱気を上記領域で行う工程と、を含む、方法である。
(もっと読む)
塩化ビニリデン系樹脂組成物およびその製造方法、ならびに、塩化ビニリデン系樹脂成形品
【課題】長時間に亘る連続押出成形が可能であり、且つ、熱安定性に優れる新規な塩化ビニリデン系樹脂組成物およびその製造方法等を提供する。また、熱安定性および生産性に優れるのみならず、バリア性および透明性に優れる塩化ビニリデン系樹脂成形品等を提供する。
【解決手段】室温で固体状の粒子(A)、室温で液体状の添加物(B)、および塩化ビニリデン系共重合体を含み、厚み15μmのフィルムに溶融成形加工した際に透過型光学顕微鏡で観察される投影面積10μm2以上3000μm2以下の前記室温で固体状の粒子(A)のうち、投影面積1000μm2以上3000μm2以下のものが20%以下となり、且つ、投影面積が10μm2以上100μm2未満のものが40%以上となることを特徴とする、塩化ビニリデン系樹脂組成物。
(もっと読む)
騒音低減性の押出コーティング組成物
基材を押出コーティングするための方法が提供される。本方法は、押出コーティング組成物を基材の表面に押出コーティングによって適用する工程を含む。これらの方法では、押出コーティング組成物は、ポリオレフィン及び無機粒子材料を含み、前記無機粒子材料は、2μm以下の平均粒径と、前記ポリオレフィン及び前記無機粒子材料の総重量に基づいて少なくとも20重量%の粒子負荷とを有する。 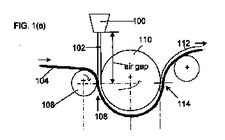 (もっと読む)
(もっと読む)
積層ヒンジシート及び電子パスポート用レーザーマーキング積層体及び電子パスポート
【課題】引裂、引張強度に優れ、かつ、この綴じ部の耐光、耐熱性を有し、更には、繰り返し曲げに対する抵抗性に優れた積層ヒンジシートを提供する。
【解決手段】柔軟性と加熱融着性を有する熱可塑性樹脂シートP(符号3)と、耐熱性と剛性を有する熱可塑性樹脂シートR(符号5)とが積層された積層ヒンジシートであって、熱可塑性樹脂シートPは、硬度ショアAが85以上、ショアDが70未満である熱可塑性エラストマーを含む熱可塑性樹脂Xを原料とするシートであり、熱可塑性樹脂シートRは、ASTM D882に準拠して測定した引張弾性率が1GPa以上、DSC法によるガラス転移温度が70℃以上である熱可塑性樹脂Yを原料とするシートである積層ヒンジシートC。
(もっと読む)
光反射シート
【課題】石油資源由来の樹脂を使用することなく、優れた光反射性を有する光反射シートを提供する。
【解決手段】本発明に係る光反射シートは、ポリ乳酸樹脂、酸化チタン、及び酸化チタン以外の無機フィラーを含有すると共に前記酸化チタンの含有量が5〜15質量%、前記無機フィラーの含有量が10〜30質量%である熱可塑性樹脂材料から押出成形により形成される。このため、ポリ乳酸樹脂という非石油系樹脂を用いて光反射シートを作製することができ、しかもこの光反射シートは優れた光反射性を有すると共に、充分な剛性をも有するようになる。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の表面形状を精度よく、速やかに転写して、効率よく表面形状転写樹脂シートを製造し得る方法を提供する。
【解決手段】樹脂を加熱溶融状態でダイ4から連続的に押し出して連続樹脂シートを製造するシート製造工程と、連続樹脂シートを第一押圧ロール5aと第二押圧ロール5bとで挟み込む第一押圧工程とを含み、上記第一押圧ロール5aまたは第二押圧ロール5bのいずれかの表面に金属製の転写型を備え、この転写型は、複数の凹部または凸部を有し、該凹部または該凸部のピッチ間隔が10μm〜500μmであり、該凹部の溝深さまたは該凸部頂部高さは30μm〜1500μmであり、上記第一押圧工程において、連続樹脂シートの表面に第一押圧ロール5aまたは第二押圧ロール5b表面に備えた転写型が転写され、上記樹脂は、結晶化温度ピークの幅が9℃以下である結晶性高分子樹脂。
(もっと読む)
積層フィルム及びその製造方法、並びに偏光板
【課題】耐熱性、耐湿性及び滑り性に優れ、フィルム面内の位相差が小さい積層フィルムを提供する。
【解決手段】フィルム面内の位相差が5nm以下である積層フィルムを、脂環式ポリオレフィン樹脂Aを含む層aと、脂環式ポリオレフィン樹脂B及び微粒子Cを含む層bとを設け、層bが少なくとも一方の最表面にあるようにし、微粒子Cの数平均粒径を0.1μm〜1.0μm、微粒子Cの樹脂Bに対する重量比を0.05%〜1.00%にし、樹脂Aのガラス転移温度TgA、樹脂Bのガラス転移温度TgBとした時、TgA+10℃<TgB、TgB>140℃にする。
(もっと読む)
1 - 20 / 111
[ Back to top ]