
Fターム[4F207AG01]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 板状体(←シート、フィルム) (1,455)
Fターム[4F207AG01]の下位に属するFターム
厚板 (25)
Fターム[4F207AG01]に分類される特許
41 - 60 / 1,430
ゴム押出成形装置
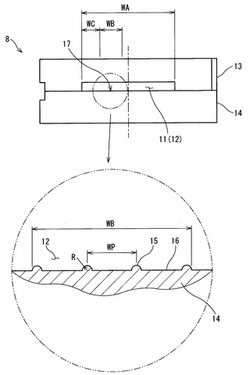
【課題】エアー溜まりの形成が抑制された高品質なタイヤが得られうる、ゴムシートを成形するゴム押出成形装置1の提供。
【解決手段】このゴム押出成形装置1は、その吐出部にダイプレート8を備えており、このダイプレート8の口金14のゴム吐出流路12の内面に、ゴムの吐出方向に延びる4本以上16本以下の凸条15が形成されており、この凸条15が、ゴム吐出流路12の幅方向に間隔をおいて並んでおり、これらの凸条15の配列ピッチWPが、5mm以上20mm以下であり、凸条15の断面形状が半円であって、その半径Rが、0.5mm以上0.8mm以下である。このゴム押出成形装置1によって押出成形されたゴムシートの面には、押出方向に延びる複数本の溝が形成される。
(もっと読む)
未加硫ゴムの押し出し方法及び押し出し制御装置

【課題】押し出し再開の初期段階において、未加硫ゴムの形状や重量を早期に安定させ、不具合品の発生を抑制することができる未加硫ゴムの押し出し方法及び押し出し制御装置を提供する。
【解決手段】押し出し機により押し出された一定形状の未加硫ゴムを搬送コンベア上に載せて搬送する未加硫ゴムの押し出し方法であって、未加硫ゴムが充填された押し出し機が停止した後に押し出しを再開する時に、未加硫ゴムが一定形状を保つように予め定められた一定の搬送速度で、所定時間または所定長さ未加硫ゴムを搬送する未加硫ゴムの押し出し方法。および前記のように制御する制御手段を備えている未加硫ゴムの押し出し制御装置。
(もっと読む)
熱可塑性材料からフィルムウェブを形成するための方法および装置、ならびにそれにより形成されるフィルム
【課題】従来技術を改良する、あるいは従来技術に対して代替形態を提供する。
【解決手段】熱可塑性材料でできたフィルムウェブを形成するための方法および装置に関し、熱可塑性材料が、プラスチック溶融物として押出し方向にワイドスリットノズル2から少なくとも1つの層に押し出され、その後、少なくともローラ3の上を先に進むように誘導され、押出し方向、および押出し方向に対して横向きに張力が行使されることで、フィルムウェブを長手方向と横方向に延伸させ、張力を押出し方向、および押出し方向に対して横向きに加える際のフィルムウェブの温度は、少なくともその溶融温度に相当する。
(もっと読む)
熱可塑性樹脂フィルムの製造方法および当該製造方法に用いる押出成形用Tダイ
【課題】熱可塑性樹脂フィルムのエッジビード現象を抑制すること。
【解決手段】熱可塑性樹脂フィルムの製造方法であって、ダイ本体2内にインナーディッケル3等を配置し、インナーディッケル3の端面3a等によって流路2cを画定させる準備ステップと、熱可塑性樹脂を溶融する溶融ステップと、溶融された熱可塑性樹脂を押出成形用Tダイ1に供給する供給ステップと、押出成形用Tダイ1において熱可塑性樹脂をインナーディッケル3等によって所定幅を有する樹脂フィルムFに成形する成形ステップとを備えている。この製造方法では、インナーディッケル3の端面3a部分が、断面視において、曲率半径が異なる2つの円弧C1,C2を含む弧線状になるように構成され、出口2b側に位置する第1の円弧C1の曲率半径R1が、入口2a側に位置する第2の円弧C2の曲率半径R2よりも大きくなっている。
(もっと読む)
光学シートの製造方法
【課題】樹脂シートから光学シートを切り出す際の歩留まりの低下を抑止できる光学シートの製造方法、押圧ロール及び光学シートの製造装置を提供する。
