
Fターム[4F207AG01]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 板状体(←シート、フィルム) (1,455)
Fターム[4F207AG01]の下位に属するFターム
厚板 (25)
Fターム[4F207AG01]に分類される特許
61 - 80 / 1,430
無機物質粉末高配合薄膜シートの製造方法
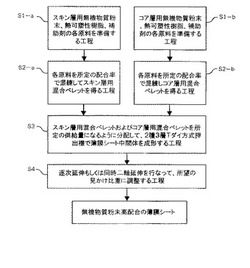
【課題】本発明の課題は、夾雑物の発生防止、厚さが均一なシートの作成、シートの表面性向上および見かけ比重の調整等ができる無機物質粉末高配合薄膜シートの製造方法の提供である。
【解決手段】薄膜シートの製造方法において、特定の無機物質粉末、熱可塑性樹脂、補助剤を準備する工程と、所定の配合率で配合した原料に強い剪断応力を作用させて混練する工程と、混練した原料を供給して、Tダイ方式押出成形機でシートを成形する工程と、特定の条件で延伸を行なって所望の見かけ比重に調整する工程と等を有する。
(もっと読む)
帯電電極機構

【課題】溶融樹脂の流れが乱れたとしても、溶融樹脂に巻き込まれた放電電極が冷却ロールの表面を傷つけてしまうことがない帯電電極機構を提供すること。
【解決手段】放電電極13が、ダイ4から供給される溶融樹脂の供給方向を横切る幅方向にテンションを保って一対の保持体間にかけ渡され、この放電電極13からの放電で、ダイ4から供給された溶融樹脂5を帯電させて、この溶融樹脂5を冷却ロール4に帯電密着させる機構を前提とし、上記ダイ4から供給される溶融樹脂5の少なくとも幅wの範囲で光を出力する投光部と、投光部の光を検出する光センサ18とを備え、上記投光部から出力される光は、上記放電電極よりも溶融樹脂の供給方向下流側であって放電電極に沿った上記幅方向の走行経路Lを保ち、上記放電電極13が溶融樹脂5の供給方向下流側に振れて上記光の走行経路Lを遮断したとき、光センサ18がその遮断を検出する。
(もっと読む)
ポリアミドフィルムの製造方法
【課題】エアーナイフ法における溶融押出シートのドラフト変形を乱す外乱現象を抑え、高速での生産時にも均一な冷却成形を可能にすることで、優れたフィルム品質を維持しつつ高速でポリアミドフィルムを生産できるようにする。
【解決手段】ダイ1よりシート状に溶融押出成形されたポリアミド樹脂2を冷却ロール3の表面に押出し、エアーナイフから空気流を吹き付けることにより樹脂シート5を冷却ロール3の表面に密着させるシート冷却成形方法である。溶融押出シートが冷却ロールに接する接触線7よりシート5の流れ方向に対して下流側に設けた耳押さえノズル8から空気流を吹き付け、シート5の巾方向の左右両端を冷却ロール3に押さえ付けて冷却する。
(もっと読む)
フィルムの製造方法
【課題】結晶性を有するジシクロペンタジエン開環重合体水素化物を原料樹脂としてフィルムを製造するにあたり、特に平滑性と耐熱性に優れるフィルムを与えることができる、フィルムの製造方法を提供すること。
【解決手段】結晶性を有するジシクロペンタジエン開環重合体水素化物である原料樹脂を溶融成形法により矩形状のフィルムに成形する工程と、得られたフィルムの4辺を保持することによりフィルムを緊張状態として、これを原料樹脂のガラス転移温度以上融点以下の温度条件下に置くことにより、フィルムを結晶化させる工程と、を有するフィルムの製造方法。
(もっと読む)
溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法
【課題】中央部と端部で諸物性に出来る限り差異が無いシート成形品を押出成形法によって成形するための押出成形賦形用のロールを提供する。
【解決手段】金属製の押出成形賦形用のロール10は、内部に熱媒流路13が設けられ、熱可塑性樹脂の押出成形において使用され、ロール10は、内筒21、及び、内筒21を囲む外筒22から成り、内筒21の外面21Aと外筒22の内面22Aとに間に設けられた隙間23には、ロールの軸線に沿って螺旋状に延びる連続した隔壁23が設けられており、内筒21の外面21Aと外筒22の内面22Aと隔壁23によって熱媒流路13が構成されており、外筒22の肉厚は、ロールの端部11から所定の位置12を起点としてロール中央部に向う所定の領域まで、単調に減少している。
