
Fターム[4F207AB18]の内容
プラスチック等の押出成形 (29,461) | 添加剤、配合剤 (1,426) | 化学構造を特定したもの (324) | 無機化合物 (185) | 炭素(←カーボンブラック) (53)
Fターム[4F207AB18]に分類される特許
1 - 20 / 53
ゴムロール製造装置およびゴムロール製造方法
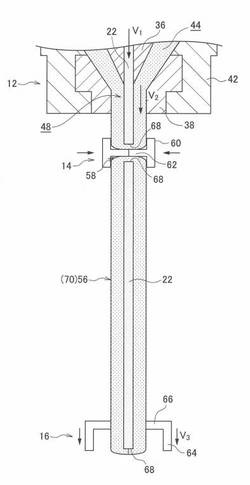
【課題】ゴムロールの端部における未加硫のゴム材の変形を抑制するようにしたゴムロール製造装置を提供する。
【解決手段】円筒状に押し出される未加硫のゴム材の中心部に間隔をおいて順次芯金22を送り込み、ゴム材で芯金22の外周面が被覆されたゴムロール部56と、ゴム材で芯金22の間が中空とされた中空部58とを交互に排出する排出機12と、排出機12から排出された中空部58のゴム材により芯金22の端面68の少なくとも周縁部が覆われるように、中空部58のゴム材を内方に押圧する押圧機14とを備えるように構成する。
(もっと読む)
導電性エンドレスベルトの製造方法

【課題】樹脂材料の押出成形により導電性エンドレスベルトを製造するにあたり、異物の少ない良好な表面性を得るための技術を提供する。
【解決手段】熱可塑性樹脂を含む樹脂材料100を、溶融状態で筒状に押出す押出工程を含む導電性エンドレスベルトの製造方法である。押出工程に先立って、溶融状態の樹脂材料をフィルタに通過させるろ過工程を含み、樹脂材料としてフィラーを含むものを用いるとともに、フィルタとして、目開きがフィラーの最大粒径以上のものを用いる。
(もっと読む)
シート状成形体及びその製造方法
【課題】熱可塑性樹脂の結晶の配向性を高めることにより、機械的強度が高く、線膨張性が低い樹脂成形体を提供すること及び上記樹脂成形体の製造方法を提供する。
【解決手段】結晶性の熱可塑性樹脂12を主成分とし、熱可塑性樹脂12が層状の結晶構造を有しているシート状成形体1であって、シート状成形体1の面方向と直交する断面に向かってX線を照射したときの広角X線測定において、異方性を示す結晶12a由来のピークを示すシート状成形体1及びシート状成形体1の製造方法。
(もっと読む)
樹脂発泡体及びその製造方法
【課題】導電付与材の含有量が少ないにもかかわらず、良好な導電性能を有し、かつ柔軟性に優れる樹脂発泡体、及び該樹脂発泡体を効果的に製造する方法を提供する。
【解決手段】(1)2種類の樹脂I及び樹脂IIと、導電付与材とを含む樹脂組成物からなる発泡体であって、該樹脂組成物が、前記導電付与材が多く含まれる樹脂相Iと、少なく含まれる樹脂相IIとからなる樹脂発泡体、及び(2)(a)導電付与材を、2種類の樹脂の内一方の樹脂Iに混練して樹脂組成物Iを調製する工程、(b)前記樹脂組成物Iと、もう一方の樹脂IIとを混練して、樹脂組成物IIを調製する工程、(c)前記樹脂組成物IIに物理発泡剤を含浸させて樹脂組成物IIIを調製する工程、及び(d)前記樹脂組成物IIIを発泡させて、樹脂発泡体を形成させる工程、を順次施す樹脂発泡体の製造方法である。
(もっと読む)
燃料チューブ
【課題】複数の層を径方向に積層してなる燃料チューブ1において、コスト性、成形性、発泡品質を損なうことなく、チューブ1の導電性能の向上を図り、延いては、静電荷の蓄積によるスパークを防止する。
【解決手段】最内層4のみでなく該最内層4に隣接する内層5を導電性樹脂で形成するようにした。
(もっと読む)
樹脂製サッシ、樹脂製サッシ用形材及び樹脂製サッシ用形材の製造方法
【課題】 本発明は、万全な耐火性能を効率的に備えることができる樹脂製サッシ及び樹脂製サッシ用形材、樹脂製サッシ用形材の製造方法を提供することにある。
【解決手段】 枠体1〜3と障子4a,4bとを備えており、枠体1〜3及び障子4a,4bを形成する枠材1〜3や框6〜8の樹脂製サッシ用形材形成部22aの任意の箇所に、熱膨張耐火成分を含有する熱膨張耐火成分含有部22bを一体成形してあることを特徴とする。
(もっと読む)
導電性弾性ローラの製造方法
【課題】クロスヘッド押出成形における切断工程で生じる弾性層端部の電気抵抗値の周方向のむらの発生を抑制することのできる導電性弾性ローラの製造方法を提供する。