【解決手段】光学シートの製造方法は、溶融された熱可塑性樹脂を連続的に押出すことで樹脂シート80を成形する押出工程S2と、周面に周方向に沿って形成される複数の凹部71a,72aからなる転写型65aが設けられた押圧ロール65を用いて、樹脂シート80の表面80aに転写型65aを転写する転写工程S3とを備える。転写工程S2では、樹脂シート80の幅方向に複数形成され、1つの光学シート30,130として切出される部材領域171,172毎に所定のパターン形状を転写し、幅方向に隣接する部材領域171,172の間の境界領域173に、部材領域171,172に対する判別が可能な形状を転写する。
(もっと読む)
シートの製造装置及びシートの製造方法
【課題】製造効率の低下を抑制し、かつ管理指標の変更等を必要とせず、所望の厚みを有するシートを製造することができるシートの製造装置及びシートの製造方法を提供すること。
【解決手段】溶融樹脂をシート状に吐出するもので、溶融樹脂の吐出間隙21を調整する複数の厚み調整手段22を有するダイ20と、ダイ20より吐出された樹脂から形成されたシートの厚みをその幅方向に沿ってスキャンしながら測定する厚み測定器50と、厚み測定器50による測定結果から厚みプロファイルを作成し、作成した厚みプロファイルに基づいて、シートの幅方向の厚みが目標値となるよう複数の厚み調整手段22の操作量を制御する制御手段60とを備え、厚み測定器50は、複数の異なるスキャン速度によってシートの幅方向の厚みを測定するものであり、制御手段60は、複数の異なるスキャン速度によって測定された測定結果を用いて厚みプロファイルを作成するものである。
(もっと読む)
ポリスチレン系樹脂積層発泡シートとその製造方法及び成形容器
【課題】透湿度が低く、防湿性に優れたポリスチレン系樹脂積層発泡シート、及び該シートを熱成形して得られた成形容器の提供。
【解決手段】ポリスチレン系樹脂発泡シートの一方の面又は両面に、ポリスチレン系樹脂と環状ポリオレフィン系樹脂との混合樹脂を含有する混合樹脂非発泡フィルムが積層されてなることを特徴とするポリスチレン系樹脂積層発泡シート。
(もっと読む)
多層発泡体の製造方法
【課題】表面に凹凸のある形状の多層発泡体を、発泡体における発泡倍率が高くなるように製造する場合であっても、低コストに、かつ、発泡体の見かけ密度が偏ることなく製造する。
【解決手段】樹脂成形品の成形装置10は、3つのTダイを、各Tダイの押出スリットが下向きに略平行となるように並べて備える。中央の押出スリットからは、発泡層によるシート状パリソンが単層で押し出され、その両サイドの各押出スリットからは非発泡層のシート状パリソンが単層で押し出され、これら3枚のシート状パリソンが一対の分割金型の間の位置に垂下される。こうして一対の分割金型の間に配置された3枚のシート状パリソンを、分割金型により型締めし、成形する。
(もっと読む)
金属張積層板の製造方法
【課題】 本発明の課題は、吸湿半田耐熱性に優れた金属張積層板を提供することにある。
【解決手段】 導体上に少なくとも2種以上のポリイミド層を有する金属張積層板の製造方法であって、少なくとも該2種以上のポリイミド層の導体と接触している側の層が熱可塑性ポリイミド層であって、該熱可塑性ポリイミドが、ピロメリット酸二無水物と2,2−ビス−[4−(4−アミノフェノキシ)フェニル]プロパンを主成分とするものであり、かつ特定の条件を満足し、ポリイミド樹脂の前駆体を含む溶液2種以上を共押出によって導体上に流延して2層以上の複数層を形成する工程を含み、前記共押出に用いる溶液の少なくとも1つの溶液には化学脱水剤及び触媒が含有されており、ポリイミド前駆体を310〜410℃の温度でイミド化することを特徴とする金属張積層板の製造方法により、上記課題を解決し得る。
(もっと読む)
溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法
【課題】転写性の向上を十分に図ることができる溶融押出成形賦形用のロールを提供する。
【解決手段】熱可塑性樹脂の溶融押出成形において使用される溶融押出成形賦形用のロール1は、内部に熱媒流路13が設けられたロール本体部10、及び、ロール本体部10の表面を覆う筒状部材20から成り、ロール本体部10は、40W/m・K以上、100W/m・K以下の熱伝導率を有する第1金属材料から製作されており、筒状部材20は、20W/m・K以下の熱伝導率を有する第2金属材料から作製されている。