(もっと読む)
熱可塑性樹脂シートの製造方法、製造装置、およびタッチロール
【課題】鏡面仕上げが可能であり、シートが白化を生じさせることなく、また曇りもなく、かつすぐれた透明性を有するシートを成形するための熱可塑性樹脂シートの製造方法を提供すること。
【解決手段】溶融状態の熱可塑性樹脂を供給ダイ11から連続的に供給し、供給ダイ11の下方に設けられた冷却ロール12とタッチロール13との間に形成される挟圧部において、熱可塑性樹脂を挟圧しつつ冷却してシート状にする、熱可塑性樹脂シートの製造方法において、当該タッチロール13を、金属製の芯部材13aと、当該芯部材の表面を覆う弾性層13bとを有し、前記弾性層13bは、アルミナを30〜70質量%の割合で含有した合成ゴムまたは合成樹脂であり、さらに、当該弾性層の表面部分13cの中心線平均粗さが0.3μm以上1.2μm以下であることを特徴とするタッチロール13とする。
(もっと読む)
フィードブロックおよび多層延伸フィルムの製造方法
【課題】エッジ単層部との境界付近に生じる特異で局所的、シャープな厚み斑による延伸時の切断を防止するフィルムの製造方法および製造装置の提供。
【解決手段】樹脂Aと樹脂Bとを、溶融状態で合流させ積層体Cとし、その巾方向端部に、樹脂Aを溶融状態でエッジ単層部として合流させエッジ単層部付き積層体Dを形成する際に、エッジ単層部として合流させる樹脂Aの流路巾(エッジ流路巾)が、一方向に複数段階以上で漸増する領域を有するフィードブロックおよびそれを用いたフィルムの製造方法。
(もっと読む)
積層体製造装置
【課題】 本発明の目的は、凹凸模様を形成するロールの設備コストが低減でき、凹凸模様を形成するロールの交換が容易で、短時間で交換可能な積層体製造装置を提供することにある。
【解決手段】 ニップロールとチルロールとの間に、押出機を経てTダイより溶融した熱可塑性樹脂を垂下させて形成した樹脂膜と基材とを通過させて積層体を製造する装置であって、少なくともチルロールが第一チルロールと第二チルロールを備え、前記第一チルロールが前記ニップロール側に位置しその外周面に凹凸模様が形成され、且つ、前記第一チルロールの直径が前記第二チルロールの直径より小さく着脱可能に設けられていることを特徴とする積層体製造装置である。
(もっと読む)
樹脂フィルム製造装置、樹脂フィルムの製造方法および樹脂フィルム
【課題】 欠陥部分の発生を抑制し、品質を向上させることが可能な樹脂フィルムの製造装置を提供する。
【解決手段】 樹脂フィルム製造装置100は、ダイ2より押出されたフィルム状樹脂を、ゴムロール3の外周面とマットロール4の外周面とで挟み込むことで、フィルム状樹脂の表面形状を予め定める形状に成形して樹脂フィルムを製造する。この樹脂フィルム製造装置100は、ゴムロール3の外周面を加熱する第1加熱部8および第2加熱部9を有する加熱装置10を備える。第1加熱部8は、ゴムロール3の回転軸およびマットロール4の回転軸を含む仮想平面S0に対してダイ2が配置される側の領域において、ゴムロール3に対向して設けられる。また、第2加熱部9は、前記仮想平面S0に対してダイ2が配置される側とは反対側の領域において、ゴムロール3に対向して設けられる。
(もっと読む)
配向積層ポリエステルフィルムおよびその製造方法
【課題】エッジ単層部と中央部の境目に発生する厚み斑を抑制し、切断や厚薄の問題を回避でき、結果生産性を向上できる配向積層ポリエステルフィルムの製造方法の提供。
【解決手段】ポリエステル(A)からなるフィルム層(A)と、ポリエステル(B)からなるフィルム層(B)とを積層し、それら積層方向および製膜方向に直交する方向(幅方向)の両端部にポリエステル(B)からなるエッジ単層部を設けた未延伸シートを押し出し、少なくとも幅方向に延伸した後にエッジ単層部をトリミングする配向積層ポリエステルフィルムの製造方法であって、
