
Fターム[4F207AG01]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 板状体(←シート、フィルム) (1,455)
Fターム[4F207AG01]の下位に属するFターム
厚板 (25)
Fターム[4F207AG01]に分類される特許
101 - 120 / 1,430
ポリスチレン系樹脂発泡シート、容器、及びポリスチレン系樹脂発泡シートの製造方法
【課題】高い耐熱性を有しつつ、臭気が抑制されたポリスチレン系樹脂発泡シートを提供すること。
【解決手段】ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してポリスチレン系樹脂発泡シートを形成するポリスチレン系樹脂発泡シートの製造方法であって、前記樹脂組成物を溶融した溶融物を押出機で前記押出発泡させる際に、該押出機のスクリューとして、先端部を外周部から中心に向けて延びる複数本の溝が設けられた形状とするスクリューを用いることを特徴とするポリスチレン系樹脂発泡シートの製造方法などを提供する。
(もっと読む)
太陽電池封止材シートの製造方法、および、太陽電池モジュール
【課題】太陽電池封止材シートの加熱収縮を低減する方法を提供する。
【解決手段】少なくとも、以下の(a)〜(c)の3つの工程を、この順番に連続して有することを特徴とする太陽電池封止材シートの製造方法。(a)加熱により溶融した樹脂組成物をシート状に成形し、冷却することで工程シートを得る製膜工程(b)該工程シートの少なくとも一方の表面の最高温度が少なくともこの表面部分を構成する樹脂組成物の融点以上の温度となるように、22〜55秒間、再加熱するアニール処理工程(c)前記この表面部分を構成する樹脂組成物の融点より10℃低い温度からこの表面部分を構成する樹脂組成物の融点より20℃高い温度範囲内に前記工程シートの表面温度を調節した後、エンボスローラー13b’に導入し、該工程シート表面にエンボス模様を付与するエンボス加工工程
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法
【課題】低密度で、且つ、坪量が100g/m2以下となるような軽量性を有するポリスチレン系樹脂発泡シートを連続気泡の形成を抑制しつつ製造することができるポリスチレン系樹脂発泡シートの製造方法を提供すること。
【解決手段】ポリスチレン系樹脂と発泡剤とを含有するポリスチレン系樹脂組成物を押出発泡させてポリスチレン系樹脂発泡シートを作製するポリスチレン系樹脂発泡シートの製造方法であって、前記ポリスチレン系樹脂として、温度160℃、一定ひずみ速度0.1/秒の条件で一軸伸長粘度を測定して求められる時間−伸長粘度曲線の対数プロットにおける非線形領域の一次近似直線の傾き(a1)と上記曲線における線形領域の一次近似直線の傾き(a2)との比(a1/a2)が1.2以上2.0以下となるポリスチレン系樹脂を用いて、密度0.035g/cm3〜0.065g/cm3、坪量100g/m2以下のポリスチレン系樹脂発泡シートを作製することを特徴とするポリスチレン系樹脂発泡シートの製造方法を提供する。
(もっと読む)
積層シート及びその製造方法

【課題】 本発明は、人の手によって容易に切断することができ且つ切断面にフラットヤーンクロスを構成しているフラットヤーンの切断端部が殆ど突出することがない積層シートを提供する。
【解決手段】 本発明の積層シートAは、ポリエチレン系樹脂を含むフラットヤーン1aを並設してなる第一フラットヤーン列1Aと、上記第一フラットヤーン列1Aのフラットヤーン1aに交差するようにポリエチレン系樹脂を含むフラットヤーンを並設してなる第二フラットヤーン列1Bとを含み、フラットヤーン1a、1bとの交差部を一体化することにより形成されたフラットヤーンクロス1と、このフラットヤーンクロス1の両面に積層一体化されたポリエチレン系樹脂を含む表面層とからなり、第一フラットヤーン列1Aを構成しているフラットヤーン1aが熱劣化により人手によって破断可能に形成されていることを特徴とする。