(もっと読む)
低反り多層フィルム
【課題】食品等の包装材料として使用される多層フィルムであって、カールの発生を防止して取り扱い性を著しく向上させることができる低そり多層フィルムを提供する。
【解決手段】共押出水冷インフレーション法によって製造される多層フィルムであって、最外層にポリアミド樹脂層1、最内層にオレフィン系樹脂層2、およびその間にゴム弾性層4の3層を有し、前記ゴム弾性層4は押出歪を有したまま共押出されていて、この押出歪を開放しようとして縮むゴム弾性層4の収縮力と、前記ポリアミド樹脂層1が冷却水から吸湿した水分を大気中に放湿することで縮むポリアミド樹脂層1の収縮力とが釣り合った状態になっている。
(もっと読む)
樹脂シートの製造方法
【課題】金属ロールの表面から樹脂シートを適切に剥離可能な樹脂シートの製造方法及び表面からシートを適切に剥離可能な金属ロールを提供する。
【解決手段】この樹脂シートの製造方法は、加熱溶融状態の樹脂をダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、表面に厚さ0.5μm以下のめっき層を有する金属ロールの表面に連続樹脂シートを押し当てることによって連続樹脂シートを成形して樹脂シートを得る成形工程と、樹脂シートを金属ロールの表面から剥離する剥離工程とを含む。
(もっと読む)
ベッドシーツの製造方法
【課題】 風合の良好なベッドシーツの製造方法を提供する。
【解決手段】 酸化チタン粉体を含有するポリエチレン樹脂よりなるマスターバッチを、ポリエチレンと混合したポリエチレン原料を準備する。このポリエチレン原料をTダイに供給し、押出ラミネート法により、不織布表面にポリエチレンフィルムを貼合し、ポリエチレンフィルム/不織布よりなる二層貼合品を得る。次に、このポリエチレン原料をTダイに供給し、押出ラミネート法により、ポリエチレンフィルム/不織布よりなる二層貼合品のポリエチレンフィルム表面にポリエチレンフィルムを貼合し、ポリエチレンフィルム/ポリエチレンフィルム/不織布よりなる三層貼合品のベッドシーツを得る。
(もっと読む)
樹脂板、それを用いた耐擦傷性樹脂板、ディスプレイ用保護板、携帯型情報端末の表示窓用保護板、タッチパネル用保護板、及び樹脂板の製造方法
【課題】表面硬度と耐衝撃性に優れる樹脂板、この樹脂板を基板とする耐擦傷性樹脂板、この耐擦傷性樹脂板からなるディスプレイ用保護板、携帯型情報端末の表示窓用保護板、およびタッチパネル用保護板、並びに樹脂板の製造方法を提供する。
【解決手段】
本発明の樹脂板10は、ポリカーボネート樹脂層の一方の面に、メタクリル樹脂およびゴム粒子の合計100重量%を基準に、ゴム粒子の含有割合が0〜20重量%であるメタクリル樹脂組成物(a)からなるメタクリル樹脂層(A)が積層され、他方の面に、メタクリル樹脂とゴム粒子の合計100重量%を基準に、ゴム粒子の含有割合が7重量%以上であるメタクリル樹脂組成物(b)からなるメタクリル樹脂層(B)が積層されたフィルム状物6をダイ5から押出し、金属弾性ロール7と金属ロール8との間に挟み込み、金属ロール8に巻き掛けた後、金属弾性ロール9に巻き掛けて得られる。
(もっと読む)
表面保護フィルムの製造方法
【課題】フィルムの片面に微粘着性を有し、フィルムをロール状に巻き取ったり、又は積み重ねたりする際にブロッキングし難く、およびフィルムのフィッシュアイを低減することができる表面保護フィルムの製造方法を提供する。
【解決手段】結晶性または半結晶性である熱可塑性樹脂をTダイから溶融押出しすることによって、熱可塑性樹脂溶融膜を得る工程(工程1)、該熱可塑性樹脂溶融膜を、特定の金属製冷却ロールと、特定の弾性ロールとで挟圧する際に、挟圧される部分の該熱可塑性樹脂溶融膜の幅を、該金属製冷却ロールの面長より小さく、該弾性ロールの面長より大きくなるように調整して挟圧することによって、フィルムを得る工程(工程2)、および該フィルムを巻き取る工程(工程3)を有する、フィルム厚みが30μm未満である表面保護フィルムの製造方法。