ポリエステル(A)とポリエステル(B)とは、繰り返し単位の80モル%以上が同じ繰り返し単位であり、かつ固有粘度の差が0.03dl/g以下である配向積層ポリエステルフィルムの製造方法。
(もっと読む)
積層体製造装置
【課題】 本発明の目的は、凹凸模様を形成するロールの設備コストが低減でき、凹凸模様を形成するロールの交換が容易で、短時間で交換可能な積層体製造装置を提供することにある。
【解決手段】 基材が通過する方向にバックアップロールとニップロールとチルロールがこの順に配置され、押出機を経てTダイより溶融した熱可塑性樹脂を垂下させて形成した樹脂膜と基材とをバックアップロールとニップロールとの間乃至はニップロールとチルロールとの間に通過させて積層体を製造する装置であって、前記ニップロールの外周面に凹凸模様が形成され、且つ、前記ニップロールの直径が前記チルロールの直径より小さく着脱可能に設けられていることを特徴とする積層体製造装置である。
(もっと読む)
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧して形状ロールに圧着する押圧工程と、連続樹脂シートを形状ロールの周面に沿って搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。導光板の表面には、転写型に形成された複数の凹部に対応する複数の凸部が形成される。剥離工程の前に、連続樹脂シートの幅方向における全ての地点において連続樹脂シートと形状ロールとを非圧着状態とする。
(もっと読む)
バックグラインド用研削テープの製造方法及びバックグラインド用研削テープの製造装置
【課題】金網と金属不織布とを積層構成したフィルタを使用し、フィッシュアイの原因となる溶融樹脂中のゲルを広範囲で且つ効率的に濾過精製することにより、フィッシュアイを格段に低減したバックグラインド用研削テープを製造可能なバックグラインド用研削テープの製造方法及び製造装置を提供する。
【解決手段】2つの金網を有し、2つの金網の内下流側に配置される金網は500メッシュ以上のメッシュサイズに形成された金網フィルタと、金網フィルタの下流側で金網フィルタに積層され、濾過精度が60μm以下の金属不織布から形成された金属不織布フィルタとからフィルタ5を構成する。
(もっと読む)
樹脂フィルムの製造方法、ポリエステルフィルム、太陽電池用バックシート、及び太陽電池モジュール
【課題】原材料ロスを抑制しつつ、膜欠陥を抑制する樹脂フィルムの製造方法を提供。
【解決手段】固有粘度差が、0.1〜0.3dl/gである第1及び第2の樹脂を、第1の樹脂の供給量を減少させ、第2の樹脂の供給量を増加させながら、第1から第2の樹脂に切り替えて、押出機に供給するにあたり、第2の樹脂の押出機への供給量を増加させるときをt0、第1の樹脂の押出機への供給量を減少させ終わったときをtfinとするとき、
時間t〔hr〕と、供給量Qとの関係を表す曲線において、
(1)t0〜tfin間に、dQ(t)/dt=0となる回数を4〜15回、
(2)dQ(t)/dt≧0である連続区間の最大供給量と最小供給量との差の平均値を、供給量Q(t0)と供給量Q(tfin)との差の10〜30%として、
押出機に樹脂を供給する工程と、溶融樹脂を成膜する工程とを有する樹脂フィルムの製造方法。
(もっと読む)
熱可塑性樹脂フィルムの製造方法、熱可塑性樹脂フィルム
【課題】長時間製造するときに、経時に伴い発生する異物の混入に伴う異物故障がなく、フィルターの寿命を延ばし、長時間の製造を行うことが可能な溶融流延製膜法による熱可塑性樹脂フィルムの製造方法及び熱可塑性樹脂フィルムの提供。
【解決手段】溶融押出機により溶融した樹脂をフィルターで濾過しダイスより流延する熱可塑性樹脂フィルムの製造方法において、前記溶融押出機は前記フィルターの下流側に配設した切換え手段1A3を介して、パージ用の樹脂の第1溶融押出機1A1と、熱可塑性樹脂フィルム用の第2溶融押出機1A2とを有し、前記フィルターは前記第1溶融押出機用の第1フィルター1A13と、前記第2溶融押出機用の超音波振動付与装置を有する第2フィルター1A23とを有し、前記第2溶融押出機1A2を稼動した状態で、前記切換え手段1A3を操作して、前記熱可塑性樹脂フィルムを製造方法。