(もっと読む)
板状発泡体の製造方法
【課題】反りや捩れの抑制された板状発泡体を提供する。
【解決手段】ポリスチレン系樹脂組成物をサーキュラーダイ100から押出発泡させて筒状の発泡体200を形成させた後、前記発泡体200をピンチロール101で挟んで該発泡体200の内面を熱融着させて板状の発泡体203を形成させる板状発泡体203の製造方法であって、前記発泡体200の中心を挟んで対向する2箇所に他の部位よりも薄肉化された薄肉部Zを形成させ、且つ、該薄肉部Zが押出方向に連続するように前記発泡体200を形成させ、前記薄肉部Zどうしを熱融着させて前記板状発泡体203の幅方向中央部となる部分を形成させることにより該幅方向中央部の厚みが幅方向両端部に比べて薄い板状発泡体203を形成する。
(もっと読む)
板状発泡体の製造方法、板状発泡体、及び、食品容器
【課題】軽量性と強度との要望を満足させ得る板状発泡体等を提供する。
【解決手段】ポリスチレン系樹脂組成物をサーキュラーダイ100から押出発泡させて筒状の発泡体200を形成させた後、前記発泡体をピンチロール101で挟んで該発泡体の内面を熱融着させることによって一面側を形成する発泡層と他面側を形成する発泡層との2層の発泡層を有する板状発泡体203を形成させる板状発泡体の製造方法であって、前記一面側の発泡層となる部分と前記他面側の発泡層となる部分の発泡倍率が異なるように前記筒状の発泡体を形成させることによって、一面側と他面側とで発泡倍率の異なる板状発泡体203を製造することを特徴とする板状発泡体の製造方法。
(もっと読む)
積層体およびその製造方法
【課題】ポリプロピレンをシーラント樹脂として用いても、またこれを押出ラミネート法で積層してシーラント層を形成しても、熱可塑性樹脂フィルムとシーラント層とが、十分な接着力を有する積層体を提供する。
【解決手段】熱可塑性樹脂フィルム、プライマー層、接着層、シーラント層がこの順に積層されてなる積層体であって、プライマー層が酸変性ポリオレフィンを含有し、接着層が酸変性オレフィンエラストマーを含有することを特徴とする積層体。
(もっと読む)
凹凸シート及びその製造方法
【課題】ロール状に巻き取っても凹凸パターンが潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる凹凸シート及びその製造方法を提供する。
【解決手段】帯状のシート面20に凹凸パターン30が形成され、ロール状に巻き取られる凹凸シートにおいて、シート面の幅方向における少なくとも両端部に、シートの長手方向に沿って凹凸パターン30の凸部30Aよりも背の高い背高凸条部34が形成されている。
(もっと読む)
未延伸ポリエステルシートの製造方法、太陽電池用保護シート、及び太陽電池モジュール
【課題】製造過程での冷却ムラを抑えて結晶化を防ぎ、耐加水分解性に優れ、長期耐久性を具えた未延伸ポリエステルシートの製造方法を提供する。
【解決手段】ポリエステル樹脂を押出ダイからシート状に溶融押出を行い、押出されたポリエステル樹脂がキャスティングドラム12に到達するまでの間にポリエステル樹脂に振動を与えた後、キャスティングドラム12に密着させることで冷却しシート状に成形する工程と、キャスティングドラム12の曲面に沿って二次元配置された複数の噴霧ノズルから霧状の水を、噴霧ノズルを挟むように配設された少なくとも2つの整流ノズルから霧状の水を挟み込むようにエアをあてて整流すると共にキャスティングドラム12に密着されたポリエステル樹脂に対して噴霧し、ポリエステル樹脂を冷却する工程とを有する。
(もっと読む)
表面保護フィルムの製造方法
【課題】粘着層へのゴミ等の異物の付着が抑制された表面保護フィルムの製造方法を提供する。
【解決手段】共押出しインフレーション法により少なくとも基材層構成樹脂と粘着層構成樹脂とを環状ダイから押出し、外層に基材層構成樹脂が配置され内層に粘着層構成樹脂層が配置されたチューブ状積層フィルムを得、次いで、チューブ状積層フィルムを平坦化して2枚の積層フィルムの粘着層同志を重ね合わせた後、所定形状に打ち抜き加工することにより2枚の積層フィルムの粘着層同志を剥離可能にする。