(もっと読む)
ポリエステル樹脂の製造方法、太陽電池用保護シート、及び太陽電池モジュール
【課題】溶融混練時におけるベントアップを抑えて、樹脂品質の安定化が図られたポリエステル樹脂の製造方法を提供する。
【解決手段】溶融混練されたポリエステル樹脂の単位時間あたりの押出量Qを、単位押出量Yが下記式で表される領域を満たす範囲でスクリュ回転数Nを調節し、Yを変化させながらQminからQmaxへ増加又はQmaxからQminへ減少させて溶融押出する〔Y:単位押出量Q/N、Yunder=9.01×10−7×D3、Yover=6.93×10−6×D3、D:スクリュ径、Q0:定常運転時の押出量、Qmax、Qmin:増減時の最大又は最小押出量〕。
・0≦Q≦0.5×Q0のとき、(Y−Yunder)/Q≦(Yover−Yunder)/(0.5×Q0)
・0.5×Q0<Qのとき、Y≦Yover
・Y≧Yunder
・0.6×Q0≦Qmax≦1.2×Q0
・0.15×Q0≦Qmin≦0.4×Q0
(もっと読む)
光学フィルムの製造装置、光学フィルムの製造方法
【課題】溶融押出し法により、光学フィルムを製膜しロール状に巻取り製造する時、ブラックバンドが発生しない光学フィルムの製造装置の提供。
【解決手段】少なくとも熱可塑性樹脂及び添加剤を含む溶融物を複数のリップ間隙調整手段1A27を有するTダイス1A2より膜状の溶融物として押出す溶融押出し部1Aと、少なくともタッチロール1B2とキャストロール1B1とを有する冷却引取り部と、巻き取り部とを有する溶融押出し方式の光学フィルムの製造装置において、前記Tダイス1A2、又は前記冷却引取り部のどちらか1方をTD方向に移動しながら製膜した後、前記巻き取り部でロール状に巻き取ることを特徴とする光学フィルムの製造装置。
(もっと読む)
熱可塑性樹脂フィルムの製造方法および熱可塑性樹脂フィルム
【課題】高い厚み精度を有する熱可塑性樹脂フィルムの製造方法および熱可塑性樹脂フィルムを提供する。
【解決手段】本発明の熱可塑性樹脂フィルムの製造方法は、ダイ2から押出されるシート状の溶融熱可塑性樹脂材料3を、2本の冷却ロール4,5の間に挟み込んで成形する熱可塑性樹脂フィルムの製造方法であって、前記2本の冷却ロール4,5のうち、少なくとも一方の冷却ロールの両端部の外周面には、ロール中央部の外径よりも小さい外径を有する段差部10がそれぞれ周状に形成されており、前記溶融熱可塑性樹脂材料3が2本の冷却ロール4,5の間に挟み込まれるときに、前記段差部10と他方の冷却ロールとの間にも挟み込まれ、前記溶融熱可塑性樹脂材料3が前記段差部10と他方の冷却ロールとの間で受ける線圧が実質的に0kgf/cmである。
(もっと読む)
飲食品容器用パッキン、並びに当該パッキンを使用した液体容器用蓋及び蓋付液体容器
【課題】 臭気の発生、及び、異物の混入のおそれの低い飲食品用パッキンの提供。
【解決手段】 飲食品を収納する容器に用いられるパッキンにおいて、溶融状態の熱可塑性樹脂組成物に対して、発泡剤を含浸させた後、減圧することにより得られる独立気泡を有する発泡体からなり、前記発泡剤が、超臨界二酸化炭素であり、発泡体密度が40〜300kg/m3であることを特徴とする、飲食品容器用パッキン。
(もっと読む)
無機物質粉末高配合薄膜シートの製造方法
【課題】本発明の課題は、夾雑物の発生防止、厚さが均一なシートの作成、シートの表面性向上および見かけ比重の調整等ができる無機物質粉末高配合薄膜シートの製造方法の提供である。
【解決手段】薄膜シートの製造方法において、特定の無機物質粉末、熱可塑性樹脂、補助剤を準備する工程と、所定の配合率で配合した原料に強い剪断応力を作用させて混練する工程と、混練した原料を供給して、Tダイ方式押出成形機でシートを成形する工程と、特定の条件で延伸を行なって所望の見かけ比重に調整する工程と等を有する。
(もっと読む)
41 - 60 / 1,430
[ Back to top ]