【解決手段】軸芯体202と該軸芯体の周面を被覆している導電性弾性層とを有する電子写真用の導電性弾性ローラを製造する方法であり、クロスヘッドにて直列に連なった複数本の軸芯体の周面を押出機から排出された導電性粒子を含む未加硫ゴム混合物の連続層311で被覆し、該連続層の、直列に連なった2本の軸芯体の継ぎ目部分の外周の1ヶ所から、張力を印加した1本の切断ワイヤ601を該連続層に進入させつつ該連続層の周囲に巻き回して、該切断ワイヤを該連続層の外周面から該軸芯体方向に移動させて該連続層を切断する。
(もっと読む)
エンボステープの製造方法、エンボステープの製造装置、およびエンボステープ
【課題】生産性が高く、高品質のエンボステープを製造することのできるエンボステープの製造方法、エンボステープの製造装置、およびエンボステープを提供する。
【解決手段】エンボステープの製造装置は、樹脂シートを押出成形する押出機と、この押出機により成形された樹脂シートを所定幅にスリットして複数の樹脂シートとするスリッターと、前記樹脂シートまたは前記複数の樹脂シートにエンボス成形を施すエンボス成形機とを備え、前記押出機を出た後の樹脂シートの移動速度と、前記スリッターにおける複数の樹脂シートの移動速度と、前記エンボス成形機における樹脂シートの移動速度とが同じになるように、前記各樹脂シートの移動速度のうち少なくともいずれかを制御する制御装置を備える。
(もっと読む)
パイプ用ポリマー組成物
【課題】少なくとも9.0MPaの設計応力を有すると共に、加工性、衝撃強さ、弾性率、急激な亀裂伝播、遅い亀裂成長に対する耐性にも優れたポリマーパイプを提供する。
【解決手段】遅い亀裂成長に対する耐性のあるカーボンブラックを1〜8重量%と、92〜99重量%のバイモーダルエチレンポリマーとからなる、0.15〜0.40g/10分の範囲のMFRおよび955〜965kg/m3の範囲の密度を有する特定のポリエチレン組成物を使用する。
(もっと読む)
ケイ素及び/又はフッ素を有するダイヤモンド微粒子を含む高表面硬度フィルムの製造方法
【課題】耐擦傷性や耐摩耗性に優れるとともに、指紋が付着しにくく、また付着した指紋を容易に拭き取ることができる、タッチパネル、各種ディスプレイ等の保護用に好適な高表面硬度フィルムを簡便に製造する方法を提供する。
【解決手段】高表面硬度フィルムを製造する第1の方法は、バインダー材料と、ケイ素を有するダイヤモンド微粒子及び/又はフッ素を有するダイヤモンド微粒子とを混練する工程、及びその混練物を押出成形しフィルムを形成する工程を有することを特徴とし、第2の方法はバインダー材料と、ケイ素を有するダイヤモンド微粒子及び/又はフッ素を有するダイヤモンド微粒子とを混練する工程、及び基材を形成する材料と、得られた混練物とを共押出成形により積層する工程を有することを特徴とする。
(もっと読む)
ダイヤモンド微粒子を含む高表面硬度フィルムの製造方法
【課題】耐擦傷性や耐摩耗性に優れ、タッチパネル、各種ディスプレイ等の保護用に好適な高表面硬度フィルムを簡便に製造する方法を提供する。
【解決手段】高表面硬度フィルムを製造する第1の方法は、バインダー材料と、ダイヤモンド微粒子とを混練する工程、及びその混練物を押出成形しフィルムを形成する工程を有することを特徴とし、第2の方法はバインダー材料と、ダイヤモンド微粒子とを混練する工程、及び基材を形成する材料と、得られた混練物とを共押出成形により積層する工程を有することを特徴とする。
(もっと読む)
ポリイミドシームレス環状ベルトおよびその製造方法
【課題】膜厚、導電性および表面粗さなどの物性が十分に均一で、生産性に優れたポリイミドシームレス環状ベルトを製造する方法を提供すること。
【解決手段】ポリイミド前駆体を押出成形法によりシームレス環形状に成形した後、イミド化反応を行うことを特徴とするポリイミドシームレス環状ベルトの製造方法。
(もっと読む)
ダイスおよびそれを用いたシームレスベルトの製造方法
【課題】押出し成形により製造した樹脂チューブに異物に由来する凸部が生じることを抑制することのできるダイスの提供。
【解決手段】樹脂組成物を溶融押し出しして樹脂チューブを成形するためのダイスであって、熔融樹脂組成物の導入口と、該導入口から導入された熔融樹脂組成物をチューブ形状に成形するための環状流路と、該導入口から導入された熔融樹脂組成物を該環状流路の周方向に均一に導入するためのスパイラル流路と、該スパイラル流路と該環状流路とを連結する連結流路とを備え、更に、該連結流路内に、該熔融樹脂組成物に含まれる異物を除去するためのフィルタが配置されていることを特徴とするダイス。
(もっと読む)