(もっと読む)
成形装置及び成形方法
【課題】押出装置からシート状に押し出した熱可塑性樹脂のドローダウンを抑制することが可能な成形装置を提供する。
【解決手段】本実施形態の成形装置(1)は、押出装置(12)からシート状に押し出した熱可塑性樹脂(P)に金型(32)の周囲に位置して当該金型に対して移動可能な型枠(33)を接触させ、熱可塑性樹脂(P)が型枠(33)に接触しながら下方に垂下するように型枠(33)を移動する。そして、金型(32)のキャビティ(116)に対向する熱可塑性樹脂(P)をキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する。
(もっと読む)
光学シート、およびその製造方法
【課題】実用的な光伝播効率を有し、かつ、薄く、少ない光源でも性能を発揮する事が出来る導光体を、なおかつ、低コストで提供する。
【解決手段】少なくとも光導光層となる主層と、光取り出し構造を有した表層及び裏層とで構成される導光体からなる光学シートにおいて、前記主層と、前記表層及び前記裏層の屈折率が異なっており、かつ、前記主層と前記表層あるいは前記主層と前記裏層との境界を成す境界面が湾曲しており、その湾曲は、前記導光体の一端面側から、対面側の端面まで前記主層の厚みを減ずるよう連続的に変化し、かつ、前記主層と前記表層及び前記裏層を合わせた前記導光体の総厚は均一である。
(もっと読む)
シート状ゴム成形装置及び方法
【課題】金型構成を複雑化させることなく、かつ、成形時間も短縮化可能なシート状ゴム成形装置を提供する。
【解決手段】ダイヘッド3からシート状のゴムを押し出して、所定の幅および高さを有するタイヤ構成部材を成形するシート状ゴム成形装置Aであって、所定断面形状の開口部32を有するダイボディ30と、ダイボディ30の前方側に配置され、開口部32の高さ寸法を変更可能な可変ダイリップ31と、を備え、可変ダイリップ31は、高さ方向の一方に位置する第1可動体310と、他方に位置する第2可動体311とにより構成され、ダイヘッド制御部60は、成形開始時に第1・第2可動体310,311を閉じた状態から、第1可動体310を開方向へ駆動し、所定の高さに到達した後、第1・第2可動体310,311の位置を保持し、成形終了時に第2可動体311を閉方向へ駆動するように、可変ダイリップ31を制御する。
(もっと読む)
熱可塑性フィルムの製造方法
【課題】 溶融押出製膜に於いて作製されたロールフィルムに発生するゲージバンドと呼ばれる厚みムラに起因する外観不良および搬送中のフィルム弛み、シワ起因の折れスジ状の外観異常のない熱可塑性フィルム及びその製造方法を提供することにある。
【解決手段】 本発明に係わる熱可塑性フィルムは、フィルム幅方向(TD)の端部から50mm内側までの最大厚みDe(μm)と中央部の平均厚みDc(μm)が1.0≦De/Dc≦3.5であり、フィルムの一ヶ月常温放置でのフィルム押出方向(MD)の収縮率が0.01%以上0.10%以下であることを特徴とする。本発明の熱可塑性フィルムの製造方法は、フィルム形成工程におけるキャストロール4の周速v1(m/min)と冷却ロール及び搬送ロール9の周速v2(m/min)が、0.970≦v2/v1≦1.001に調整することを特徴とする。
(もっと読む)
シート押出成形機およびシート押出製造方法
【課題】シート製造条件の吐出が押出機の仕様範囲外である場合でも安定して押出機を運転しシート製造が可能なシート押出成形機およびシート押出製造方法を提供する。
【解決手段】シート製造条件の吐出が押出機の仕様範囲外である場合に、押出機の安定に必要なポリマー流量確保し、そのポリマー流量をシート製造に必要な分13と排出分14とに分け、吐出することで安定して押出機を運転しシート製造を可能とする。
(もっと読む)
アクリル系樹脂フィルム及びこれを用いた偏光板並びにアクリル系樹脂フィルムの製造方法
【課題】偏光フィルムとの接着力が高く、機能性層を形成する場合に凹凸に起因する問題が生じにくいアクリル系樹脂フィルム及び偏光板並びにアクリル系樹脂フィルムの製造方法を提供する。