(もっと読む)
光学薄層を有する多層光学フィルムの形成方法
【課題】多層光学フィルムの製作において、層間拡散の影響を制御する方法を提供する。
【解決手段】多層光学フィルムを形成するための方法であって、第1および第2の樹脂を提供するステップと、前記第1および前記第2の樹脂を、複数の層をなし第1および第2の主面を有する樹脂ストリームに押出すステップと、前記第1の主面がキャスティング面に対し流延され、前記第2の主面がキャスティング面に対して流延されるように前記樹脂ストリームを流延するステップと、を含む方法。
(もっと読む)
シート成形装置
【課題】シート成形における歩留まりを向上し得るシート成形装置を提供する。
【解決手段】被成形材料を押出口11から前方に押し出す材料押出部と、材料押出部から押し出される被成形材料を受け入れて、軸心が水平方向又は略水平方向に沿う姿勢で上下方向に並ぶ一対のロールにてシート状に成形して払い出す材料圧延部と、材料押出部と材料圧延部との間において材料押出部から押し出される被成形材料を一時的に貯留する材料貯留部3とが設けられたシート成形装置であって、材料貯留部3における左右両側を区画する左右一対の側壁部3G夫々が、一対のロールの間に進入するロール間進入部分32と、一対のロールよりも押出口11側の押出口ロール間部分31とを備えて構成され、一対の側壁部3G夫々の内面3Sのうち、少なくとも押出口ロール間部分31の内面31S同士の左右方向の間隔である左右間隔が、下方側ほど広くなるように構成されている。
(もっと読む)
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧する押圧工程と、連続樹脂シートを形状ロールの周面に密着させたまま搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。押し出される樹脂の温度は、樹脂のガラス転移温度Tgに対して、(Tg+110)℃〜(Tg+150)℃である。樹脂はメタクリル酸メチルとアクリル酸メチルとの共重合体であり、共重合体中のアクリル酸メチル単位の比率は4質量%以上である。形状ロールの温度は、(Tg−5)℃〜(Tg+5)℃である。転写型の凹部の深さDとピッチPとの比率D/Pは、0.05〜0.45である。導光板の表面には凹部に対応する凸部が形成される。
(もっと読む)
熱硬化性成形材料、成形体の製造方法及び配線基板
【課題】押出成形法等により容易に成形可能であり、耐熱性と強靱性とを両立でき、二次加工性に優れ、かつ、金属電極又は基板に強力に接着できる配線基板を製造することができる熱硬化性成形材料を提供する。
【解決手段】エポキシ樹脂、非晶性熱可塑性樹脂、エポキシ硬化剤、及び、無機フィラーを含有する熱硬化性成形材料であって、前記熱硬化性成形材料全体に占める無機フィラーの割合が20〜60体積%であり、前記熱硬化性成形材料中の樹脂成分の全体積に占めるエポキシ樹脂の割合が40〜95体積%であり、前記無機フィラーは、モース硬度が4〜8である無機フィラーを含有し、かつ、前記熱硬化性成形材料中の無機フィラーの全体積に占める前記モース硬度が4〜8である無機フィラーの割合が50〜100体積%である熱硬化性成形材料。
(もっと読む)
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧する押圧工程と、連続樹脂シートを形状ロールの周面に密着させたまま搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。シート製造工程において押し出される樹脂の温度は、樹脂のガラス転移温度Tgに対して、(Tg+110)℃〜(Tg+200)℃の範囲である。形状ロールの温度は、(Tg−25)℃〜(Tg−5)℃の範囲である。転写型に形成された複数の凹部の深さDと複数の凹部のピッチPとの比率D/Pは、0.05〜0.45の範囲である。導光板の表面には複数の凹部に対応する複数の凸部が形成される。
(もっと読む)
61 - 80 / 1,430
[ Back to top ]