導電性成形体の製造方法およびこれにより得られる導電性成形体
【課題】導電性材料の量を増やすことなく、表面抵抗性を大きくすることができる、導電性成形体の製造方法を提供すること。
【解決手段】導電性成形体材料を押出成形する製造方法において、押し出された成形体を延伸倍率2倍以上で延伸する工程を含むことにより、導電性成形体の表面抵抗性を大きくすることができる。さらに、より安価な熱可塑性樹脂を用いて導電性成形体を製造することができ、管状の導電性成形体をも押出成形により容易に製造することができる
(もっと読む)
二軸スクリュ式押出機の混練方法及び装置
【課題】本発明は、混練部に1条幅広スクリュ又はダムフライトスクリュを用い、副原料の分散性を向上させることを目的とする。
【解決手段】本発明による二軸スクリュ式押出機の混練方法及び装置は、シリンダ(1)内に内設された一対のスクリュ(7)の第2混練部(11)のフライトを上流から下流にかけて順方向に捻ることにより形成された1条幅広スクリュ(13A)又はダムフライトスクリュ(13B)を用いて主原料(3)と副原料(5)の混練を行うようにした方法と構成である。
(もっと読む)
積層ヒンジシート及び電子パスポート用レーザーマーキング積層体及び電子パスポート
【課題】引裂、引張強度に優れ、かつ、この綴じ部の耐光、耐熱性を有し、更には、繰り返し曲げに対する抵抗性に優れた積層ヒンジシートを提供する。
【解決手段】柔軟性と加熱融着性を有する熱可塑性樹脂シートP(符号3)と、耐熱性と剛性を有する熱可塑性樹脂シートR(符号5)とが積層された積層ヒンジシートであって、熱可塑性樹脂シートPは、硬度ショアAが85以上、ショアDが70未満である熱可塑性エラストマーを含む熱可塑性樹脂Xを原料とするシートであり、熱可塑性樹脂シートRは、ASTM D882に準拠して測定した引張弾性率が1GPa以上、DSC法によるガラス転移温度が70℃以上である熱可塑性樹脂Yを原料とするシートである積層ヒンジシートC。
(もっと読む)
広いコモノマー含量分布を有する押出ポリスチレンフォーム
20重量%又はそれ以下の共重合アクリロニトリルコモノマー含量、中央アクリロニトリルコモノマー含量を超える平均アクリロニトリルコモノマー含量及びスチレン−アクリロニトリルコポリマーについての共重合アクリロニトリルコモノマー分布曲線の半ピーク高さで測定したとき、2.5重量%よりも大きい半高さでの幅を有する平均共重合アクリロニトリルコモノマー分布を有する、スチレン−アクリロニトリルコポリマーの熱可塑性ポリマー組成物を使用して、押出ポリマーフォームを製造する。 (もっと読む)
シームレスベルトの製造方法および製造装置
【課題】熱可塑性樹脂を主成分とし、高品位かつ低コストのシームレスベルトの製造方法を提供する。
【解決手段】第1の円筒と第2の円筒とを、第1の円筒及び第2の円筒の互いに対向する端部が間隙を有するように配置し、間隙に環状ダイから熔融体を押し出す第1の工程と、間隙に押し出された熔融体を、第1及び第2の円筒の互いに対向する端部で挟持する第2の工程と、熔融体を挟持した状態で第1及び第2の円筒と、環状ダイとを軸方向に相対移動させて第1の円筒または第2の円筒の内壁に熔融体を塗布して熔融体の筒状の層を形成する第3の工程と、押圧部材を用いて第1の円筒または第2の円筒の内壁に筒状の層を押し付ける第4の工程と、筒状の層を固化させる第5の工程と、を有する。
(もっと読む)
スチレン系樹脂押出発泡体
【課題】発泡剤としての可燃性ガスを適量使用しながら気泡膜の厚みを一定以上にし熱伝導率および難燃性(特にガス燃焼)を良好なものとしたスチレン系樹脂押出発泡体を提供する。
【解決手段】気泡膜の厚みが2μm以上であり、JIS A1412−2:1999に規定された測定法において測定した熱伝導率が28w/K以下であり、JIS A9511:2006Rに規定された燃焼性の測定方法Aに合格する、スチレン系樹脂押出発泡体。
(もっと読む)
熱伝導性棒状樹脂成形体
【課題】熱伝導率が高く、熱伝導率の異方性が小さい、切削加工用母材として有用な熱伝導性棒状樹脂成形体を得る。
【解決手段】熱可塑性樹脂100重量部と、黒鉛結晶の六角網面の厚み方向に由来する結晶子サイズ(Lc)が20nm以上の黒鉛化炭素材料を25〜230重量部とを少なくとも含む熱伝導樹脂組成物を固化押出成形することにより切削加工用母材として有用な熱伝導性棒状樹脂成形体を得る。
(もっと読む)
1 - 20 / 53
[ Back to top ]