【解決手段】アクリル系樹脂にゴム弾性体粒子が配合されたアクリル系樹脂組成物からなるシート状のアクリル系樹脂フィルム25であって、シート状のうち一方の面は滑面25aであり、この滑面25aと反対側の面は粗面25bである。粗面25b側は、フィルム表面から突出するゴム弾性体粒子の表面積が滑面25aよりも大きいため、凹凸に起因するアンカー効果により偏光フィルム21との接着強度が高くなる。一方で滑面25a側は、フィルム表面から突出するゴム弾性体粒子の表面積が滑面25aよりも小さいため、凹凸が少なく、このため機能性層26を形成する際に凹凸形状に起因する問題が生じにくい。
(もっと読む)
光学フィルムを製造する方法
【課題】プロピレン系樹脂を用いて、位相差均一性および透明性に優れ、かつ、局所的欠陥が少ない光学フィルムを製造する方法を提供する。
【解決手段】プロピレン系樹脂からなる光学フィルムを製造する方法であって、プロピレン系樹脂からなる溶融状フィルムを、弾性ロールとキャスティングロールとで挟圧する工程を含み、前記弾性ロールの表面における前記溶融状フィルムと接する部分が、金属酸化物および/または半金属酸化物を含む材料から形成されていて、かつ前記部分の表面粗度(Ra)が0.04μm以上0.12μm以下である方法。
(もっと読む)
エチレン−ビニルエステル系共重合体ケン化物成形物の製造方法
【課題】 EVOH樹脂を主成分とし、ガスバリア性と酸素吸収性の双方を兼ね備えた成形物を製造する方法、並びに当該方法により製造される成形物及び多層構造体を提供する。
【解決手段】 溶融成形法によりエチレン−ビニルエステル系共重合体ケン化物の成形物を製造する方法において、(A)エチレン−ビニルエステル系共重合体ケン化物に対し、1〜30重量%の(B)酸素吸収剤及び1〜50重量%の(C)水和物形成性の塩の水和物の完全脱水物又は部分脱水物の存在下で、溶融成形することを特徴とする。
(もっと読む)
熱可塑性樹脂製フィルムの製造方法
【課題】ポリ塩化ビニル、ポリオレフィン等の熱可塑性樹脂、特に溶融粘度が高く溶融伸びの低い樹脂をフィルムを製造するための材料として用いた場合でも、膜厚精度の高いフィルムを製造する方法を提供する。
【解決手段】熱可塑性樹脂を含むフィルムを製造する方法であって、該方法は、熱可塑性樹脂を含有する材料であって、一対の対向する平らな部分を有する材料を、前記熱可塑性樹脂が溶融している状態で一対のロールの間に供給する工程と、前記一対のロールで前記一対の平らな部分をあわせて圧延することにより、前記平らな部分同士を融着させて、一枚の一体化したフィルムを形成する工程とを有し、前記ロールに供給される材料が、平らな部分を有する2枚の別々のフィルム、または端辺部が接続部によって連結された一対の対向する平らな部分を有する1枚の扁平な筒状のフィルムである方法。
(もっと読む)
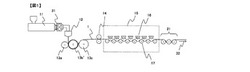
フイルム表面転写装置
【課題】フイルムの表面に特にナノオーダサイズのパターンを連続的に正確に転写する新規なフイルム表面転写装置を提供する。
【解決手段】表面にナノサイズの微細なパターンが加工されている成形ロール1と、溶融合成樹脂材料を供給投入するTダイ2と、該Tダイ直後に位置して該成形ロール1に圧接離反する方向に調整可能とした加熱ロール3と、該加熱ロール3から成形ロール1の回転方向後方に離れた位置に位置して、成形ロール1に圧接離反する方向に調整可能とした金属ロール4と、該加熱ロール3と該金属ロール4を囲むように捲回して設けた第一加熱金属ベルト6を介して、成形ロール1に押圧するゴムロール10とから構成され、Tダイ2から供給フイルムを加熱ロール3と成形ロール4のギャップで厚さ調整し、成形ロール1の回転力で移動し、ゴムロール10の押圧力により成形ロール表面の微細なパターンを合成樹脂フイルムに転写することを特徴とする。
(もっと読む)
101 - 120 / 1,430
[ Back to top ]